Чем дюймовая резьба отличается от метрической: Различия метрической и дюймовой резьбы |
Различия метрической и дюймовой резьбы |
Автор статьи: pkmetiz.ru
Резьбовое соединение — наиболее распространенный способ сопряжения деталей при сборке механизмов, машин, конструкций, промышленного оборудования, различных изделий. Одной из важных характеристик резьбы является применяемая единица измерения ее параметров. По этой характеристики они бывают метрическими и дюймовыми.
Различия между ними не ограничиваются единицами измерения, но затрагивают и конструктивные характеристики. Это приводит к несовместимости крепежных элементов и деталей с резьбой разных типов, даже если внешне они кажутся идентичными. Поэтому необходимо иметь представление о том, чем отличается метрическая резьба от дюймовой.
Распространение дюймовой резьбы
Несмотря на распространение метрической системы в большинстве стран мира, применение дюймовой резьбы остается очень широким. Она используется для соединения деталей трубопроводов и всего связанного оборудования, включая насосы, арматуру, сантехнику.
Одной из причин такого положения вещей является то, что промышленная революция берет свое начало из Англии, где дюйм и по сей день остается одной из основных единиц измерения длины. Сегодня неметрическая система, в которой используются дюймы, применяется в США, Великобритании, ряде других крупных промышленных стран.
Кроме того, распространение дюймовой резьбы связано и с удобством ее использования. Измерение десятых долей миллиметра может быть затруднительным и ухудшает точность. Дюймовая резьба измеряется с шагом в 1/4 дюйма. Это значительно упрощает обозначение и точность замеров резьбовых элементов, а также сокращает количество типоразмеров.
Основные отличия резьб
Любая резьба характеризуется следующими основными параметрами:
- Наружный диаметр — расстояние между вершинами двух диаметрально расположенных гребней.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка. - Внутренний диаметр — расстояние между впадинами двух диаметрально расположенных гребней.
- Шаг резьбы — расстояние между двумя соседними вершинами профильных гребней или количество витков на единицу длины нарезанной резьбы.
- Угол профиля — угол гребня в градусах.
- Глубина резьбы — расстояние между впадиной и вершиной профильного гребня.
 Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.
Равняется диаметру окружности цилиндра, по которому выполнялась нарезка.Разница резьбы метрической и дюймовой заключается в измерении этих основных параметров. Так, диаметры метрической резьбы указываются в миллиметрах, а дюймовой — дюймах (2,54 см). Дюймы указываются в целых и дробных долях, например, 1 1/4″. Существенные отличия есть и в принципах измерения шага. Для метрической резьбы он представляет собой расстояние между вершинами соседних профильных гребней, выраженное в миллиметрах. Шаг дюймовой резьбы — это количество витков (ниток) на один дюйм длины.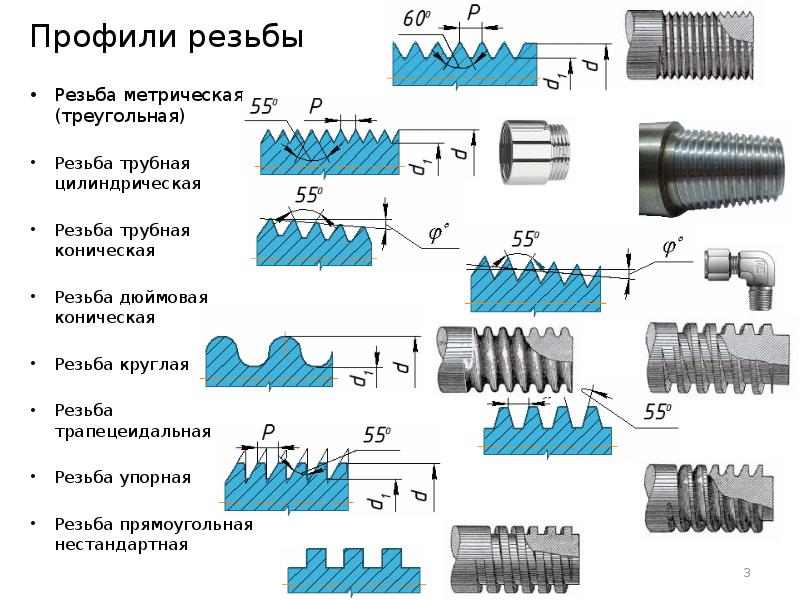
В отличие от метрической, у трубной резьбы по стандарту для каждого диаметра устанавливается свое значение шага. Это позволяет учитывать толщину стенок труб и их прочностные характеристики для образования наиболее надежного резьбового соединения, устойчивого к переменным нагрузкам и повышенному внутреннему давлению в трубопроводе.
Важным конструктивным отличием является профильный угол. Более того, по этому параметру можно отличить метрическую резьбу от дюймовой. В соответствии с нормами ГОСТ 6211-81 и 6357-81 гребни резьбы должны иметь профиль равностороннего треугольника. При этом угол наклона профильного гребня у метрической равняется 60°, а у трубной — 55°. Поэтому для специалиста доступно определение дюймовой резьбы визуально по данному параметру.
Эти отличия делают детали с разными видами резьб несовместимыми друг с другом. Они не подходят в связи с разными значениями диаметра и шага. Даже если эти параметры будут приблизительно совпадать, разный профильный угол не позволит создать рабочее резьбовое соединение.
Измерения
Несмотря на отличия метрической и дюймовой резьбы, их измерение выполняется одинаковыми инструментами:
- калибрами;
- резьбомерами;
- механическими измерителями — микрометрами, штангенциркулями.
Механические измерители могут применяться только для измерения внешнего диаметра. Поэтому такие инструменты используются только для предварительных измерений.
Удобным способом определить шаг дюймовой резьбы, является использование калибра. Этот же метод может применяться и для метрической нарезки. Калибром выступает штуцер или муфта, на которых нарезана соответственно внутренняя или наружная резьба, параметры которой точно соответствую стандарту. Деталь с измеряемой резьбой вкручивается в калибр или накручивается на него.
Если при этом не возникает затруднений, и образуется плотное соединение, значит, измеряемый шаг соответствует стандартному значению, указанному на калибре. Если же выполнить соединение не удалось, нужно взять калибр с другими параметрами и повторить попытку.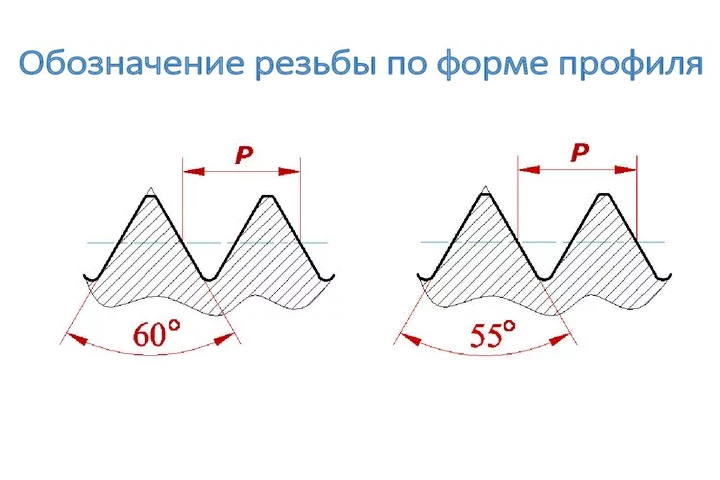 Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Для проведения таких измерений калибры используются с учетом различия метрической и дюймовой резьбы.
Резьбомер еще более упрощает процесс промеров. Он представляет собой комплект пластинок с гребенками, размеры которых соответствуют стандартным размерам резьб. Пластинку прикладывают к резьбе гребенкой. Ее профиль должен точно совпасть с профилем резьбы. Это позволяет говорить, что параметры последней соответствуют стандартным значениям, которые указаны на пластинке резьбомера.
Отличия дюймовой резьбы от метрической. Основные параметры.
Дата публикации: 02.08.2021Прочтение: 7 мин.
Просмотров: 5574
Резьбовые соединения широко используются в строительстве, при сборке машин и механизмов, в станкостроении и других областях деятельности.
Метрическая резьба имеет несколько отличий от дюймовой. Это следует учитывать при выборе крепежа. Выполнить правильное соединение из деталей с резьбой разного вида будет невозможно.
Основные отличия резьб
Разница между крепежом с витками разного типа определяется несколькими параметрами:
- Диаметр. Может быть внешним и внутренним. Представляет собой расстояние между двумя гребнями или углублениями, расположенными на стержне друг напротив друга. У дюймовой резьбы диаметр измеряется в дюймах, метрической — в миллиметрах;
- Шаг. Для метрической системы этот показатель определяется как расстояние между рядом стоящими гребнями или канавками. У дюймовой — это количество нитей на 1 дюйм болта;
- Профиль. В соответствии с ГОСТ 6357-81 и 6211-81 гребень выполнен в форме треугольника. Его верхний угол у метрической системы составляет 60 градусов, у дюймовой 55 или 60.
 В соответствии с ГОСТ 6357-81 и 6211-81 гребень выполнен в форме треугольника. Его верхний угол у метрической системы составляет 60 градусов, у дюймовой 55 или 60.
В соответствии с ГОСТ 6357-81 и 6211-81 гребень выполнен в форме треугольника. Его верхний угол у метрической системы составляет 60 градусов, у дюймовой 55 или 60.Эти отличительные особенности резьб делают невозможным соединение деталей с разными показателями.
ВАЖНО: Дюймовая резьба дополнительно делится на крепежную и трубную. Первую используют при сборке узлов и механизмов, а вторую при монтаже трубопроводов различного диаметра.
Конфигурация резьбы
В зависимости от формы изделия резьба может быть сделана в двух исполнениях:
- Коническая. Диаметр нарезки изменяется к краю заготовки. Такая конфигурация позволяет сделать плотное соединение устойчивое к нагрузкам механического типа. Часто таким образом выполняют нарезку на трубах разного диаметра;
- Цилиндрическая. Размер не меняется на протяжении всего стержня. Такой вид более распространен на крепежных элементах.

ВАЖНО: Согласно международным стандартам производители нарезают внутреннюю и наружную резьбу разных размеров. При этом применяют специальные таблицы.
Измерение резьбы
Для определения типа и измерения резьбы болта применяют специализированные инструменты. Это калибры, резьбомеры, штангенциркули и т.д. Не имея под рукой приспособлений, можно определить параметры опытным путем. Для этого потребуется наличие гайки с заведомо известными размерами.
Для измерения из двух деталей выполняют соединение. Если гайка накручивается без усилий по всей длине болта, значит, их параметры соответствуют. Если метиз накручивается с усилием, или соединение неплотное, значит у деталей разные размеры. Потребуется подбор другой гайки.
Шаг метрической и дюймовой резьб измеряется по разному. В первом случае это расстояние между соседними вершинами, во втором — количество нитей приходящихся на один дюйм детали.
Для работы используют соответствующие таблицы. С их помощью удается быстро определить соответствие размеров резьб.
Нарезку выполняют двумя способами — механизированным и вручную. В первом случае работы проводят на токарном станке. Вручную нарезку выполняют специальными приспособлениями. Механизированный способ предполагает получение изделий с более высоким классом точности.
Метрический и дюймовый крепеж – это крепеж, который распространен на территории Великобритании и Америки, а так же стран содружественных с ними. Дюймовый крепеж имеет отличительный внешний вид (от метрического) за счет шага резьбы (UNC и UNF), мерой длины является – дюйм, а угол при вершине 55° или 60°. Метрический крепеж имеет более широкую сферу производства, измеряется в миллиметрах и имеет угол при вершине только 60°.
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и aдюймовая резьба применяется в резьбовых соединениях и винтовых передачах.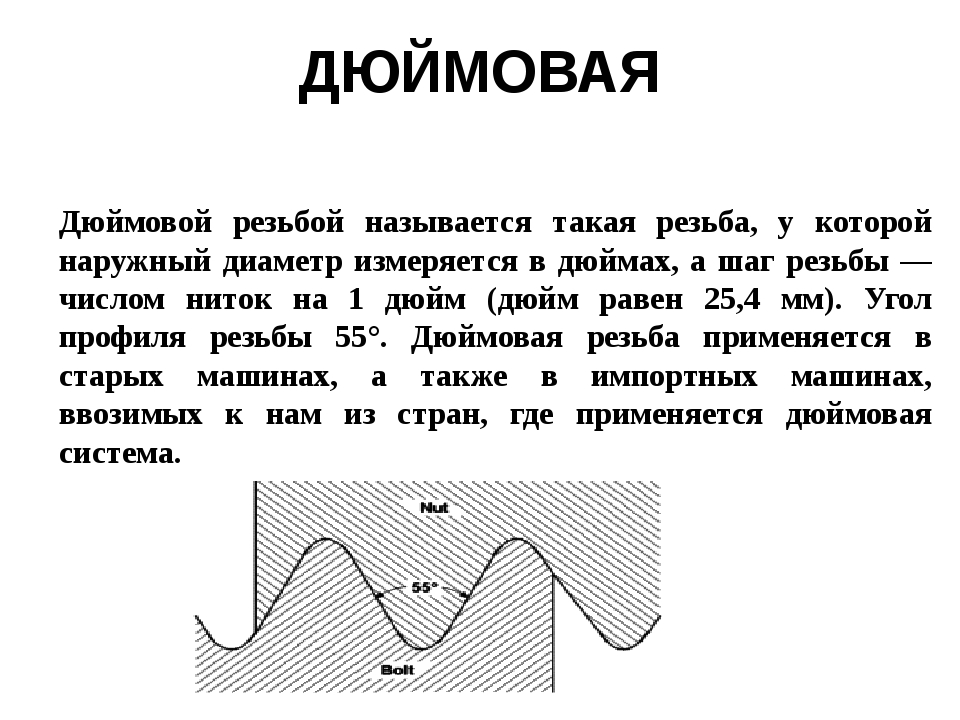 Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
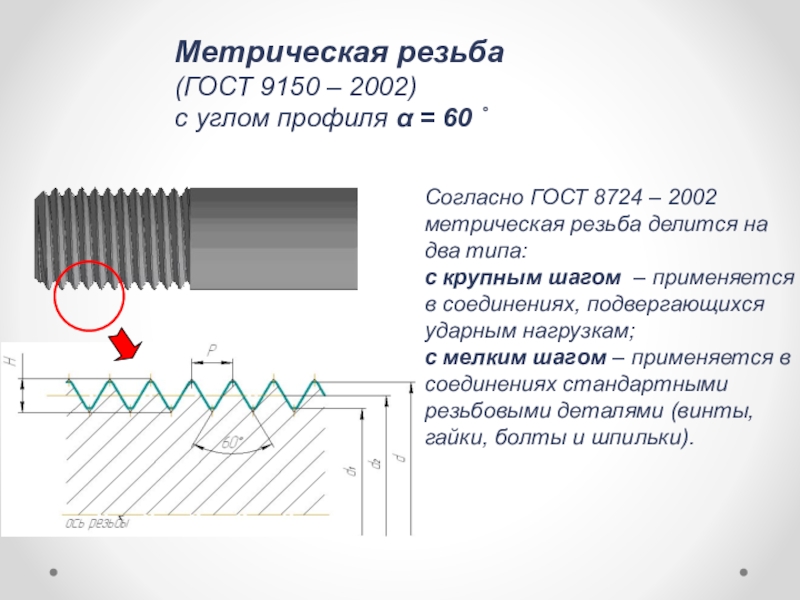
Метрическая резьба (рис. 1)
Имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах. Метрическую резьбу выполняют с крупным и мелким шагом. За основную принята резьба с крупным шагом. Мелкую резьбу применяют для регулировки, для свинчивания тонкостенных, а также динамически нагруженных деталей. Метрическую резьбу с крупным шагом обозначают буквой М и числом, выражающим номинальный диаметр в миллиметрах, например М20. Для мелкой метрической резьбы дополнительно указывают шаг, например М20х1,5.
Дюймовая резьба (рис. 2)
Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
Дюймовая нарезка делится на крепежные и трубные типы, бывает цилиндрическая, конусная и характеризуется такими показателями:
- наружным диаметром;
- внутренним диаметром;
- шагом;
- областью расположения;
- профилем поверхности;
- направлением сечения;
- высотой профиля;
- количеством заходов.
- и другим.
Точность и поле допуска метрической резьбы
| Класс точности | Поле допуска для резьбы | ||||||
|---|---|---|---|---|---|---|---|
| наружной: болт, винт, шпилька | внутренней: гайка | ||||||
| Точный | 4g | 4h | 4H | 5H | |||
| Средний | 6d | 6e | 6f | 6g | 6h | 6G | 6H |
| Грубый | 8g | 8h | 7G | 7H | |||
Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
| Размер в дюймах | Размер в мм | Шаг ниток / дюйм |
|---|---|---|
| UNC № 1 |
1. 854 854
|
64 |
| UNC № 2 | 2.184 | 56 |
| UNC № 3 | 2.515 | 48 |
| UNC № 4 | 2.845 | 40 |
| UNC № 5 | 3.175 | 40 |
| UNC № 6 | 3.505 | 32 |
| UNC № 8 | 4.166 | 32 |
| UNC № 10 | 4.826 | 24 |
| UNC № 12 | 5.486 | 24 |
| UNC 1/4 |
6. 35 35
|
20 |
| UNC 5/16 | 7.938 | 18 |
| UNC 3/8 | 9.525 | 16 |
| UNC 7/16 | 11.11 | 14 |
| UNC 1/2 | 12.7 | 13 |
| UNC 9/16 | 14.29 | 12 |
| UNC 5/8 | 15.88 | 11 |
| UNC 3/4 | 19.05 | 10 |
| UNC 7/8 | 22.23 | 9 |
| UNC 1″ |
25. 4 4
|
8 |
| UNC 1 1/8 | 28.58 | 7 |
| UNC 1 1/4 | 31.75 | 7 |
| UNC 1 1/2 | 34.93 | 6 |
| UNC 1 3/8 | 38.1 | 6 |
| UNC 1 3/4 | 44.45 | 5 |
| UNC 2″ | 50.8 | 4 1/2 |
Резьба может быть внутренней и наружной
- На болтах, шпильках, винтах, штифтах и на разных других цилиндрических деталях нарезают наружную резьбу;
- В фасонных частях, гайках, во фланцах, в пробках, деталях машин и металлических конструкциях нарезают внутреннюю резьбу.

Основные элементы резьб:
- шаг резьбы — расстояние между вершинами или основаниями двух соседних витков;
- глубина резьбы — расстояние от вершины резьбы до ее основания;
- угол профиля резьбы — угол, заключенный между боковыми сторонами профиля в плоскости оси;
- наружный диаметр — наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
- внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Метрическая резьба и дюймовая — основные отличия
В данной статье будут рассмотрены такие понятия, связанные с резьбовым соединением, как метрическая и дюймовая резьба. Чтобы понять тонкости, связанные с резьбовым соединением, необходимо рассмотреть следующие понятия:
- Коническая и цилиндрическая резьба;
- Шаг резьбы;
- Номинальный диаметр резьбы;
- Метрическая резьба и дюймовая — на примерах.

Сам стержень с нанесенной на него конической резьбой представляет собой конус. Причем, согласно международным правилам, конусность должна составлять 1 к 16, то есть для каждых 16 единиц измерения (миллиметров или дюймов) с увеличением расстояния от начальной точки, диаметр увеличивается на 1 соответствующую единицу измерения. Получается, что ось, вокруг которой нанесена резьба и условная прямая, проведенная от начала резьбы до ее окончания по кратчайшему пути — не параллельны, а находятся друг ко другу под определенным углом. Если объяснять еще проще, то если бы у нас длина резьбового соединения составляла 16 сантиметров, а диаметр стержня в его начальной точке составлял бы 4 сантиметра, то в точке, где резьба заканчивается, диаметр ее составил бы уже 5 сантиметров.
Стержень с цилиндрической резьбой представляет из себя цилиндр, соответственно, конусность
отсутствует.
Шаг резьбы может быть крупным (или основным) и мелким. Под шагом резьбы понимается расстояние между витками резьбы от вершины витка до вершины следующего витка. Измерить его можно даже с помощью штангенциркуля (хотя есть и специальные измерители). Делается это следующим образом – измеряется расстояние между несколькими вершинами витков, а затем полученное число делится на их количество. Проверить точность измерения можно по таблице для соответствующего шага.
| Шаг для метрической резьбы, мм | |
|---|---|
| Обозначение | Шаг резьбы |
| М5 | 0,8 мм |
| М6 | 1,0 мм |
| Резьба трубная цилиндрическая по ГОСТУ 6357-52 | |||||
|---|---|---|---|---|---|
| Обозначение | Число ниток N на 1″ | Шаг резьбы S, мм | Наружный диаметр резьбы, мм | Средний диаметр резьбы, мм | Внутренний диаметр резьбы, мм |
| G1/8″ | 28 | 0,907 | 9,729 | 9,148 | 8,567 |
| G1/4″ | 19 | 1,337 | 13,158 | 12,302 | 11,446 |
| G3/8″ | 19 | 1,337 | 16,663 | 15,807 | 14,951 |
| G1/2″ | 14 | 1,814 | 20,956 | 19,754 | 18,632 |
| G3/4″ | 14 | 1,814 | 26,442 | 25,281 | 24,119 |
| G7/8″ | 14 | 1,814 | 30,202 | 29,040 | 27,878 |
| G1″ | 11 | 2,309 | 33,250 | 31,771 | 30,292 |
В маркировке обычно присутствует номинальный диаметр, за который в
большинстве случаев принимается наружный диаметр резьбы. Если резьба метрическая, то для измерения можно
использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно
посмотреть по специальным таблицам.
Если резьба метрическая, то для измерения можно
использовать обычный штангенциркуль со шкалами в миллиметрах. Также диаметр, как и шаг резьбы, можно
посмотреть по специальным таблицам.
Метрическая резьба – имеет
обозначение основных параметров в миллиметрах. Для примера рассмотрим угловой фитинг с внешней цилиндрической
резьбой EPL 6-GМ5. В данном случае EPL говорит о том, что фитинг угловой, 6-ка это 6 мм — внешний
диаметр подключаемой к фитингу трубки. Литер “G” в его маркировке сообщает о том, что резьба цилиндрическая.
«М» указывает на то, что резьба метрическая, а цифра «5» указывает на номинальный диаметр резьбы, равный 5-ти
миллиметрам. Фитинги (из тех, что имеются у нас в продаже) с литерой “G” также снабжены резиновым
уплотнительным кольцом, а потому не требуют фум-ленты.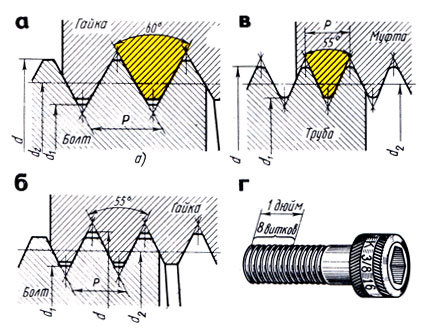 Шаг резьбы в данном случае равен – 0,8 миллиметров.
Шаг резьбы в данном случае равен – 0,8 миллиметров.
Основные параметры дюймовой резьбы, соответственно названию – указываются в дюймах. Это может быть резьба на 1/8, 1/4, 3/8 и 1/2 дюйма и т.д. Для примера возьмем фитинг EPKB 8-02. EPKB – это разновидность фитинга (в данном случае разветвитель). Резьба коническая, хотя к этому и нет отсылки с помощью литеры “R”, что было бы грамотнее. 8-ка – говорит о том, что внешний диаметр подключаемой трубки – 8 миллиметров. А 02 — о том, что присоединительная резьба на фитинге 1/4 дюйма. Согласно таблице, шаг резьбы составляет 1,337 мм. Номинальный диаметр резьбы составляет 13,157 мм.
| Таблица перевода маркировки резьбы фитинга в дюймы | |
|---|---|
| Маркировка резьбы фитинга | Резьба в дюймах |
| 01 | 1/8″ |
| 02 | 1/4″ |
| 03 | 3/8″ |
| 04 | 1/2″ |
Профили конической и цилиндрической резьб совпадают, что позволяет свинчивать между собой фитинги с
конические резьбой и цилиндрической.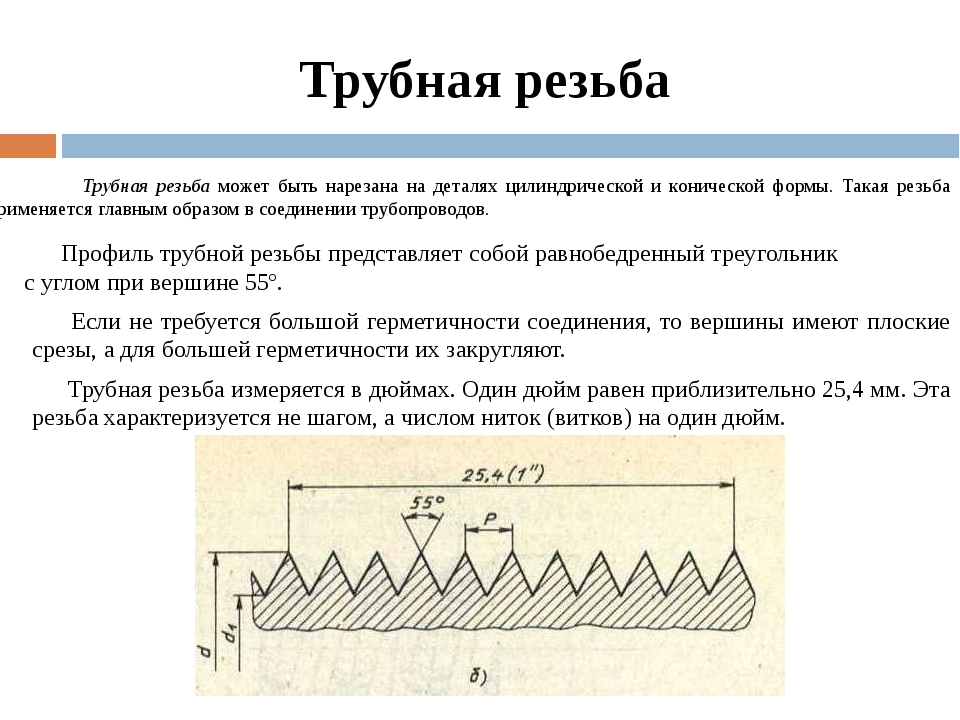
Метрические и трубные резьбы — разница и применение
В нашем метрическом мире порой бывает трудно ориентироваться в других системах измерения. Мы порой удивляемся тому, как американцы или англичане могут пользоваться устаревшими мерами длины, массы, площади и т.п. А они, в свою очередь, не понимают нас — живущих по законам единой Системы Измерений. Однако, как и в любом правиле, существуют определенные исключения, которые понятны всем – и жителям Америки, и Туманного Альбиона, и Европы, и России. Данная статья посвящена обзору трубных и метрических резьб, с разнообразием которых приходится довольно часто сталкиваться в повседневной жизни.
Метрические резьбы и их применение
Резьбовые соединения очень распространены в строительстве, технике, машиностроении, аэрокосмической промышленности и в повседневной жизни. Что такое винт и гайка знают даже дети в детском саду, так как занятия с конструктором не могут обойтись без этих деталей.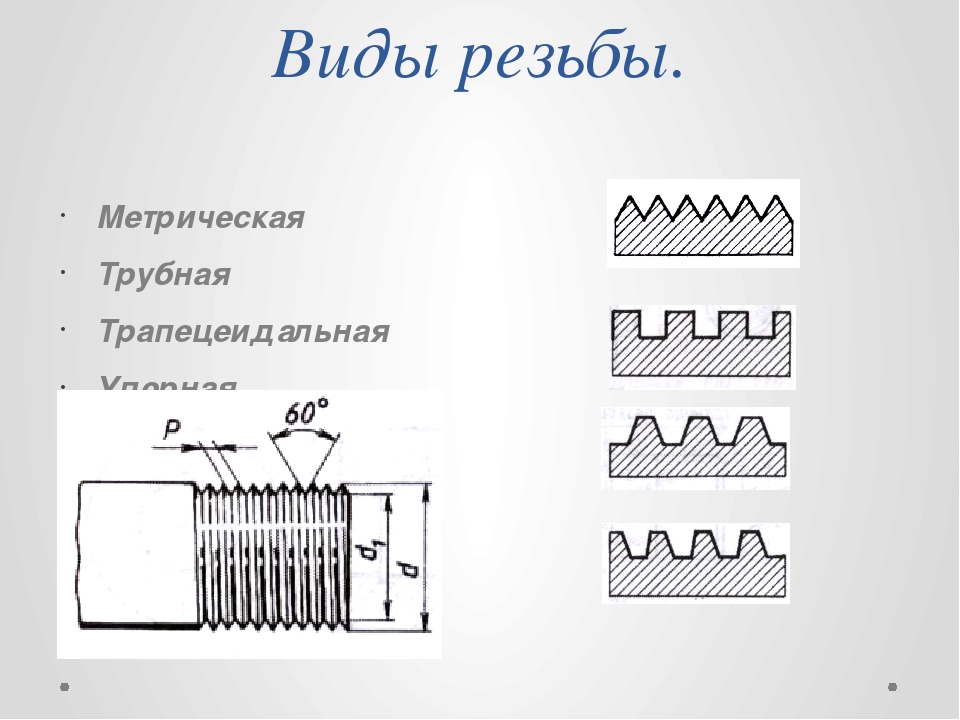 Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Несмотря на то, что первый винт был придуман еще Архимедом, а наши древние предки широко использовали винтовые передачи в прессах для отжима масла из оливковых косточек и семян подсолнуха, а так же для подъема воды для орошения полей, идея создать настоящее винтовое соединение нашла свою реализацию только в 15 веке, когда один из швейцарских часовщиков впервые сумел при помощи простейших приспособлений выточить первый винт и гайку.
Вместе с тем, к разумной мысли о том, что резьба должна быть одинаковой во всех странах мира человечество пришло не скоро. Так, широко распространенная и привычная всем, кто хоть немного сталкивался с техникой, метрическая резьба появилась и была описана в стандартах лишь после введения единой Системы Измерений, основанной на эталонах метра, килограмма и секунды. Так что появление и широкое распространение метрической резьбы датируется концом 19 века. До того времени в мире господствовали дюймовые резьбы.
Главное отличие метрической резьбы от дюймовой состоит в том, что все её параметры привязаны к миллиметру, а за основу профиля самой резьбы взят равносторонний треугольник, так как все его угловые размеры одинаковы и равны 60 градусам.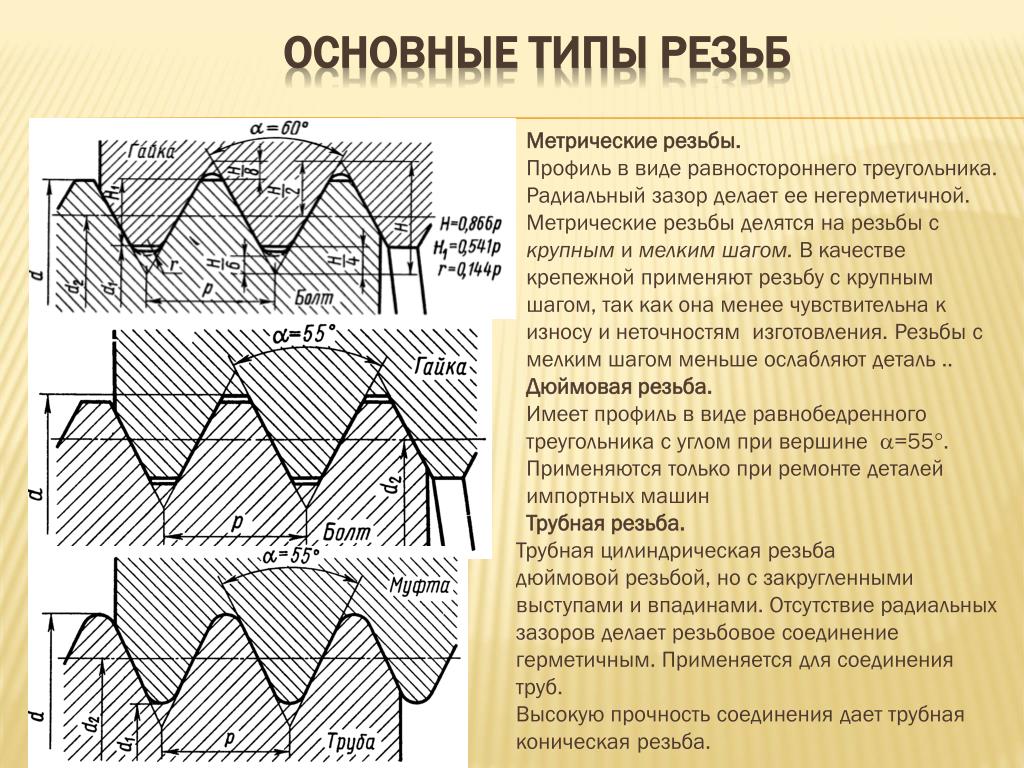 В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно. Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартизации метрических резьбовых соединений важно, чтобы у гайки и болта совпадали не только угловые размеры резьбы, но и ее диаметр и шаг. Многие, особенно те, у кого имеются автомобили, сталкивались с непонятным явлением, когда винт и гайка имеют одинаковый диаметр, но винт вкрутить в гайку невозможно. Это говорит о том, что в данном месте используется резьба с меньшим шагом и для того чтобы винт вкрутился без проблем, его шаг резьбы должен быть тоже уменьшенным.
В стандартах, описывающих метрические резьбы, указано, что они должны обозначаться буквой M, а далее указывается диаметр резьбы и её шаг. Диапазон диаметров метрической резьбы лежит в пределах от одного до шестисот миллиметров. Разброс шага резьбы составляет от 0,075 до 3,5 мм. Резьбы с малым шагом применяют для измерительного инструмента, резьбы со средним шагом для нагруженных и работающих в условиях вибрации деталей и узлов, а резьбы с большим шагом применяют для крепления тяжелых несущих конструкций.
При создании стандартов метрических резьб были учтены различные допуски, которые задают степень округлости наружной кромки резьбы и отклонения от профиля, чтобы винт и гайка могли быть свободно закручены до момента упора при помощи руки.
Хоть метрические резьбы и не нашли широкого применения в уплотняемых соединениях, однако такая возможность заложена в стандарты. Так, резьба с обозначением MK применяется для самоуплотняемых соединений за счет конусности наружной и внутренней резьбы. Причем, для герметичного соединения необязательно чтобы винт и гайка были с конусной резьбой. Достаточно того, чтобы эта резьба была нарезана на винте.
Цилиндрическая метрическая резьба встречается достаточно редко. Её обозначение MJ. Главное отличие в винте, который имеет увеличенный радиус впадины на резьбе, что придает резьбовому соединению на основе цилиндрической метрической резьбы более высокие жаростойкие и усталостные качества. Такую резьбу применяют в аэрокосмической промышленности. Впрочем, в гайку с такой резьбой можно закрутить обычный метрический винт.
Несмотря на поголовное преобладание правой резьбы во всех устройствах и механизмах, все же бывает необходимо для реализации определенных функций применять левую резьбу. Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Метрическая левая резьба не отличается ничем от правой резьбы, кроме направления вращения, которое противоположно правым винтам. Если обычный винт закручивается по часовой стрелке, то левый в эту же сторону откручивается.
Также иногда можно встретиться с многозаходной метрической резьбой. Она отличается тем, что на болте и гайке одновременно нарезают не одну спираль, а две или даже три. Многозаходную резьбу часто применяют в высокоточном оборудовании, например, в фототехнике, чтобы однозначно позиционировать положение деталей при взаимном вращении. Такую резьбу можно отличить от обычной по двум или трем началам витков на торце.
Несмотря на очень широкое применение метрической резьбы, во многих развитых странах мира традиционно в большем ходу остаются так называемые дюймовые резьбы. А трубная резьба повсеместно измеряется в дюймах. И, несмотря на сильные отличия таких видов резьбы, сантехникам во всем мире на нужно объяснять отличия полудюймовой трубы от трехчетвертной.
Дюймовые резьбы и их применение
Отличия дюймовых резьб от метрических в том, что угол при вершине резьбы у них составляет 55 градусов, шаг резьбы вычисляется как соотношение числа витков резьбы на дюйм длины резьбы.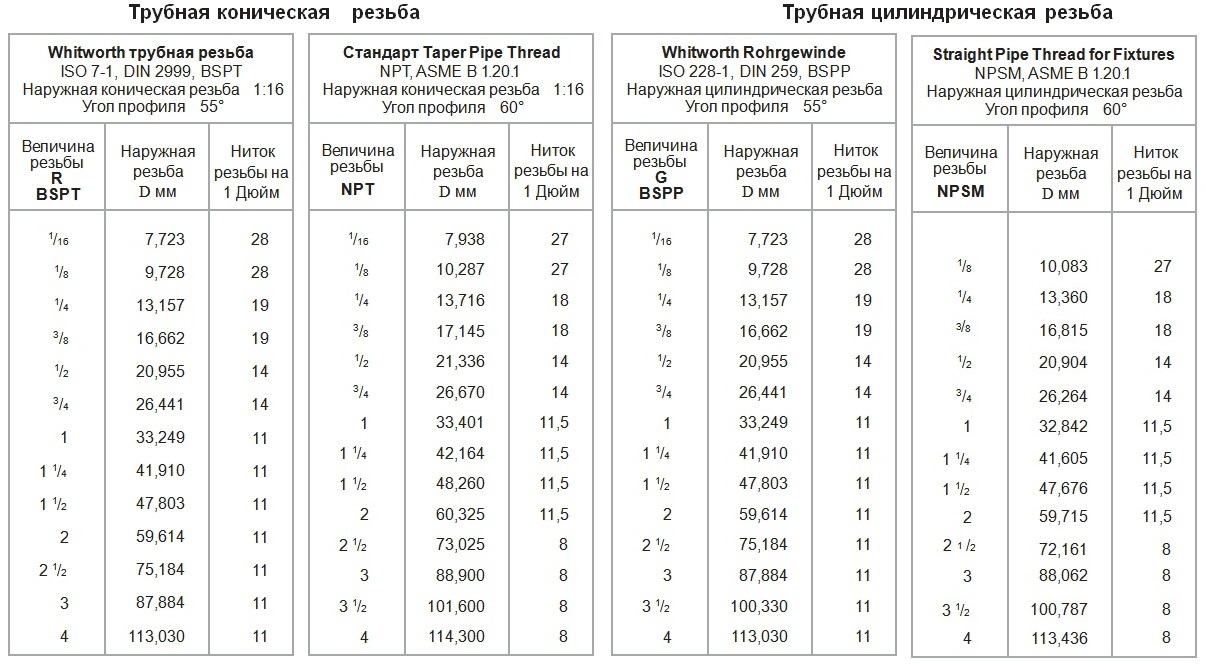 Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Под дюймом понимают расстояние, равное 2,54 см. Что первоначально соответствовало длине первой фаланги большого пальца руки человека, которое практически у всех людей одинаково.
Так как угол при вершине иной, чем в метрических резьбах, то совместить метрические и дюймовые резьбы не представляется возможным. В странах с метрической системой применение находят только трубные дюймовые резьбы, которые обозначают буквой G. За буквой следует дробный или целый номинал, который обозначает не величину резьбы, а условный просвет трубы в дюймах или долях дюйма. Особенностью трубной резьбы является как раз тот факт, что она учитывает толщину стенок трубы, которые могут быть толще или тоньше в зависимости от материала изготовления и рабочего давления, на которое рассчитаны трубы. Поэтому дюймовый стандарт трубных резьб понятен и принят во всем мире как исключение из метрических правил.
Кроме простой цилиндрической трубной резьбы существует и коническая трубная резьба. Она имеет такие же характеристики, что и обычная трубная, за исключением конусности, которая позволяет создавать более герметичные соединения. Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба помечается дополнительно буквами LH, за которыми идет числовой номинал в целых и дробных долях дюйма.
Обозначается буквой R для наружной резьбы и Rc для внутренней. Левая резьба помечается дополнительно буквами LH, за которыми идет числовой номинал в целых и дробных долях дюйма.
Для применения в прочих соединениях, кроме сантехники, в США и Канаде применяют дюймовые резьбы с углом при вершине 60 градусов. Существует довольно широкий соратмент этих резьб, которые различаются диапазоном шага резьбы и прочими характеристиками. Стоит отметить, что некоторые резьбы из дюймового ряда совпадают с метрическими, что в некоторых случаях может быть на руку. Например, в фототехнике диаметр присоединительной резьбы, посредством которой фотокамера крепится к штативу, одинакова во всем мире вне зависимости от страны-производителя, так как характеристики этой резьбы одинаковы и для метрической, и для дюймовой резьбы.
Однако не стоит путать английскую дюймовую индустриальную резьбу, которая была одобрена еще в 1841 году, а разработкой её занимался сам Джозеф Витуорт. Эта резьба практически повторяет трубную, так как имеет величину угла у вершины 55 градусов. Винты и гайки с такой резьбой не сопрягаются с дюймовым крепежом из Америки и Канады.
Винты и гайки с такой резьбой не сопрягаются с дюймовым крепежом из Америки и Канады.
Стандарты резьб и виды. Дюймовая и метрическая резьба
Используются 2 системы — метрическая и дюймовая. Следовательно, имеются и 2 группы стандартов: метрический и дюймовый. Но, в отличие от многих других стандартов, можно увидеть применение дюймовой резьбы в государствах с метрической системой, и наоборот. Например, для трубной резьбы в России используются британские дюймовые стандарты. Если вернуться к кольцевым пилам, то там можно найти пример использования дюймовой резьбы стандарта UNF в системе крепления кольцевых пил, выпускаемых европейскими фирмами. В отечественной автомобильной промышленности до самого последнего времени кое-где применялась дюймовая резьба по той причине, что работа того или иного завода начиналась с выпуска конструкций, изобретенных в государствах с дюймовой системой измерений, и т.п. По этой причине и европейские, и американские бренды предлагают резьбонарезной инструмент как метрической, так и дюймовой резьбы.
Стандарты определяют несколько значений шага резьбы при одинаковом значении его диаметра. Различают крупный и мелкий шаг. С крупным шагом необходимо применять тогда, когда внутренняя резьба нарезается в материале с невысокой прочностью (например, в легком сплаве). Резьба с мелким, шагом позволяет применять высокие нагрузки, но и предъявляет большие требования к прочности материала резьбовых деталей. В метрическом стандарте ISO крупный шаг определен в качестве «нормального». Мелкий шаг в странах с метрической системой измерений, хоть и задан во многих стандартах, применяется исключительно редко. В государствах с дюймовой системой обширно используется как резьба, как с мелким, так и с крупным шагом.
Ниже приведены наиболее используемые стандарты. Для них будут указаны размерные ряды для внешних диаметров до 25 мм.
Метрическая резьба
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «х», обозначение шага резьбы (например, М12 х 1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Размерный ряд метрической резьбы с нормальным шагом:
1 х 0,25; 1,2 х 0,25; 1,4 х 0,3; 1,7 х 0,35; 2 х 0,4; 2,3 х 04; 2,6 х 0,45; 3 х 0,5; 3,5 х 0,6; 4 х 0,7; 4,5 х 0,75; 5 х 0,8; 5,5 х 0,9; 6 х 1; 7 х 1; 8 х 1,25; 9 х 1,25; 10 х 1,5; 11 х 1,5; 12 х 1,75; 14 х 2; 16 х 2; 18 х 2,5; 20 х 2,5; 22 х 2,5; 24 х 3.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12 х 1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата. Приведенный ниже размерный ряд взят из нескольких стандартов и отражает номенклатуру резьбонарезного инструмента для нестандартной резьбы, предлагаемого на европейском рынке.
Размерный ряд метрической резьбы с мелким шагом:
3 х 0,35; 4 х 0,35; 4 х 0,5, 5 х 0,5; 6; 7 х 0,75; 8 х 0,5; 8 х 0,75; 8 х 1; 9х 1; 10 х 0 5; 10 х 0,75; 10 х 1; 10 х 1,25; 11 х 1; 12 х 0,75; 12 х 1; 12 х 1,25; 12 х 1,5; 13 х 1; 13 х 1,5; 14 х 0,75; 14 х 1; 14 х 1,25; 14 х 1,5; 15 х 1; 15 х 1,5; 16 х 1; 16 х 1,5; 18 х 1; 18 х 1,5; 18 х 2; 20 х 1; 20 х 1,5; 20 х 2; 22 х 1; 22 х 1,5; 22 х 2; 24 х 1; 24 х 1,5; 24 х 2; 25 х 1,5.
Инструмент для нарезания резьбы с мелким шагом предлагается только немногими фирмами, специализирующимися на производстве резьбонарезного инструмента.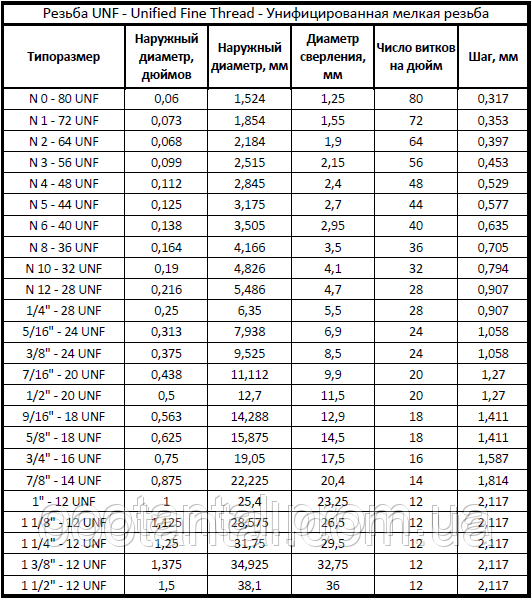 В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
В нашем магазине вы найдете набор для нарезания резьбы для метрической системы и дюймовой резьбы стандарта NPT.
Дюймовая резьба
Ее параметры и требования к ней определены стандартами» UNF (Unified Fine — резьба с мелким шагом) и UNC (Unified Coarse — резьба с крупным шагом), совместно принятыми США, Великобританией и Канадой в 1948 году. Соответствующая этим стандартам резьба, как и метрическая, имеет треугольный плоско срезанный профиль с углом 60. Обозначение резьбы начинается с диаметра резьбы в дробных долях дюйма (1 дюйм («) = 25,4 мм), затем через тире указывается шаг резьбы в числе витков на один дюйм и после него через пробел наименование стандарта. Пример обозначения дюймовой резьбы: 5/8″-18 UNF (внешний диаметр 5/8» = 15,875 мм, 18 витков на дюйм = шаг 1,41 мм, стандарт UNF).
Также применяются несколько разновидностей дюймовой резьбы со скругленными углами профиля. Резьба Витворта (или Уитворта, вопрос транскрипции), сравнительно старый, но все равно применяемый стандарт британского происхождения (обозначается как «Ww» или «B. S.W.» для нормальной резьбы и B.S.F. для мелкой резьбы). Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше. Такие стандарты чаще используются в США.
S.W.» для нормальной резьбы и B.S.F. для мелкой резьбы). Также имеются еще пара стандартов на резьбу со скругленными углами профиля для деталей, способные переносить высокие нагрузки (стандарт UNJ для авиации и общемашиностроительные UNRF и UNRC для мелкой и крупной резьбы, соответственно). Скругленный профиль не создает концентраторов напряжений и прочность крепежных деталей выше. Такие стандарты чаще используются в США.
Буква «U» в наименованиях стандартов на дюймовую резьбу очень часто опускается, и тогда международные стандарты обозначаются сочетаниями: NF, NC, NJ, NRC, NRF. Также можно встретить трубную резьбу по стандарту NPT.
Если не брать в расчет шаг резьбы, то размерные ряды дюймовой резьбы более компактны, в диапазоне 1/4″ — 1″ (6 — 25 мм) 10 размеров резьб против 12 размеров в этом же диапазоне метрических резьб. Нo поскольку в странах с дюймовой системой измерений достаточно часто используются обе разновидности резьб, мелкая и крупная, номенклатура реально применяемой дюймовой резьбы шире, чем метрической.
Размерный ряд стандартов Ww (B.S.W) и UNC: 1/8″-40, 5/32″-32, 3/16″-24, 7/32″-24, 1/4″-20, 5/1б»-18, 3/8″-16, 7/16″-14, 1/2″-13, 9/16″-12, 5/8″-11, 3/4″- 10, 7/8″-9, 1″-8.
Размерный ряд стандартов B.S.F и UNF: 1/4″-28, 5/1б»-24, 3/8″-24, 7/16″-20, 1/2″-20, 9/16″-18, 5/8″-18, 3/4″-16, 7/8″-14, 1″-12.
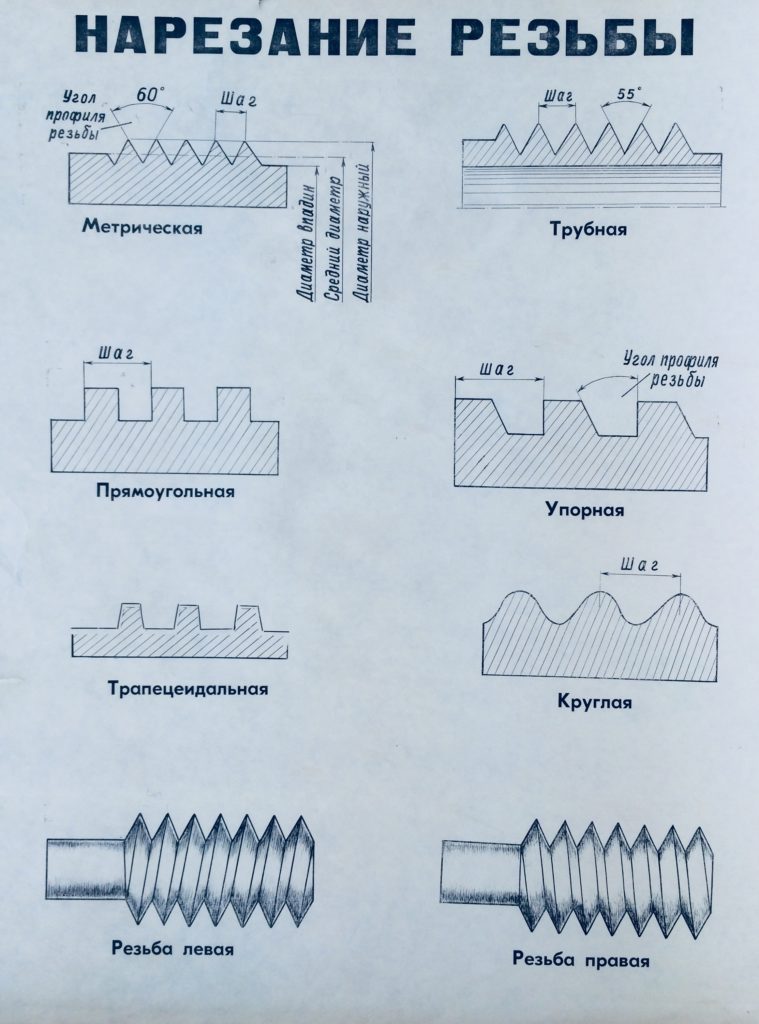
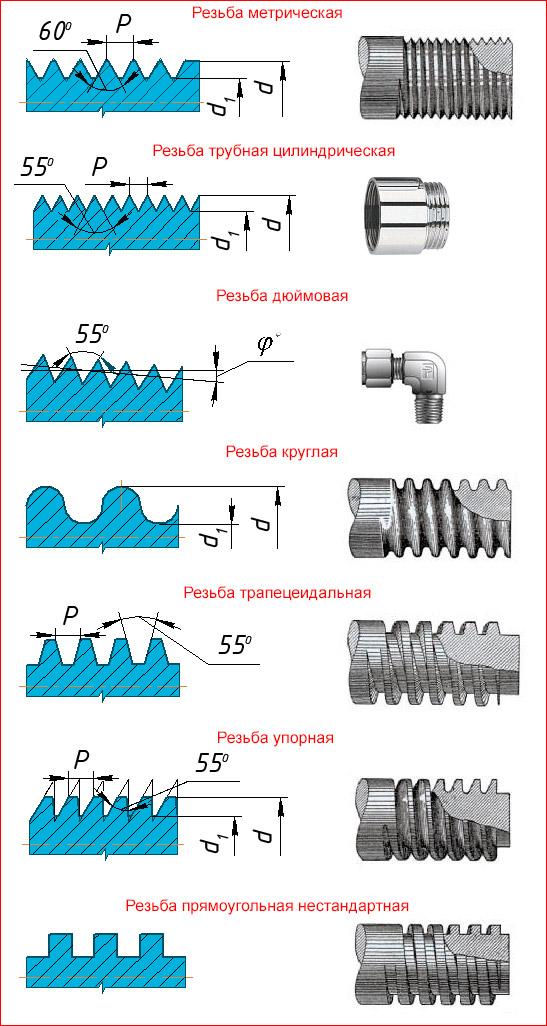
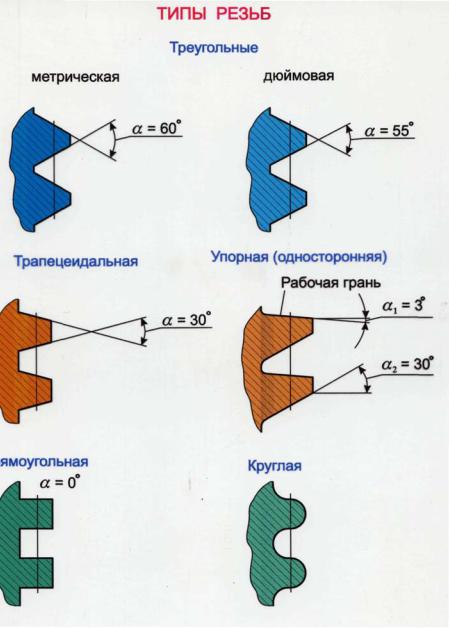
Какие бывают резьбы
В технике резьбой называются выступы и впадины расположенные поочерёдно на поверхности тела вращения по винтовой линии. На все применяемые резьбы общего назначения, равно как и их определения, разработаны стандарты.
В такой отрасли промышленности, как машиностроение, чаще всего используется метрическая резьба, имеющая довольно крупный шаг. Она отличается прочностью соединений, реализуемых с ее помощью, износостойкостью и малой чувствительностью к ошибкам изготовления. В большинстве случаев на крепежных резьбовых деталях нарезается однозаходная правая резьба, а резьба левая используется редко.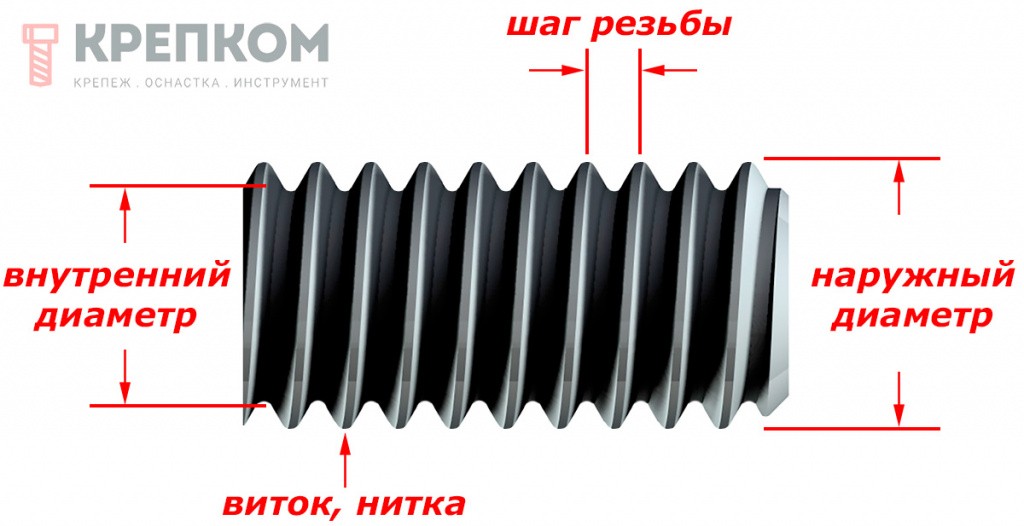
Метрическая резьба
Этот тип крепежной резьбы в нашей стране является основным. Её профиль является треугольным, угол которого составляет 60°. Согласно действующим в России стандартам размеры всех ее элементов указываются в миллиметрах.
Если предполагается, что соединение будет подвергаться серьезным ударным нагрузкам, выбирается крупный шаг резьбы. В тех случаях, когда стенки деталей имеют небольшую толщину или же требуется обеспечить высокую герметичность соединения, то используется резьба с шагом меньшего значения. Помимо этого она используется в установочных и регулировочных гайках и винтах. Меткая резьба обеспечивает точную регулировку и практически повсеместно используется в различных измерительных инструментах (например, а микрометрах). Новые машины и механизмы разрабатываются с применением только метрической резьбы.
Дюймовая резьба
Тот тип резьбы характеризуется треугольным профилем, однако он, в отличие от резьбы метрической, имеет угол не 60°, а 55°. Кроме того, для задания номинальных размеров используется такая единица измерения, как дюйм, который равен
Кроме того, для задания номинальных размеров используется такая единица измерения, как дюйм, который равен 25,4 миллиметрам, а шаг указывается количеством витков, которое приходится на 1 дюйм длины.
В России детали дюймовой резьбой применяются только для ремонта машин и оборудования иностранного производства. Использование в новых отечественных конструкциях дюймовой крепежной резьбы не допускается действующими стандартами.
Трубная цилиндрическая резьба
Индивидуальной особенностью этой разновидности резьбы является то, что ее профиль, так же, как и профиль метрической резьбы, представляет собой равнобедренный треугольник, однако угол при вершине составляет не 60°, а 55°.
Трубная резьба используется для того, чтобы соединять между собой трубы, а также различные детали с тонкими стенками, имеющие цилиндрическую форму.
Трубная коническая резьба
Профиль этого типа резьбы такой же, как и у резьбы дюймовой.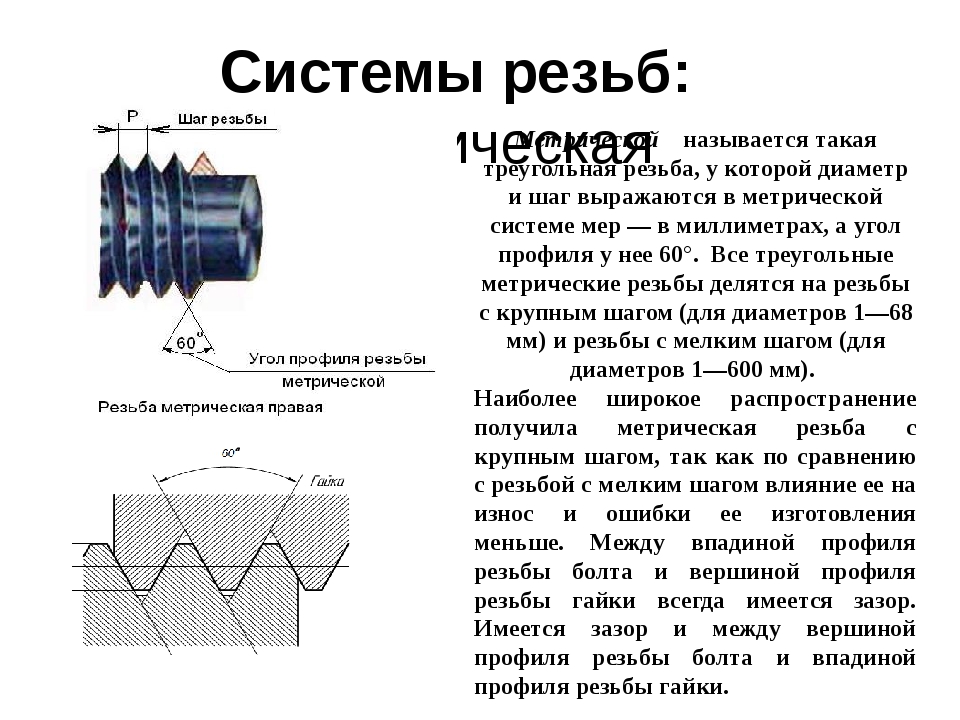 Для диаметров от
Для диаметров от 6 дюймов до 16 дюймов она стандартизована. Основная сфера ее применения – создание резьбовых соединений воздушных, водяных, масляных и топливных трубопроводов станочного и другого оборудования.
Трапецеидальная резьба
Эта резьба характеризуется профилем в виде равнобокой трапеции, с геометрическим углом между её боковыми гранями равным 30°. Основным назначением трапецеидальной резьбы является преобразование движения вращения в поступательное движение тогда, когда соединение испытывает значительные нагрузки. Она может быть как правой, так и левой, однозаходной и многозаходной.
Упорная резьба
Эта резьба отличается тем, что ее профиль представляет собой неправильную трапецию. Её боковые стороны имеют наклоны по отношению к оси резьбы, которые составляют 3° и 30°.
Существует также и упорная усиленная стандартизованная резьба, которая имеет угол наклона одной из сторон равный 45°. Она используется для диаметров от
Она используется для диаметров от 80 до 2000 миллиметров.
Прямоугольная резьба
Этот тип резьбы имеет ограниченное применение и не стандартизован. Из всех типов она имеет наибольший коэффициент полезного действия, однако ее изготовление представляет определенную сложность из-за геометрической формы профиля. Кроме того, по показателям её прочности она ниже, чем у резьбы других типов.
Круглая резьба
Профиль резьбы этого типа представляет собой дуги, соединенные между собой прямыми линиями. Она стандартизована, а угол между сторонами ее профиля составляет 30°. Сфера применения этой резьбы ограничивается трубопроводной арматурой, креплением крюков подъемных кранов. Иногда она используется для соединения деталей, которым предстоит функционировать в условиях воздействия весьма агрессивной внешней среды.
Дюймовая резьба: размеры, таблица, ГОСТ
Дюймовая резьба используется преимущественно для создания соединений труб: ее наносят как на сами трубы, так и на металлические и пластиковые фитинги, необходимые для монтажа трубных магистралей различного назначения. Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Основные параметры и характеристики резьбовых элементов таких соединений регламентирует соответствующий ГОСТ, приводя таблицы размеров дюймовой резьбы, на которые и ориентируются специалисты.
Сантехнические изделия с трубной дюймовой резьбой
Основные параметры
Нормативным документом, в котором оговариваются требования к размерам цилиндрической дюймовой резьбы, является ГОСТ 6111-52. Как и любая другая, дюймовая резьба характеризуется двумя основными параметрами: шагом и диаметром. Под последним обычно подразумевают:
- наружный диаметр, измеряемый между верхними точками резьбовых гребней, находящихся на противоположных сторонах трубы;
- внутренний диаметр как величину, характеризующую расстояние от одной самой нижней точки впадины между резьбовыми гребнями до другой, также находящихся на противоположных сторонах трубы.
Параметры дюймовой резьбы
Зная наружный и внутренний диаметры дюймовой резьбы, можно легко посчитать высоту ее профиля.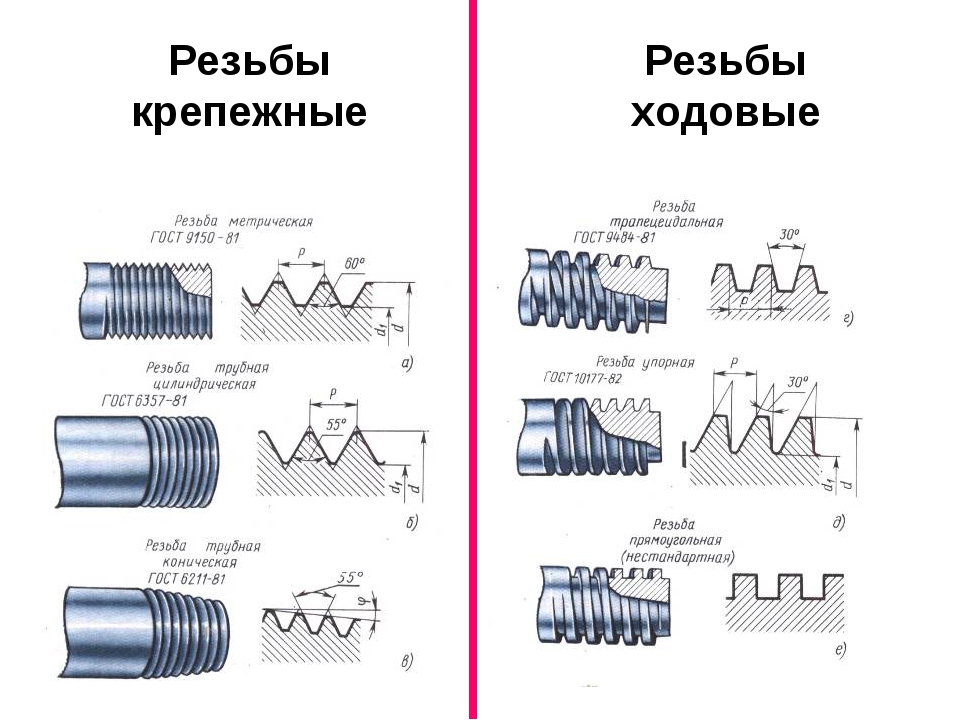 Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Для вычисления данного размера достаточно определить разницу между такими диаметрами.
Второй важный параметр – шаг – характеризует расстояние, на котором друг от друга расположены два соседних гребня или две соседние впадины. На всем участке изделия, на котором выполнена трубная резьба, ее шаг не меняется и имеет одно и то же значение. Если такое важное требование не будет соблюдено, она будет просто нерабочей, к ней нельзя будет подобрать второй элемент создаваемого соединения.
Ознакомиться с положениями ГОСТ относительно дюймовых резьб можно, скачав документ в формате pdf по ссылке ниже.ГОСТ 6111-52 Резьба коническая дюймовая с углом профиля 60°
Скачать
Таблица размеров дюймовых и метрических резьб
Узнать, как соотносятся метрические резьбы с различными видами дюймовых резьб, можно с помощью данных из приведенной ниже таблицы.
Сходные размеры метрических и различных разновидностей дюймовых резьб в диапазоне примерно Ø8-64мм
Отличия от метрической резьбы
По своим внешним признакам и характеристикам метрические и дюймовые резьбы имеют не так много отличий, к наиболее значимым из которых стоит отнести:
- форму профиля резьбового гребня;
- порядок расчета диаметра и шага.
Различия в профиле резьбы
При сравнении форм резьбовых гребней можно увидеть, что у дюймовой резьбы такие элементы являются более острыми, чем у метрической. Если говорить о точных размерах, то угол при вершине гребня дюймовой резьбы составляет 55°.
Параметры метрических и дюймовых резьб характеризуются различными единицами измерения. Так, диаметр и шаг первых измеряются в миллиметрах, а вторых, соответственно, в дюймах. Следует, однако, иметь в виду, что по отношению к дюймовой резьбе используется не общепринятый (2,54 см), а специальный трубный дюйм, равный 3,324 см. Таким образом, если, например, ее диаметр составляет ¾ дюйма, то в пересчете на миллиметры он будет соответствовать значению 25.
Чтобы узнать основные параметры дюймовой резьбы любого типоразмера, который фиксируется ГОСТом, достаточно заглянуть в специальную таблицу. В таблицах, содержащих размеры дюймовых резьб, приведены как целые, так и дробные значения. Следует иметь в виду, что шаг в таких таблицах приводится в количестве нарезанных канавок (ниток), содержащихся на одном дюйме длины изделия.
Чертеж. Основные параметры профиля по ГОСТу
Таблица 1. Основные размеры профиля резьбы
Таблица 2. Основные параметры трубной резьбы
Чтобы проверить, соответствует ли шаг уже выполненной резьбы размерам, которые оговаривает ГОСТ, этот параметр необходимо измерить. Для таких измерений, проводимых как для метрических, так и для дюймовых резьб по одному алгоритму, используются стандартные инструменты – гребенка, калибр, механический измеритель и др.
Проще всего измерить шаг трубной дюймовой резьбы по следующей методике:
- В качестве простейшего шаблона используют муфту или штуцер, параметры внутренней резьбы которых точно соответствуют требованиям, которые приводит ГОСТ.
- Болт, параметры наружной резьбы которого необходимо измерить, вкручивается в муфту или штуцер.
- В том случае, если болт сформировал с муфтой или штуцером плотное резьбовое соединение, то диаметр и шаг резьбы, которая нанесена на его поверхность, точно соответствуют параметрам используемого шаблона.
Шаг дюймовой резьбы – это количество витков на дюйм
Если же болт не вкручивается в шаблон или вкручивается, но создает с ним неплотное соединение, то следует провести такие измерения, используя другую муфту или другой штуцер. По аналогичной методике измеряется и внутренняя трубная резьба, только в качестве шаблона в таких случаях применяется изделие с наружной резьбой.
Определить требуемые размеры можно при помощи резьбомера, представляющего собой пластину с зазубринами, форма и другие характеристики которых точно соответствуют параметрам резьбы с определенным шагом. Такая пластина, выступающая в роли шаблона, просто прикладывается к проверяемой резьбе своей зазубренной частью. О том, что резьба на проверяемом элементе соответствует требуемым параметрам, будет свидетельствовать плотное прилегание к ее профилю зазубренной части пластины.
Использование резьбомера для дюймовой резьбы
Для того чтобы измерить размер наружного диаметра дюймовой или метрической резьбы, можно использовать обычный штангенциркуль или микрометр.
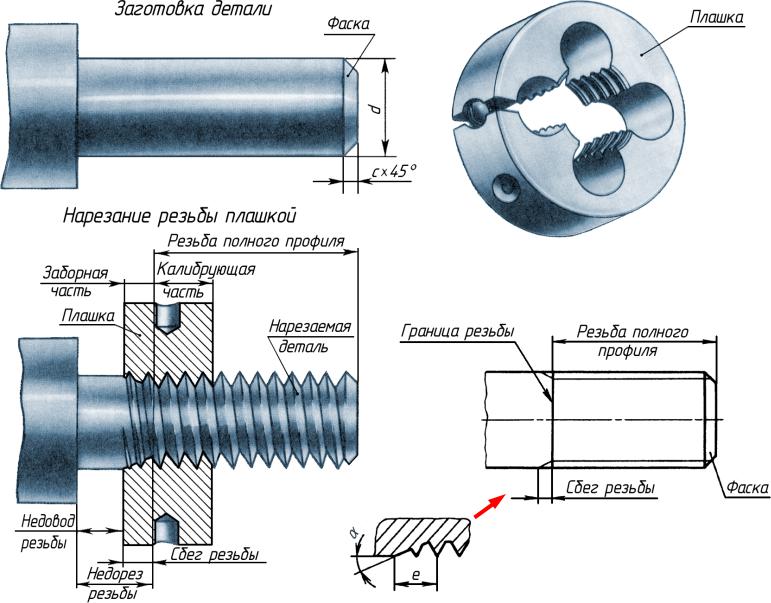
Технологии нарезки
Резьба трубная цилиндрическая, которая относится к дюймовому типу (как внутренняя, так и наружная), может нарезаться ручным или механическим методом.
Нарезка резьбы вручнуюНарезание резьбы при помощи ручного инструмента, в качестве которого используется метчик (для внутренней) или плашка (для наружной), выполняется в несколько шагов.
- Обрабатываемая труба зажимается в тисках, а используемый инструмент фиксируется в воротке (метчик) или в плашкодержателе (плашка).
- Плашка надевается на конец трубы, а метчик вставляется во внутреннюю часть последней.
- Используемый инструмент вворачивается в трубу или навинчивается на ее конец посредством вращения воротка или плашкодержателя.
- Чтобы сделать результат более чистым и точным, можно повторить процедуру нарезания несколько раз.
Механическим способом трубная резьба нарезается по следующему алгоритму:
- Обрабатываемая труба зажимается в патроне станка, на суппорте которого фиксируется резьбонарезной резец.
- На конце трубы, используя резец, снимают фаску, после чего выполняют настройку скорости перемещения суппорта.
- После подведения резца к поверхности трубы на станке включают резьбовую подачу.

Следует иметь в виду, что резьба дюймовая нарезается механическим методом с помощью токарного станка только на трубных изделиях, толщина и жесткость которых позволяют это сделать. Выполнение трубной дюймовой резьбы механическим способом позволяет получать качественный результат, но применение такой технологии требует от токаря соответствующей квалификации и наличия определенных навыков.
Классы точности и правила маркировки
Резьба, относящаяся к дюймовому типу, как указывает ГОСТ, может соответствовать одному из трех классов точности – 1, 2 и 3. Рядом с цифрой, обозначающей класс точности, ставят буквы «А» (наружная) или «В» (внутренняя).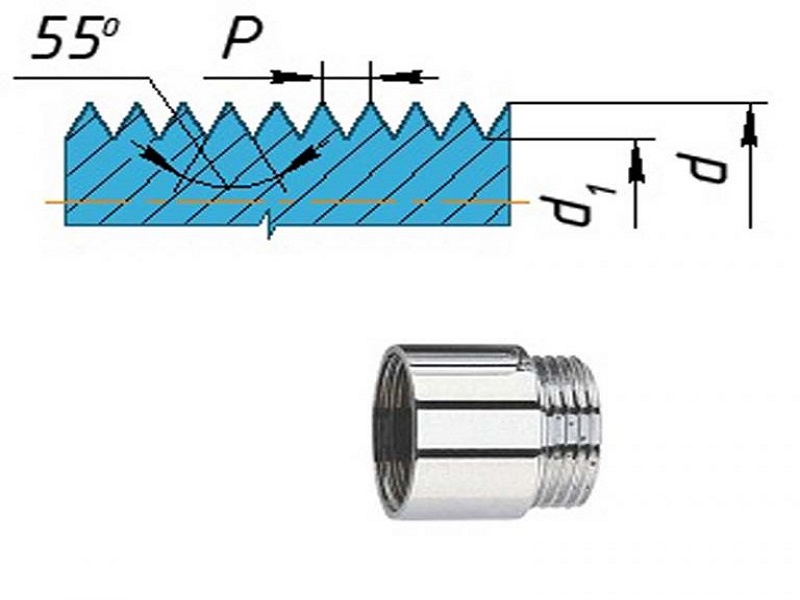 Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Полные обозначения классов точности резьбы в зависимости от ее типа выглядят как 1А, 2А и 3А (для наружных) и 1В, 2В и 3В (для внутренних). Следует иметь в виду, что 1-му классу соответствуют самые грубые резьбы, а 3-му – самые точные, к размерам которых предъявляются очень жесткие требования.
Предельные отклонения размеров по ГОСТу
Чтобы понять, каким параметрам соответствует конкретный резьбовой элемент, достаточно разобраться в обозначении резьбы, которая на него нанесена. Обозначение, о котором идет речь, используют многие зарубежные производители, которые работают по американским стандартам, относящимся к элементам резьбовых соединений.
Пример условного обозначения дюймовой резьбы
В такой маркировке содержится следующая информация о резьбе:
- номинальный размер (наружный диаметр) – первые цифры;
- число витков, приходящихся на дюйм длины;
- группа;
- класс точности.
В обозначении дюймовой резьбы также могут присутствовать буквы LH, которые указывают на то, что ее витки имеют не правое, а левое направление.Объяснение размеров дюймовой и метрической резьбы

Размеры метрической резьбы указаны иначе, чем размеры дюймовой резьбы. Размеры в дюймах указываются с использованием номинального большого диаметра и количества витков резьбы на дюйм. Например, резьба 3/8–16 (крупная) имеет номинальный наружный диаметр 3/8 дюйма и 16 витков на дюйм, а резьба 3/8–24 (мелкая) имеет такой же номинальный наружный диаметр и 24 витка на дюйм.
Обозначения дюймовой и метрической резьбы
Обозначения метрической резьбы существенно отличаются, поскольку указывается шаг резьбы (расстояние между каждой резьбой в мм), а не число резьб на дюйм или мм.Например, резьба M10x1,5 (крупная) имеет шаг 1,5 мм, а резьба M10x1,25 (мелкая) имеет шаг 1,25 мм.
Для упрощения обозначения метрической резьбы международный стандарт (ISO) для метрической резьбы исключает обозначение шага для крупной резьбы. Например, резьба «M10» автоматически означает крупный шаг, в то время как любое добавленное обозначение шага, такое как M10x1,25, указывает на негрубый шаг. Этот метод обозначения имеет главное преимущество, заключающееся в том, что рядовым гражданам не нужно запоминать высоту звука только для того, чтобы определить грубую нить.
Например, резьба «M10» автоматически означает крупный шаг, в то время как любое добавленное обозначение шага, такое как M10x1,25, указывает на негрубый шаг. Этот метод обозначения имеет главное преимущество, заключающееся в том, что рядовым гражданам не нужно запоминать высоту звука только для того, чтобы определить грубую нить.
Используя этот метод, что означает обозначение M16x2? В соответствии со стандартами ISO обозначение шага исключено, поскольку тип резьбы крупный, поэтому M16x2 обозначается как «M16».
Эквиваленты ANSI для размеров резьбы ISO
Практически все стандарты резьбы в мире используют соглашение об обозначениях ISO, включая немецкий стандарт DIN и японский стандарт JIS. Все, кроме стандарта ANSI, который до сих пор требует обозначения шага для грубых резьб, несмотря на путаницу, которую это вызывает.
Поскольку Carr Lane ведет бизнес по всему миру, мы следуем международному стандарту (ISO) в отношении обозначений метрической резьбы. Указание шага метрической крупной резьбы было бы неверным и совершенно запутанным в любой другой стране мира. В следующей таблице показаны обозначения, эквивалентные ANSI, для каждого размера резьбы ISO.
Указание шага метрической крупной резьбы было бы неверным и совершенно запутанным в любой другой стране мира. В следующей таблице показаны обозначения, эквивалентные ANSI, для каждого размера резьбы ISO.
| ОБОЗНАЧЕНИЕ РЕЗЬБЫ ISO | ЭКВИВАЛЕНТ ANSI |
|---|---|
| М1.6 | М1,6×0,35 |
| М2 | М2х0,4 |
| М2,5 | М2,5×0,45 |
| М3 | М3х0,5 |
| М3,5 | М3,5×0,6 |
| М4 | М4х0,7 |
| М5 | М5х0,8 |
| М6 | М6х1 |
М8 М8х1 | М8х1.25 М8х1 |
М10 М10х1,25 | М10х1,5 М10х1,25 |
М12 М12х1,25 | М12х1,75 М12х1,25 |
М14 М14х1,5 | М14х2 М14х1,5 |
М16 М16х1. | М16х2 М16х1,5 |
М18 М18х1,5 | М18х2,5 М18х1,5 |
М20 М20х1,5 | М20х2,5 М20х1,5 |
М22 М22х1,5 | М22х2.5 М22х1,5 |
М24 М24х2 | М24х3 М24х2 |
М27 М27х2 | М27х3 М27х2 |
М30 М30х2 | М30х3,5 М30х2 |
М33 М33х2 | М33х3.5 М33х2 |
М36 М36х3 | М36х4 М36х3 |
| М42 | М42х4,5 |
| М48 | М48х5 |
| М56 | М56х5,5 |
| М64 | М64х6 |
| М72 | М72×6 |
| М80 | М80х6 |
| М90 | М90х6 |
| М100 | M100x6 |
 5
5
Унифицированные и метрические формы резьбы
Информация о резьбе Ноябрь 1948 г. Единая нить
было согласовано Великобританией, США и Канадой для использования в качестве
единый стандарт для всех стран, использующих дюймовые единицы измерения.В
1965 г. Британский институт стандартов опубликовал программное заявление.
с просьбой к организациям учитывать BSW, BSF и
Нитки BA как морально устарели. Замена первого выбора для
будущие конструкции должны были быть метрической резьбой ISO с ISO
дюймовая (унифицированная) резьба является вторым выбором.
Единая нить
было согласовано Великобританией, США и Канадой для использования в качестве
единый стандарт для всех стран, использующих дюймовые единицы измерения.В
1965 г. Британский институт стандартов опубликовал программное заявление.
с просьбой к организациям учитывать BSW, BSF и
Нитки BA как морально устарели. Замена первого выбора для
будущие конструкции должны были быть метрической резьбой ISO с ISO
дюймовая (унифицированная) резьба является вторым выбором.
Метрические резьбы обозначаются
буква М, за которой следует номинальный большой диаметр
резьба и шаг в миллиметрах.Например М10 х 1,0
указывает, что основной диаметр резьбы составляет 10 мм и
шаг 1,0 мм. Отсутствие значения шага указывает
что указана грубая резьба. Например, заявив, что
резьба M10 указывает на то, что указана серия крупной резьбы
диаметром 10 мм (с шагом резьбы 1,5 мм).
Например, заявив, что
резьба M10 указывает на то, что указана серия крупной резьбы
диаметром 10 мм (с шагом резьбы 1,5 мм).
Форма резьбы для унифицированной и метрической нитки идентичны.Если
p = шаг резьбы
d = глубина резьбы
r = радиус сверху и снизу нитей
тогда:
d = 0,61344 р
г = 0,14434 р
Стандарт DIN | Стандарт ИСО | Британский стандарт | Продукт |
DIN 1 | ИСО 2339 | Конусные штифты, незакаленные | |
DIN 125 | ИСО 7089 | Шайбы; средний тип, в основном для болтов с шестигранной головкой | |
DIN 125 | ИСО 7090 | Шайбы; средний тип, в основном для болтов с шестигранной головкой | |
DIN 126 | ИСО 7091 | Шайбы класса C — предназначены для использования с болтами и гайками с шестигранной головкой | |
DIN 127 | БС4464Б | Пружинные стопорные шайбы с квадратными концами или хвостовиками | |
DIN 128 | Изогнутые и волнистые пружинные стопорные шайбы | ||
DIN 137 | Шайбы пружинные, изогнутые или волнистые | ||
DIN 1440 | ИСО 8738 | Шайбы среднего размера для штифтов | |
DIN 1443 | ИСО 2340 | Штифты без головки | |
DIN 1444 | ИСО 2341 | Штифты с головкой | |
DIN 1470 | ИСО 8739 | Рифленые штифты, полноразмерные, с параллельными канавками, с направляющей | |
DIN 1471 | ИСО 8744 | Рифленые штифты, полноразмерные с коническими канавками | |
DIN 1472 | ИСО 8745 | Штифты с канавками половинной длины с коническими канавками | |
DIN 1473 | ИСО 8740 | Рифленые штифты, полноразмерные, с параллельными канавками и фаской | |
DIN 1474 | ИСО 8741 | Рифленые штифты половинной длины с обратными канавками | |
DIN 1475 | ИСО 8742 | Штифты с канавками, третья длина с центральными канавками | |
DIN 1476 | ИСО 8746 | Штифты с круглой головкой и пазами | |
DIN 1477 | ИСО 8747 | Штифты с канавками и потайной головкой | |
DIN 1481 | ИСО 8752 | Прямые штифты пружинного типа (роликовые штифты) — тяжелый тип | |
DIN 1587 | Шестигранные колпачковые гайки | ||
DIN 1816 | Круглая гайка с установленными отверстиями внутри; Метрическая мелкая резьба ISO | ||
DIN 315 | Крыльчатые гайки с закругленными крыльями | ||
DIN 316 | Барашковые винты с закругленными крыльями | ||
ДИН 404 | Винты со шлицем | ||
DIN 417 | ИСО 7435 | Установочные винты со шлицем и длинной собачкой | |
DIN 427 | ИСО 2342 | Винты без головки со шлицем со скошенным концом | |
DIN 428 | ИСО 4034 | Шестигранные гайки класса C | |
DIN 433 | ИСО 7092 | Шайбы для использования с винтами с цилиндрической головкой | |
DIN 433-1 | ИСО 7092 | Шайбы класса А — с твердостью до 250 HV, предназначенные для использования с винтами с цилиндрической головкой | |
ДИН 433-2 | ИСО 7092 | Шайбы класса А — с твердостью до 300 HV, предназначенные для использования с винтами с полукруглой головкой | |
DIN 438 | ИСО 7436 | Установочные винты со шлицем и чашечкой | |
DIN 439 | ИСО 4035 | БС3692 | Тонкие шестигранные гайки |
DIN 439 | ИСО 4036 | БС3692 | Тонкие шестигранные гайки |
DIN 439 | ИСО 8675 | БС3692 | Тонкие шестигранные гайки |
ДИН 439-1 | ИСО 4036 | Тонкие шестигранные гайки без фаски — Класс продукта B | |
ДИН 439-2 | ИСО 4035 | Тонкие шестигранные гайки со скошенной кромкой — Классы продукции A и B | |
ДИН 439-2 | ИСО 8675 | Тонкие шестигранные гайки со скошенной кромкой — Классы продукции A и B | |
DIN 440 | ИСО 7094 | Шайбы для использования в деревянных конструкциях | |
DIN 444 | Рым-болты | ||
DIN 462 | Станки; Внутренние стопорные шайбы для круглых гаек с прорезью для крючкового ключа в соответствии с DIN 1804 | ||
DIN 464 | Винты с накатанной головкой, высокий тип | ||
DIN 466 | Гайки с накаткой высокого типа | ||
DIN 467 | Гайки с накаткой, низкие | ||
DIN 471 | Стопорные кольца (стопорные кольца) для валов; Нормальный тип и тяжелый тип | ||
DIN 479 | Болты с квадратной головкой и короткой собачкой | ||
DIN 5406 | Стопорные шайбы и стопорные пластины для использования с подшипниками качения | ||
DIN 548 | Круглые гайки с боковыми отверстиями для установочных штифтов | ||
DIN 551 | ИСО 4766 | Установочные винты со шлицем и плоской вершиной | |
DIN 553 | ИСО 7434 | Установочные винты со шлицем и конусом | |
DIN 555 | ИСО 4034 | Шестигранные гайки от M5 до M100x6 — класс продукта C | |
DIN 558 | ИСО 4018 | Винты с шестигранной головкой | |
DIN 580 | Рым-болты с буртиком для подъемных целей | ||
DIN 601 | ИСО 4016 | Болты с шестигранной головкой от M5 до M52; продукт категории С | |
DIN 603 | Болты с квадратным подголовком с грибовидной головкой | ||
DIN 609 | Шестигранник подходит для болтов с длинной резьбой | ||
DIN 6319 | Сферические шайбы и конические седла | ||
DIN 6325 | ИСО 8734 | Параллельные штифты, закаленные; Зона допуска m6 | |
DIN 6340 | Шайбы для зажимных устройств | ||
DIN 653 | Винты с накатанной головкой, низкий тип | ||
DIN 6797 | Зубчатые стопорные шайбы | ||
DIN 6798 | Зубчатые стопорные шайбы | ||
DIN 6799 | Шайбы стопорные (шайбы стопорные) для валов | ||
DIN 6900 | ИСО 10644 | Винты и шайбы в сборе | |
DIN 6901 | ИСО 10510 | Самонарезающие винты и шайбы в сборе | |
DIN 6902 | ИСО 10673 | Плоские шайбы для винтов и шайб в сборе | |
DIN 6903 | ИСО 10669 | Плоские шайбы для самонарезающих винтов и шайб в сборе | |
DIN 6912 | Винты с тонкой головкой и шестигранной головкой с направляющим шлицем | ||
DIN 6914 | ИСО 14399-4 | Высокопрочные болты с шестигранной головкой и большой шириной лыска для болтового соединения конструкционной стали | |
DIN 6916 | Шайбы круглые для болтовых соединений из высокопрочной конструкционной стали | ||
DIN 6921 | ИСО 1665 | Болты с фланцем с шестигранной головкой | |
DIN 6922 | ИСО 1665 | Болты с фланцем с шестигранной головкой с уменьшенным хвостовиком | |
DIN 6923 | ИСО 1661 | Шестигранные гайки с фланцем | |
DIN 6924 | ИСО 7040 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 6924 | ИСО 10512 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 6925 | ИСО 7042 | Цельнометаллические шестигранные гайки с преобладающим крутящим моментом | |
DIN 6925 | ИСО 10513 | Цельнометаллические шестигранные гайки с преобладающим крутящим моментом | |
DIN 6926 | ИСО 7043 | Гайки шестигранные с преобладающим моментом затяжки с фланцем и с неметаллической вставкой | |
DIN 6926 | ИСО 12125 | Гайки шестигранные с преобладающим моментом затяжки с фланцем и с неметаллической вставкой | |
DIN 6927 | ИСО 7044 | Цельнометаллические гайки с буртиком с преобладающим моментом затяжки | |
DIN 6927 | ИСО 12126 | Цельнометаллические гайки с буртиком с преобладающим моментом затяжки | |
DIN 7045 | Винты с полукруглой головкой и крестообразным шлицем типа H или Z — класс продукта A | ||
DIN 7337 | ИСО 14589 | Вытяжные заклепки с разрывным стержнем | |
DIN 7337 | ИСО 15977 — ИСО 15984 | Вытяжные заклепки с разрывным стержнем | |
DIN 7337 | ИСО 16582 до ИСО 16584 | Вытяжные заклепки с разрывным стержнем | |
DIN 7343 | ИСО 8750 | спиральные штифты; Нормальный тип | |
DIN 7344 | ИСО 8748 | спиральные штифты; Тип для тяжелого режима работы | |
DIN 7346 | ИСО 13337 | прямые штифты пружинного типа; (Цилиндрические штифты) Легкий тип | |
DIN 7349 | Плоские шайбы для болтов с тяжелыми зажимными втулками | ||
DIN 7500-1 | ИСО 7085 | Резьбонакатные винты для метрической резьбы ISO. | |
ДИН 7500-2 | Резьбонакатные винты для метрической резьбы ISO; ориентировочные значения диаметров отверстий | ||
DIN 7504 | Самонарезающие винты с нарезной резьбой. Размеры, требования и испытания | ||
DIN 7513 | Резьбонарезные винты с шестигранной и шлицевой головкой. Размеры, требования и испытания | ||
DIN 7516 | Винты с крестообразным шлицем для нарезки резьбы. Размеры, требования и испытания | ||
DIN 7603 | Кольцевые уплотнения и прокладки | ||
DIN 7970 | ИСО 1478 | Резьба и концы резьбы для самонарезающих винтов (модифицированная версия ISO 1478) | |
DIN 7971 | ИСО 1481 | БС4174 | Саморезы с полукруглой головкой со шлицем |
DIN 7972 | ИСО 1482 | Саморезы с потайной головкой со шлицем | |
DIN 7973 | ИСО 1483 | Саморезы с полупотайной головкой со шлицем | |
DIN 7977 | ИСО 8737 | Конические штифты с резьбовыми концами и постоянной длиной вершины | |
DIN 7978 | ИСО 8736 | Конические штифты с внутренней резьбой | |
DIN 7979 | ИСО 8733 | Параллельные штифты с внутренней резьбой | |
DIN 7979 | ИСО 8735 | Параллельные штифты с внутренней резьбой | |
DIN 7980 | БС4464А | Пружинные стопорные шайбы с квадратными концами для винтов с полукруглой головкой | |
DIN 7981 | ИСО 7049 | Саморезы с полукруглой головкой и крестообразным шлицем | |
DIN 7982 | ИСО 7050 | Саморезы с крестообразным шлицем и потайной головкой | |
DIN 7983 | ИСО 7051 | Саморезы с потайной (плоской) головкой и крестообразным шлицем | |
DIN 7984 | Винты с тонкой головкой с внутренним шестигранником | ||
DIN 7985 | ИСО 7045 | БС4183 | Винты с полукруглой головкой и полукруглой головкой с крестообразным шлицем |
DIN 7989-1 | Шайбы для стальных конструкций — Марка продукта C | ||
DIN 7989-2 | Шайбы для стальных конструкций — Марка продукта А | ||
DIN 7991 | ИСО 10642 | БС4168 | Винты с потайной головкой с внутренним шестигранником |
ДИН 84 | ИСО 1207 | БС4183 | Винты со шлицевой головкой класса A |
ДИН 85 | ИСО 1580 | БС4183 | Винты с полукруглой головкой со шлицем класса A |
DIN 9021 | ИСО 7093 | Плоские шайбы большого наружного диаметра | |
DIN 908 | Пробки с внутренним шестигранником и параллельной резьбой | ||
DIN 910 | Пробки с шестигранной головкой с шестигранной головкой | ||
DIN 911 | ИСО 2936 | Ключи с внутренним шестигранником | |
DIN 912 | ИСО 4762 | БС4168 | Винты с внутренним шестигранником (модифицированная версия ISO 4762) |
DIN 912 | ИСО 21268 | БС4168 | Винты с внутренним шестигранником (модифицированная версия ISO 4762) |
DIN 913 | ИСО 4026 | Установочные винты с внутренним шестигранником и плоским концом (модифицированный ISO 4026) | |
DIN 914 | ИСО 4027 | Установочные винты с внутренним шестигранником и конусом (модифицированный ISO 4029) | |
DIN 915 | ИСО 4028 | Установочные винты с внутренним шестигранником и полным упором | |
DIN 916 | ИСО 4029 | Установочные винты с внутренним шестигранником и чашечным наконечником (модифицированный ISO 4029) | |
DIN 918-3 | Обзор европейских стандартов на крепежные изделия | ||
DIN 921 | Винты с полукруглой головкой со шлицем и большой головкой | ||
DIN 923 | Винты с полукруглой головкой со шлицем и буртиком | ||
DIN 929 | Шестигранные приварные гайки | ||
ДИН 93 | Стопорные шайбы с длинным язычком | ||
ДИН 930 | Винты с мелким шагом резьбы и частичной резьбой | ||
DIN 931-1 | ИСО 4014 | БС3692 | Винты с шестигранной головкой M1,6–M39 с частичной резьбой — классы продукции A и B |
DIN 931-2 | ИСО 4014 | БС3692 | Винты с шестигранной головкой от M42 до M160x6 с частичной резьбой — класс продукта B |
DIN 933 | ИСО 4017 | БС3692 | Винты с шестигранной головкой M1,6–M52 с полной резьбой — классы продукции 8. |
DIN 934 | ИСО 4032 | Шестигранные гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | |
DIN 934 | ИСО 8673 | Шестигранные гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | |
DIN 935-1 | Шестигранные шлицевые гайки и корончатые гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | ||
DIN 935-2 | Болты с шестигранной головкой от M42 до M160x6; продукт класса Б | ||
DIN 935-3 | Шестигранные шлицевые гайки с метрической резьбой с крупным шагом — класс продукта C | ||
DIN 936 | БС3692 | Тонкие шестигранные гайки от M8 до M52 и от M8x1 до M52x3; товарные сорта А и В | |
DIN 937 | Шестигранные тонкие корончатые гайки | ||
DIN 938 | Шпильки с длиной зацепления около 1 дня | ||
DIN 939 | Шпильки с длиной зацепления около 1,25 d | ||
ДИН 94 | ИСО 1234 | Шплинты | |
ДИН 95 | Шурупы по дереву с потайной (овальной) головкой со шлицем | ||
DIN 96 | Шурупы с круглой головкой со шлицем | ||
DIN 960 | ИСО 8765 | Болты с шестигранной головкой от M8x1 до M100x4 с мелким шагом резьбы — классы продукции A и B | |
DIN 960 | ИСО 8676 | Болты с шестигранной головкой от M8x1 до M100x4 с мелким шагом резьбы — классы продукции A и B | |
DIN 961 | ИСО 8676 | Болты с шестигранной головкой от M8x1 до M52x3 с мелким шагом резьбы — классы продукции A и B | |
DIN 962 | Система обозначения крепежных изделий | ||
DIN 963 | ИСО 2009 | БС3692 | Винты с потайной головкой со шлицем (с потайной головкой, как указано в ISO 2009-1972) |
DIN 964 | ИСО 2010 | БС3692 | Винты с полупотайной головкой со шлицем и полупотайной головкой |
DIN 965 | ИСО 7046 | БС3692 | Винты с потайной головкой и крестообразным шлицем |
DIN 966 | ИСО 7047 | Винты с потайной головкой и крестообразным шлицем | |
DIN 970 | ИСО 4032 | Шестигранные гайки; Стиль 1; Метрическая крупная резьба, классы продукции А и В; ISO 4032 изменен | |
DIN 971-1 | ИСО 8673 | Шестигранные гайки типа 1 с метрической резьбой с мелким шагом; классы прочности 6 и 8 | |
DIN 971-2 | ИСО 8674 | Шестигранные гайки типа 2 с метрической резьбой с мелким шагом; классы прочности 10 и 12 | |
DIN 972 | ИСО 4034 | Шестигранные гайки от M5 до M39; стиль 1; класс продукта C (модифицированная версия ISO 4034) | |
DIN 975 | Резьбовые стержни | ||
DIN 976-1 | Шпильки с метрической резьбой | ||
DIN 976-2 | Шпильки с метрической резьбой с натягом | ||
DIN 977 | ИСО 21670 | Шестигранные приварные гайки с фланцем | |
DIN 979 | Шестигранные тонкие шлицевые гайки и корончатые гайки с метрической резьбой с крупным и мелким шагом — классы продукции A и B | ||
DIN 980 | ИСО 7042 | Цельнометаллические шестигранные гайки с преобладающим моментом затяжки | |
DIN 980 | ИСО 10513 | Цельнометаллические шестигранные гайки с преобладающим моментом затяжки | |
DIN 981 | Контргайки для использования с подшипниками качения | ||
DIN 982 | ИСО 7040 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 982 | ИСО 10512 | Шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 983 | Стопорные кольца с выступами для использования на валах (внешние стопорные кольца) | ||
DIN 985 | ИСО 10511 | Тонкие шестигранные гайки с преобладающим моментом затяжки с неметаллической вставкой | |
DIN 986 | Шестигранные колпачковые гайки с преобладающим моментом затяжки с неметаллической вставкой | ||
DIN 988 | Прокладочные кольца и опорные кольца |
 Часть 1. Типы, обозначение, требования
Часть 1. Типы, обозначение, требования 8
8ISO 724 — Метрические резьбы
ISO 724 определяет основные размеры метрических резьб в соответствии с ISO 261.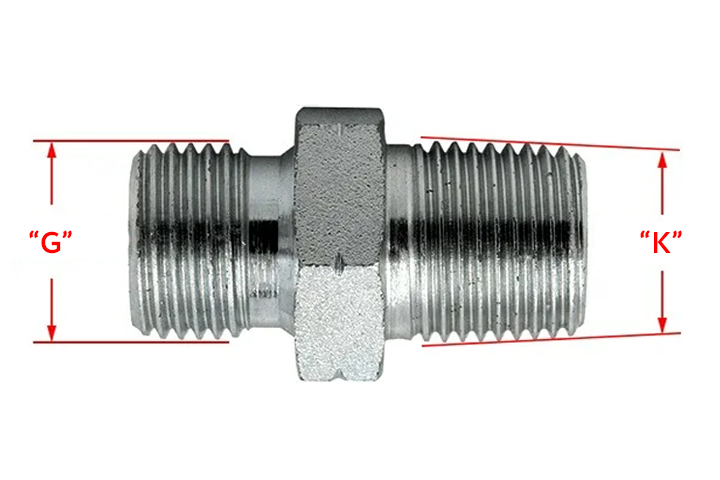 Размеры относятся к основному профилю в соответствии с ISO 68.
Размеры относятся к основному профилю в соответствии с ISO 68.
Шаг варьируется от крупного до очень мелкого, до 5 различных шагов для некоторых размеров. Угол резьбы составляет 60 o , а глубина резьбы составляет 0,614 x шаг.
Метрическая резьба – Более крупная резьба
В таблице ниже указаны некоторые из наиболее часто используемых крупных резьб до размера M 68. Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300. Приведенная ниже таблица не является полной.
1) Для метрических резьб шаг – это расстояние между витками.
Загрузите и распечатайте метрическую резьбу с крупным зазором и таблицу отверстий под метчик
Метрическая резьба – более тонкая резьба
Обычно метрическая мелкая резьба обозначается заглавной буквой М с указанием номинального наружного диаметра и шага:
Размер M x шаг
Пример:
M 10 x 1,5
В таблице ниже указаны обычно используемые более тонкие резьбы до размера M 100.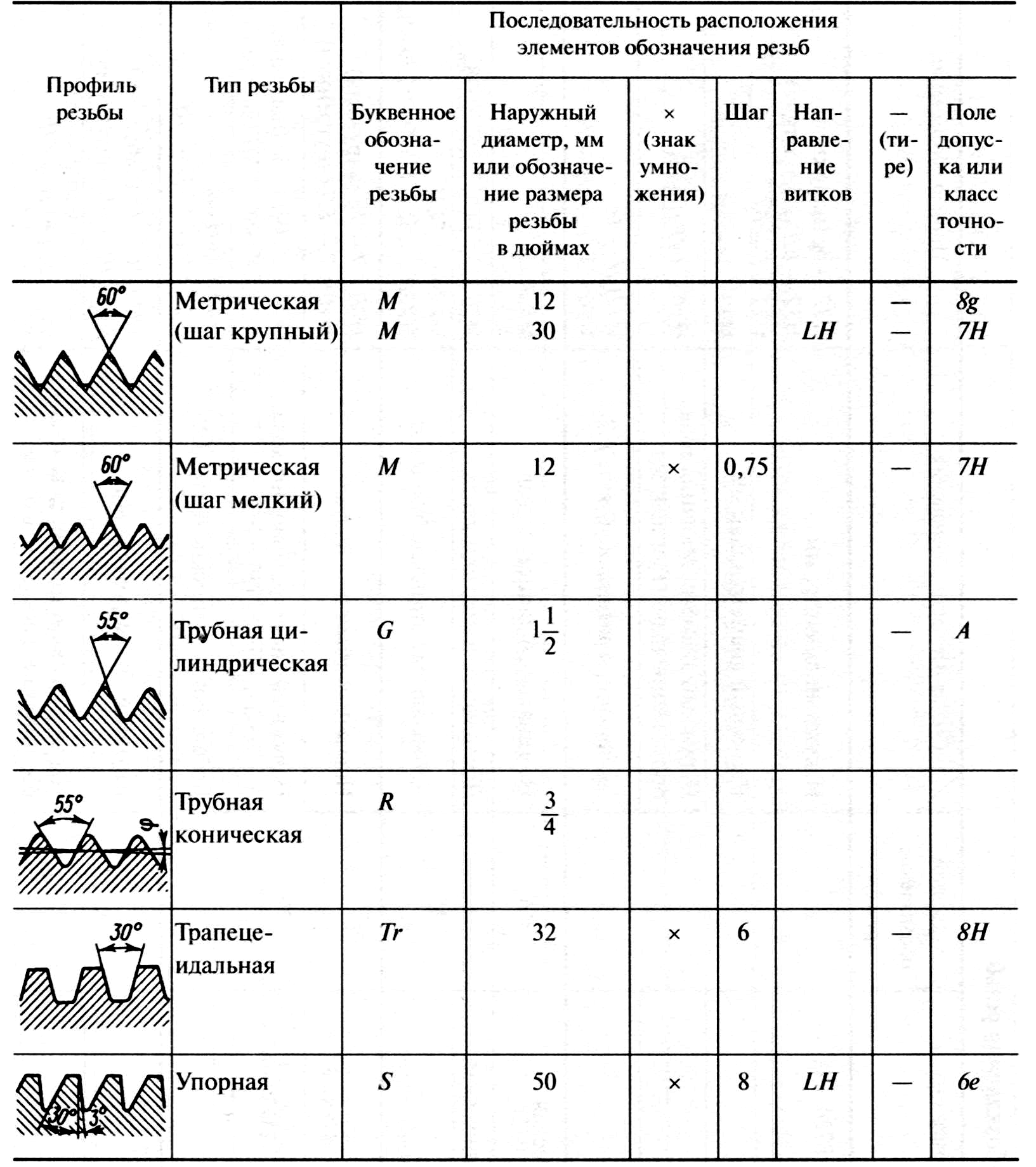 Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Обратите внимание, что стандарт ISO 724 определяет резьбу до M 300.
Связанные стандарты ISO
- ISO 68:1973 Резьба ISO общего назначения – базовый профиль
- ISO 261:1973 Метрическая резьба ISO общего назначения – общий план
- ISO 262:1973 Метрическая резьба ISO общего назначения. Отдельные размеры винтов, болтов и гаек
- ISO 724:1993 Метрическая резьба ISO общего назначения. Основные размеры Допуски. Часть 1. Принципы и основные данные
- ISO 965-2:1980 Метрическая резьба общего назначения ISO. Допуски. Часть 2. Пределы размеров резьбы болтов и гаек общего назначения. Среднее качество
- ISO 965-3:1980 Метрическая резьба ISO общего назначения. Допуски. Часть 3. Отклонения для конструкционной резьбы
- ISO 1502:1996 Метрическая резьба ISO общего назначения. изготовленные по этому стандарту, взаимозаменяемы с резьбой, изготовленной по метрическому стандарту ANSI/ASME B1.Метрическая резьба 13M: профиль M .
Основное руководство по типам резьбы
. item-0 { width: 75% !important; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 75% !важно; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 100% !важно; }.блок-элементов-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 {ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 100% !важно; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 100% !важно; }} ]]>Пол
Каждая совпавшая пара потоков, внешняя и внутренняя, может быть описана как мужская и женская. Например, винт имеет наружную резьбу, а соответствующее отверстие имеет внутреннюю резьбу.
.item-0 { ширина: 75% !важно; }. items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 { ширина: 75% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 { ширина: 100% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.блоки-элементов-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 {ширина: 100% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 100% !важно; }} ]]>Ручность
Спираль нити закручивается в одном из двух возможных направлений. Большинство резьб ориентировано таким образом, что элемент с резьбой, если смотреть с точки зрения на оси, проходящей через центр спирали, удаляется от наблюдателя, когда он поворачивается по часовой стрелке, и движется к наблюдателю, когда он поворачивается против часовой стрелки.
по часовой стрелке.По соглашению, правосторонность является левосторонностью по умолчанию для винтовой резьбы. Поэтому большинство резьбовых деталей и крепежных изделий имеют правую резьбу.
.item-0 { ширина: 75% !важно; }.items-block-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-0 { ширина: 75% !важно; }.items-block-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.блок-элементов-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-0 { ширина: 100% !важно; }.items-block-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-0 { ширина: 100% !важно; }.items-block-ff1fcd2e-05de-4e0f-9b4f-57c21716ad70 > .item-1 { ширина: 100% !важно; }} ]]>Конструкция
Тип резьбы можно определить по следующим характеристикам: параллельная и коническая конструкция (см.
.item-0 { ширина: 75% !важно; }.items-block-b89202d4-251e-4d47-8583-a5989f62c99d > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-b89202d4-251e-4d47-8583-a5989f62c99d > .item-0 { ширина: 75% !важно; }.items-block-b89202d4-251e-4d47-8583-a5989f62c99d > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-b89202d4-251e-4d47-8583-a5989f62c99d > .item-0 { ширина: 100% !важно; }.items-block-b89202d4-251e-4d47-8583-a5989f62c99d > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.блок-элементов-b89202d4-251e-4d47-8583-a5989f62c99d > .item-0 { ширина: 100%! важно; }.items-block-b89202d4-251e-4d47-8583-a5989f62c99d > .item-1 { ширина: 100% !важно; }} ]]> изображения справа).Шаг/TPI
Шаг — это расстояние от вершины одной резьбы до следующей в миллиметрах (мм).
.item-0 { ширина: 75% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .
TPI (количество ниток на дюйм) используется для дюймовой резьбы. item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.элементы-блок-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 75% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 100% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 100% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 100%!важно; }} ]]>Диаметр
Главный диаметр определяется кончиками резьбы.
.item-0 { ширина: 75% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .
Внутренний диаметр определяется по канавке резьбы.
Делительный диаметр — это расстояние между концами двух противоположных сторон или длина центральной линии профиля. item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 75% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 100% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 100% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 100% !важно; }} ]]>Угол
Угол между боковыми сторонами резьбы и линией, перпендикулярной оси винта.Конические резьбы имеют угол конусности. Это угол между конусом и центральной осью трубы.
.item-0 { ширина: 75% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {. items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 75% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 100% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 100% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 100% !важно; }} ]]>Вершина / корень
Самая внешняя часть потока называется «вершина», самая внутренняя часть потока называется «корень».
Размеры типов резьбы
M — Резьба Iso (метрическая)
Посмотреть таблицу
M Крупная резьба ISO 724 (DIN 13-1)
M Мелкая резьба ISO 724 (DIN 13-2 до 11)NPT — трубная резьба
Посмотреть таблицу
NPT ANSI B1.
20.1
NPTF ANSI B1.20.3G/R/RP — резьба Уитворта (BSPP/BSPT)
См. таблицу (DIN 2999 заменил на EN10226)
UNC / UNF / UNFOR — Unified National Threat
SUNC UNC ANSI B1.1
unsni B1.1чертежи других потоков
Коэффициент преобразования
Перевод дюймовой резьбы в метрическую систему — Руководство по инструментам для нарезания резьбы
Кто часто читает этот блог или уже имел дело с темой резьбы, знает, что существует много типов резьбы и что их можно разделить на дюймовые резьбы (UNC, UNF, BSW, BSF и т.) и метрическую резьбу (M, MF и т. д.) на первом этапе.
Дюймовая резьба очень распространена в Европе, особенно в автомобильной промышленности, в сантехническом секторе (водогазовые установки) и компьютерной технике. Снова и снова возникает путаница из-за таможенной информации.
Поэтому в этой статье блога мы хотели бы преобразовать дюймовую резьбу и уточнить особенности.
Начнем! Дюймовая резьба не равна дюймовой резьбе
Как уже упоминалось, типы резьбы можно разделить на дюймовую и метрическую.Однако дюймовая резьба также различается. Например, UNC и UNF — американские резьбы, BSW и BSF — английские резьбы. Они оба указаны в дюймах на дюйм, но имеют разные углы наклона и шаг резьбы. Поэтому важно понимать, что они не взаимозаменяемы.
Еще одним важным моментом является различие между винтовой и трубной резьбой. Дюймовая трубная резьба не может быть преобразована с помощью приведенной ниже таблицы из-за исторических обстоятельств! Поскольку один дюйм/дюйм не соответствует 25.4 мм для трубной резьбы! Скорее 33 мм.
Вы можете прочитать больше информации и различий в этой записи блога:
и
Как дюймовая резьба преобразуется в винты?
Если вы хотите преобразовать дюймовую резьбу, вы должны иметь в виду следующую простую формулу:
1,00 дюйм = 25,40 мм <=> 2,54 см
Предупреждение : Эта формула преобразования подходит только для резьбы, но не для трубной резьбы!
Так как в металлообработке размеры всегда даются в миллиметрах, то этому негласному закону мы и будем следовать в дальнейшем по ходу статьи!
Дюймовая резьба всегда отображается в виде дроби (1/4″) и никогда в виде десятичного числа (0.
25 дюймов) на нитеобрезателях.Размер резьбы меньше 1/4″ представлен натуральным числом (0-12), например UNC No.3.
Таблица преобразования дюймовой резьбы в миллиметры (мм)
Дюйм Десятичный дюйм Десятичный мм 3/16 0,1875 4,7625 1/4 0,2500 6,3500 5/16 0,3125 7,9375 3/8 0,3750 9,5250 7/16 0,4375 11,1125 1/2 0,5000 12,7000 5/8 0,6250 15,8750 3/4 0,7500 19,0500 7/8 0,8750 22,2250 1″ 10000 25,4000 1. 1/41,2500 31,7500 1. 1/2 1,5000 38 1000 1. 3/4 1,7500 44,4500 2″ 20000 50,8000 2. 1/4 2,2500 57,1500 2. 1/2 2,5000 63,5000 2. 3/4 2,7500 69,8500 3″ 30000 76,2000 3.1/4 3,2500 82,5500 3. 1/2 3,5000 88,9000 3. 3/4 3,7500 95,2500 4″ 40000 101 6000 4. 1/2 4,5000 114,3000 5″ 5,0000 127 0000 5. 1/2 5,5000 139 7000 6″ 60000 152,4000 6. 1/26,5000 165,1000 7″ 7,0000 177 8000 7. 1/2 7,5000 190,5000 8″ 8,0000 203,2000 8. 1/2 8,5000 215,9000 9″ 228 6000 9. 1/2 9,5000 241 3000 10″ 10 0000 254 0000 10.1/2 10,5000 266 7000 11″ 11 0000 279 4000 11. 1/2 11,5000 292 1000 12″ 12 0000 304 8000 12. 1/2 12,5000 317 5000 13″ 13 0000 330,2000 13. 1/2 13,5000 342 9000 14″ 14 0000 355 6000 14. 1/214,5000 368 3000 15″ 15 0000 381 0000 Британские метрические резьбы: что вам следует знать Фитинг, который не соответствует другим, может привести к утечкам и повреждению вашего оборудования, а это означает, что вы должны знать, какой тип метрики использует ваш фитинг.
Существует большая вероятность, что в некоторых ваших шлангах используется британская метрическая резьба. К счастью, их относительно легко понять.
Что такое британская метрическая резьба?
Инжиниринг в значительной степени зависит от людей, использующих согласованные измерения и стандарты для своей продукции. Один международный технический стандарт для винтовой резьбы называется British Standard Pipe. Применяется для герметизации и соединения труб и фитингов, а также сантехники. Резьба, соответствующая этому стандарту, работает за счет надевания внешней резьбы (называемой наружной резьбой) на внутреннюю (называемую внутренней) резьбой.
Фитинги с такими типами резьбы широко распространены в оборудовании, произведенном в Европе, хотя их можно найти и в США.
Типы резьб?
Эти резьбы бывают двух типов. Есть параллельные нити, где они остаются одинаковой ширины по всему изделию, и есть сужающиеся нити, которые меняют размер, увеличиваясь или уменьшаясь по длине. Конические резьбы обозначаются буквой «R», а параллельные — буквой «G». или БСПТ.
Наружная резьба BSPP подходит для внутренней резьбы BSPT, если внутренняя резьба не вращается. Форма конца внутренней резьбы не позволяет установить их иначе.
BSPT очень похож на другой тип фитинга, который называется NPT. Однако британские резьбы имеют угол боковой поверхности резьбы 55 градусов, тогда как резьба NPT имеет угол 60 градусов.
Оба типа резьбы затем можно использовать в соединительной резьбе и длинновинтовой резьбе. Длинная резьба сжимает что-то между поверхностью наружной резьбы и поверхностью гнезда.Соединение просто соединяет две нити.
Размеры
Британские метрические резьбы бывают как минимум 41 размера от 1/16 до 18. Они были названы по внутреннему диаметру винта, измеренному в дюймах, но это больше не отражает названия, потому что современные производители часто сделайте их с более тонкими сторонами.
Для определения их размера необходимо измерить внешний диаметр резьбы в дюймах, затем вычесть четверть дюйма, а затем подсчитать количество ниток на дюйм.Затем вы можете сопоставить его с таблицей британских метрических размеров.
Изготовленный на заказ шланг может помочь вам с фитингами для трубопроводов британского стандарта
Поскольку британские метрические системы являются международным стандартом, они широко признаны, и вполне вероятно, что по крайней мере какое-то из вашего оборудования использует их. Вот почему Custom Hose имеет типы резьбы British Flatface, и у нас есть многолетний опыт, который позволяет нам определить, когда он используется и какой размер используется в вашем оборудовании.
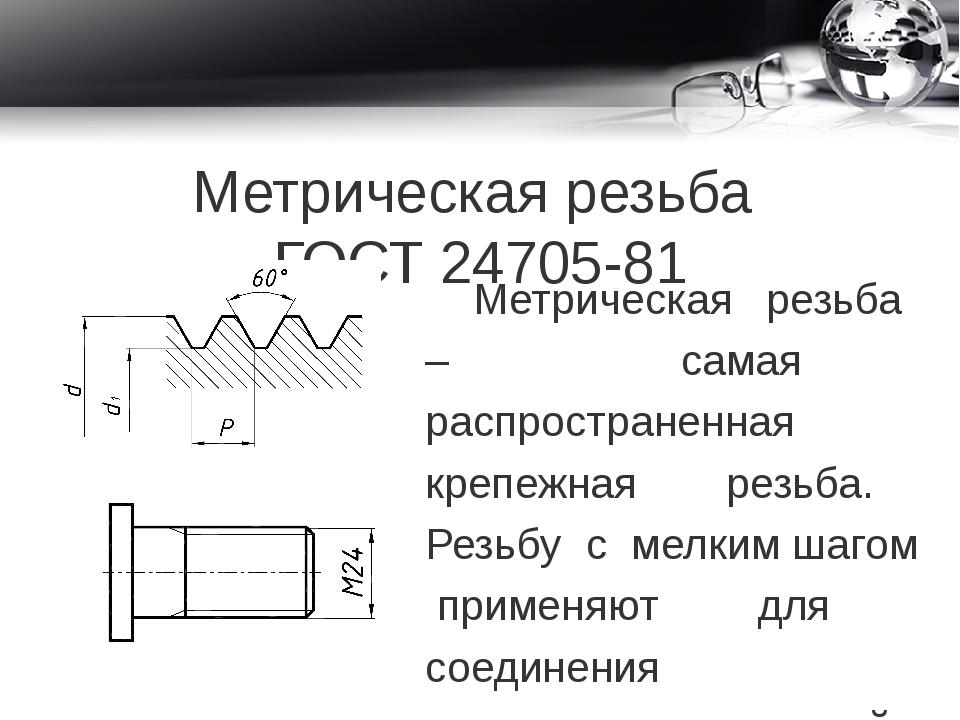 item-0 { width: 75% !important; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 75% !важно; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 100% !важно; }.блок-элементов-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 {ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 100% !важно; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 100% !важно; }} ]]>
item-0 { width: 75% !important; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 75% !важно; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 100% !важно; }.блок-элементов-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 {ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-0 { ширина: 100% !важно; }.items-block-5819f6e3-f1cb-42be-8bd9-ec76fa373210 > .item-1 { ширина: 100% !важно; }} ]]> items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 { ширина: 75% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 { ширина: 100% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.блоки-элементов-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 {ширина: 100% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 100% !важно; }} ]]>
items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 { ширина: 75% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 { ширина: 100% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.блоки-элементов-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-0 {ширина: 100% !важно; }.items-block-c0b3eae9-daab-4e2c-9853-52c10648ac82 > .item-1 { ширина: 100% !важно; }} ]]>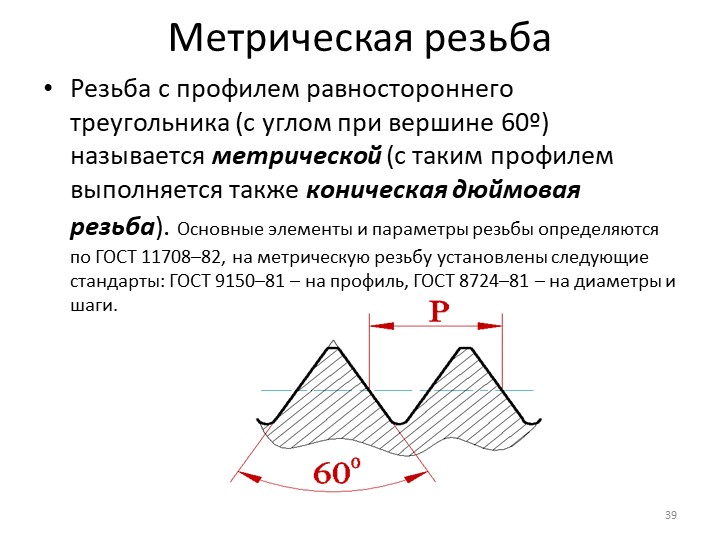 по часовой стрелке.
по часовой стрелке. изображения справа).
изображения справа).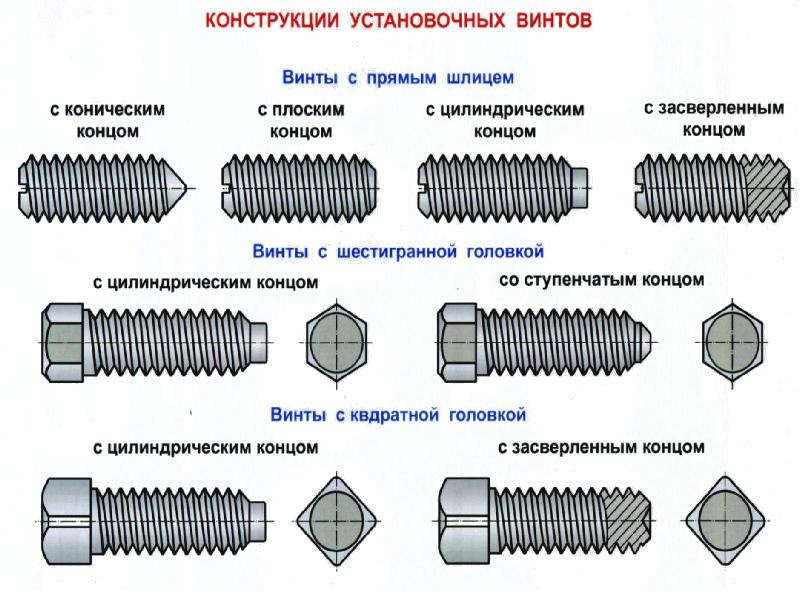 item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.элементы-блок-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 75% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 100% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 100% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 100%!важно; }} ]]>
item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.элементы-блок-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 75% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 100% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-0 { ширина: 100% !важно; }.items-block-00abe6fb-c99f-4e7f-87ba-887e10b75824 > .item-1 { ширина: 100%!важно; }} ]]> item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 75% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 100% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 100% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 100% !важно; }} ]]>
item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 1450 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 75% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 100% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-0 { ширина: 100% !важно; }.items-block-bfbfe6f0-cda6-4a28-916d-a4466c45b7a9 > .item-1 { ширина: 100% !важно; }} ]]> items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 75% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 100% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 100% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 100% !важно; }} ]]>
items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 75% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 25% !важно; }} @media (максимальная ширина: 960 пикселей) {.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 100% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 100% !важно; }} @media (максимальная ширина: 660 пикселей) {.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-0 { ширина: 100% !важно; }.items-block-a9ee493d-506e-4711-8f0d-dd4121a1c497 > .item-1 { ширина: 100% !важно; }} ]]>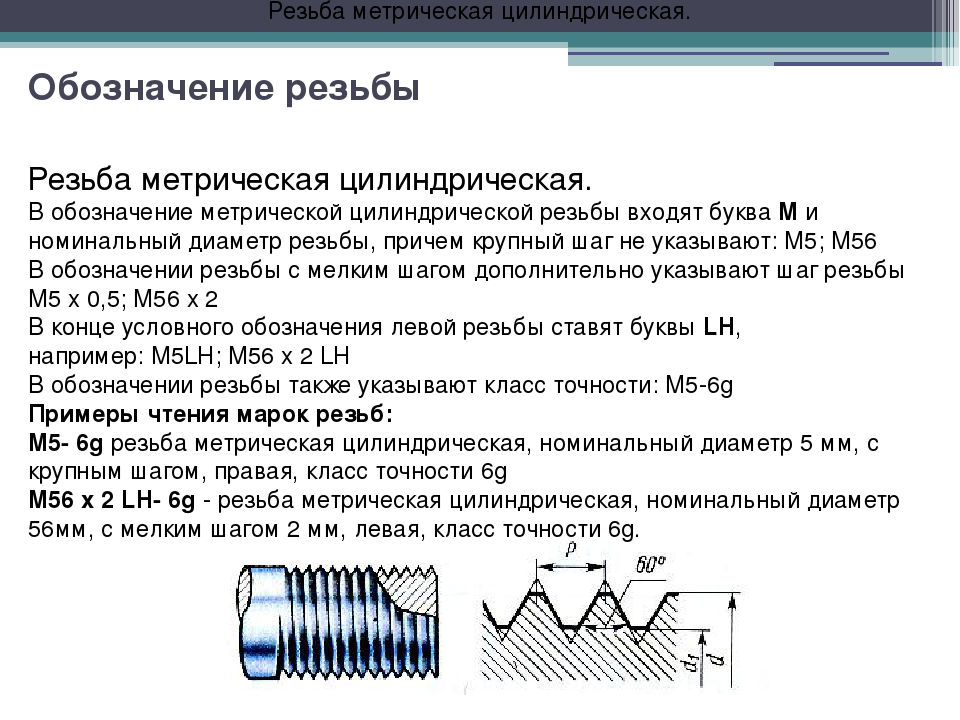 20.1
20.1  Начнем!
Начнем! 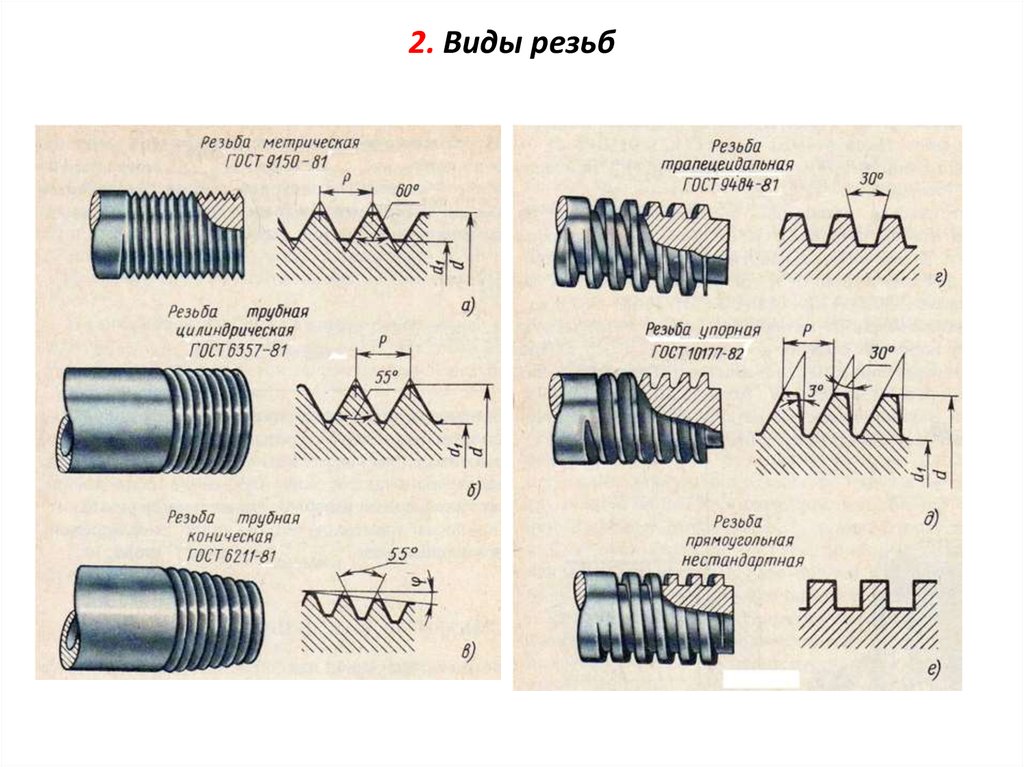 25 дюймов) на нитеобрезателях.
25 дюймов) на нитеобрезателях. 1/4
1/4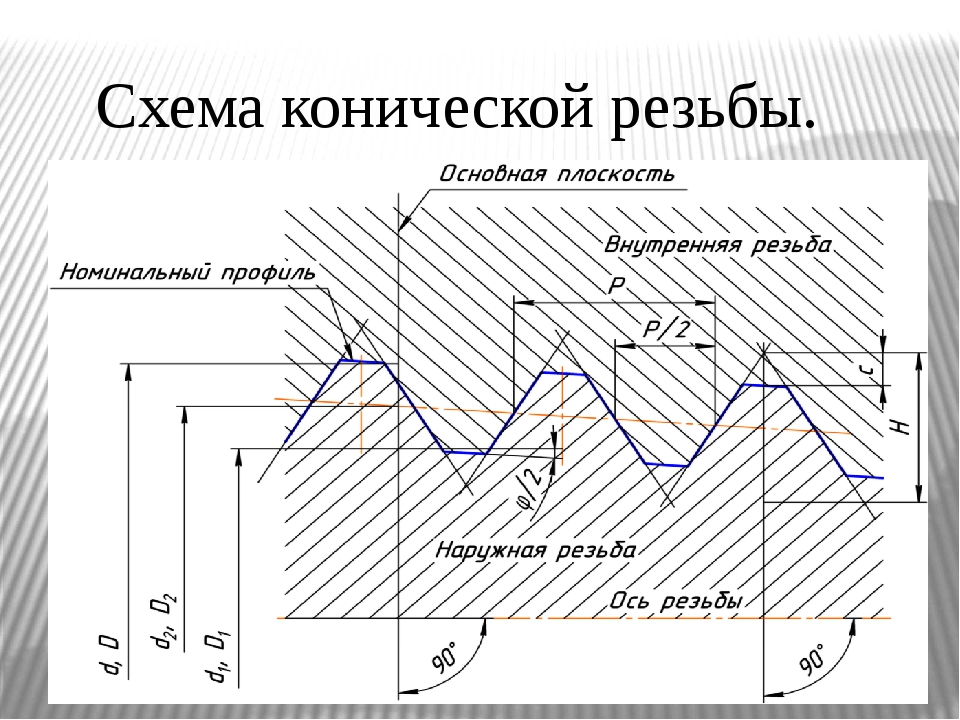 1/2
1/2 1/2
1/2