Чем метрическая резьба отличается от дюймовой: Шаг метрической и дюймовой резьбы
основные параметры, способы нарезки, маркировка
Одна из технологий соединения различных деталей — нанесение резьбы. Резьба — чередующиеся винтовые выступы и впадины, расположенные внутри и снаружи детали. Чтобы соединить два резьбовых объекта, один из них с помощью выступов вкручивается в другой по линии впадин. Различают несколько вариантов резьбовых соединений, а одной из самых популярных технологий является дюймовая резьба. Но как наносится дюймовая резьба ГОСТ на заготовку? Какими инженерными особенностями обладает эта технология нарезки? И как расшифровать маркировку на запчасти? В статье эти вопросы будут рассмотрены.
Содержание
- 1 Основные сведения
- 2 Чем отличается от метрической резьбы
- 3 Способы нарезки
- 4 Как читать маркировку
- 4.1 Расшифровка кода
- 4.2 Примеры маркировки
- 5 Заключение
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Чем отличается от метрической резьбы
- Резьбовые гребни у дюймовой резьбы являются более острыми в сравнении с метрическими гребнями. Связано это с тем, что угол между плоскостью детали и гребнем составляет 54-55 градусов (тогда как у метрических деталей он равен 60 градусов).

- Из-за более острого угла наклона изменяется также профиль резьбовых гребней. У дюймовых деталей гребни являются более длинными, но менее широкими. Тогда как метрический профиль обладает обладает более сбалансированной формой гребней (они более широкие и менее длинные).
- Разница профилей делает невозможным соединение деталей с метрической и дюймовой резьбой. Вкручивание отдельных запчастей приведет к повреждению стенок деталей, а само резьбовое соединение будет очень хрупким. У соединения будет отсутствовать герметизация, что может привести к подтеканию и растрескиванию труб при транспортировке жидкостей.

Стандартная резьба маркируется с помощью метрических единиц измерения (миллиметры, сантиметры, метры). На объекты с дюймовой резьбой могут наноситься измерения, выраженные в дюймах. Дюйм — это неметрическая единица измерения длины. Ее используют в государствах, которые используют английскую систему мер. Основные страны — Великобритания, США, Канада, Новая Зеландия, Австралия и другие. Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
Дюймы можно перевести в обычные метрические единицы измерения, а 1 дюйм равен 25,4 миллиметров. Дюймы имеют специальное обозначение в виде двух насечек (») — это символ ставится после указания количества дюймов. При необходимости можно перевести дюймы в миллиметры и обратно. Алгоритм перевода:
- Если нужно перевести дюймы в миллиметры, то нужно умножить количество дюймов на число 25,4. Скажем, диаметр сечения трубы составляет 2,5 дюйма. Для перевода дюймов в миллиметры нужно умножить 2,5 на 25,4 — мы получим 63,5 сантиметра.
- Если нужно перевести сантиметры в дюймы, то следует количество миллиметров разделить на число 25,4. Скажем, длина шурупа составляет 40 миллиметров. Для перевода сантиметров в дюймы разделим 40 на 25,4 — мы получим приблизительно 1,57 дюймов.
Способы нарезки
Дюймовая резьба может наноситься практически на любые цилиндрические или конические детали. Это могут быть трубы, болты, специальные заготовки и так далее. Основные способы нарезки:
- Ручная нарезка. При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
- Применение токарных станков. В таком случае обработка выполняется с помощью нарезного резца, который можно использовать для создания внешней или внутренней резьбы. Станки обычно имеют крупные габариты и электрическое питание, что делает их не слишком мобильными. Для нарезки заготовка фиксируется в патроне станка, а резец вставляется в суппорт. После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
 При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки).
При таком способе обработки нарезка осуществляется с помощью метчика или плашки. Главным плюсом технологии является высокая мобильность методики. Рабочему не нужно нести заготовку в цех для нарезки — можно взять с собой весь необходимый инструмент, чтобы выполнить нарезку на месте. Для нарезки рекомендуется зафиксировать заготовку в тисках. Потом нужно надеть плашку на конец трубы либо вставить метчик во внутреннюю часть трубы. После этого нужно провернуть инструмент для создания внутренней или внешней резьбы на детали. Чтобы упростить работу, рекомендуется использовать плоскогубцы или похожее оборудование. При необходимости ручную нарезку можно выполнить в несколько заходов (это увеличит качество обработки). После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.
После включения станка выполняется нарезание детали, а с помощью суппорта регулируется скорость работы, направление подачи резца. Современные токарные станки могут оборудоваться панелью ЧПУ, что позволяет автоматизировать ряд процедур и упростить задачу рабочему.Каждая из технологий обладает своими плюсами и минусами. Ручную нарезку рекомендуется использовать в случае небольшого количества деталей (домашнее производство или небольшая мастерская). Токарная нарезка подойдет для крупных или средних производств с высокой производственной загруженностью. Перед проведением работ необходимо оценить параметры изделия (толщина, жесткость, габариты). В случае больших крупногабаритных деталей рекомендуется станковый способ обработки, поскольку ручная нарезка может быть невозможна по объективным причинам (рабочий будет быстро уставать, что снизит скорость нарезки).
Как читать маркировку
По ГОСТ на все резьбовые детали должна быть нанесена специальная маркировка, которая отражает ее существенные технические особенности. Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка отражает диаметр детали, направление резьбы и другие параметры. Маркировка должна наноситься на саму деталь либо на упаковку с однотипными деталями. При изготовлении чертежа какой-либо резьбовой запчасти, маркировочный код должен наноситься и на чертеж. В случае изготовления резьбовых запчастей на продажу маркировка должна проставляться на упаковках, однако в сопроводительной документации маркировочный код можно не указывать (код указывается в добровольном порядке по согласованию с покупателем).
Маркировка представляет собой буквенно-числовой код фиксированной структуры. Код выглядит так: T1 T2 X Y1 Y2 — Z.
Расшифровка кода
Расшифровывается код следующим образом:
- T1 — параметр отражает категорию резьбовой запчасти. Параметр может принимать несколько значений — M (метрическая резьба), MK (коническая), Tr (трапециевидная однозаходная), S (упорная однозаходная), G (трубная цилиндрическая) и некоторые другие.
- T2 — параметр обозначает внешний диаметр запчасти. Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
- X — символ-разделитель, который не несет дополнительной нагрузки. Согласно ГОСТ символ X должен быть нанесет на запчасть в обязательном порядке. Хотя некоторые производители игнорируют это правило, считают символ X избыточным, что является нарушением сертификационного законодательства (как российского, так и международного).
- Y1 — ширина резьбового шага. Де-факто этот параметр отражает ширину одного витка резьбового слоя. Параметр почти всегда указывается в миллиметрах (как на метрических, так и дюймовых деталях). В редких случаях параметр Y1 может указываться в дюймах (скажем, на старых запчастях), однако в таком случае число должно обязательно содержать вспомогательный символ в виде двух засечек » (он указывает на дюймы).
- Y2 — направление резьбового винта. Параметр может принимать только одно значение: если резьба является левой, то Y2 принимает значение LH. Если резьбовой винт имеет правое направление, то в таком случае символ Y2 остается пустым (то есть он пропускается и не указывается). На некоторых старых запчастях правый резьбовой винт иногда указывался в виде символа RH, однако сегодня такое обозначнение практически не используется.
- — — еще один символ-разделитель, который не имеет собственного смысла. Задача символа — отделение главной части кода от параметра Z. Так как употребление параметра Z является факультативным, то символ-разделитель может опускаться при отсутствии Z. Некоторые производители используют параметр Z, но опускают символ-разделитель — это является нарушением сертификационного законодательства.
- Z — параметр указывает на класс точности нанесенного резьбового винта. Параметр может принимать несколько множество значений — 4k, 6h, 6g, 6E, 8G, 8D и другие. Чем меньше цифра-индекс в начале кода, тем точнее качество резьбы. Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
 Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
Для метрических (M), конических (MK), трапециевидных (Tr), упорных (G) деталей параметр T2 указывается в миллиметрах; для дюймовых (G) — в дюймах. Иногда рядом с параметром T2 может указываться символ в виде двух насечек » — это указывает на то, что единицами измерения являются дюймы. Напомним: 1 дюйм — это 25,4 миллиметра.
 Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.
Буква-индекс в конце кода указывает на категорию возможного отклонения резьбового соединения. Если указана большая буква-индекс, то речь идет о выпуклых деталях; если указана маленькая буква — об отверстиях. Обратите внимание, что употребление символа Z согласно ГОСТ является факультативным, а множество современных компаний его не указывают. При отсутствии параметра Z не указывается также знак — (разделитель), однако при наличии Z разделитель указывается в обязательном порядке.Примеры маркировки
Чтобы разобраться в маркировке, рассмотрим несколько примеров:
- Дана запчасть с маркировкой MK35 x 5 LH 8G. Расшифровка кода выглядит так. Код MK указывает на коническое резьбовое соединение, внешний диаметр которого составляет 35 миллиметров. Ширина резьбового шага составляет 5 миллиметров, а наличие кода LH указывает на левое направление винта. Категория точности составляет 8G; число 8 указывает на грубое винтовое соединение, а большая буква сигнализирует о том, что резьба является внутренней.
- У нас есть объект с маркировкой G 1» x 2 8g. Символ G в начале кода указывает на дюймовую резьбу, а внешний диаметр составляет 1 дюйм (25,4 миллиметров), что можно понять по символу в виде двух насечек. Число 2 после символа-разделителя X указывает, что ширина шага составляет 2 миллиметра. В коде пропущен символ Y2 — это значит, что резьба является правой (если бы она была левой, то были бы указаны буквы LH). Класс точности — 8g; тип соединения — внутреннее, грубое.
- Мы купили трубу с резьбовым соединением M40 x 4 LH 4g. Расшифруем код. M40 — метрическая резьба, диаметр которой составляет 40 миллиметров. Резьбовой шаг — 4 миллиметра; винтовое направление — левое (есть символ LH). Класс точности соединения — 4g; тип — внутреннее, точное.

Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
Используемая литература и источники:
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н. , Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.
 , Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
, Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.Поделиться в социальных сетях
шаг, отличие от метрической, нарезка
Дюймовая трубная резьба нарезается только на металлических трубах или используется в производстве пластмассовых и металлических фитингов разборного типа. Во всех остальных резьбовых соединениях, используемых в «народном хозяйстве», практикуются иные разновидности резьбы. Словом, в наши дни (и в нашей стране) «дюймы» встречаются только в трубопроводах.
И в данной статье мы познакомим наших читателей не только с параметрами, которыми характеризуется дюймовая резьба трубная, но и со способами «нарезки» такой резьбы на внутренней и внешней поверхности труб и фитингов. Кроме того, в материале будут перечислены отличия между дюймовым и трубным вариантами.
Содержание
- Характеристики дюймовой резьбы
- Метрическая и трубная резьба – в чем отличие?
- Определение шага трубной резьбы и промер ее диаметра
- Способы нарезки дюймовой резьбы
Характеристики дюймовой резьбы
Нормативный документ, в котором описывается цилиндрическая трубная дюймовая резьба – гост 6357-81 – настаивает на том, что главными характеристиками такой резьбы является ее диаметр и ее шаг. Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
Причем под диаметром резьбы понимают либо расстояние между противоположными верхними точками, лежащими на вершинах резьбовых гребней (наружный диаметр), либо расстояние между противоположными нижними точками, лежащими на впадинах резьбовой канавки (внутренний диаметр). Разница этих диаметров определяет высоту профиля резьбы.
Следующая характеристика шаг трубной резьбы определятся, как расстоянием между двумя соседними впадинами или двумя соседними гребнями. Причем шаг у резьбы, всегда один и тот же, как его не меряй. Ведь расстояние между витками должно быть стабильным. Иначе мы не сможем подобрать пару (гайку или болт) под резьбовое соединение.
Метрическая и трубная резьба – в чем отличие?
Необходимо сказать, что формулируя ключевые характеристики метрической резьбы – шаг и диаметр – используют те же определения. Ведь отличий между метрической и дюймовой резьбой не так уж и много. Так, к наиболее заметным отличиям, выделяющим дюймовый вариант, относят еще и форму профиля резьбового гребня.
У дюймовой резьбы такой профиль выглядит более «острым» — верхний угол «исходного треугольника» резьбового профиля равняется 55 градусам.
Кроме того, помимо формы профиля, трубная резьба метрическая отличается от трубного варианта еще и исчислением размеров шага и диаметра. Ведь у метрического варианта все размеры исчисляются в миллиметрах. Ну, а шаг и диаметр трубного варианта вычисляется в дюймах. Причем совсем не в тех дюймах, которые соответствуют 2,54 сантиметра, а в особых, трубных дюймах, соответствующих 3,33 (а точнее 3,3249) сантиметра.
Размеры дюймовой резьбы
Причем на такой необычной системе исчисления размеров настаивает основной нормативный документ, которым описывается резьба дюймовая трубная – гост 6357-81. В этом сборнике стандартов указаны не только целые, но еще и дробные значения «трубных дюймов». Например, один из сортаментов трубной резьбы обозначается, как ¾ дюйма, что соответствует почти 25 миллиметрам.
Шаг резьбы в «трубном» исполнении считают не в миллиметрах, а в нитках – количестве канавок, нарезанных на одном дюймовом мерном отрезке трубы. Например, у обычных водопроводов есть всего два варианта «шага» резьбы: на 11 ниток (соответствует метрическому шагу в 2,31 мм.) и на 14 ниток (соответствует метрическому шагу около 1,8 мм).
Разумеется, такие причудливые системы исчисления шага и диаметра немного затрудняют процесс определения данных величин.
Определение шага трубной резьбы и промер ее диаметра
При определении диаметра и промере шага трубной и метрической резьбы мы использует одни и те же инструменты: калибры, гребенки (резьбомеры) и механические измерители (штангенциркули, микрометры и так далее). Поэтому промер этих параметров будет реализован по тем же самым правилам и в «метрическом», и в «трубном» вариантах.
В качестве калибра можно использовать муфту или штуцер, на которых нарезана наружная или внутренняя резьба с известными параметрами. Промер шага осуществляется просто: болт вкручивают в резьбу и, если процесс не вызвал затруднений, а сам болт сидит в трубе плотно, то диаметр и шаг резьбы в трубе считается определенным. В ином случае процесс повторяют со следующим калибром. До тех пор, пока в определении шага метрической резьбы или ее трубного аналога не будет поставлена финальная точка.
Промер шага осуществляется просто: болт вкручивают в резьбу и, если процесс не вызвал затруднений, а сам болт сидит в трубе плотно, то диаметр и шаг резьбы в трубе считается определенным. В ином случае процесс повторяют со следующим калибром. До тех пор, пока в определении шага метрической резьбы или ее трубного аналога не будет поставлена финальная точка.
Резьбомер «работает» еще проще. Его измерительные пластины похожи на набор пилочек. И эти пилочки нужно приложить к резьбе, нарезанной на трубе (или на ее внутренней поверхности). Если профиль пилочки совпал с профилем трубы – их оценивают «на просвет» — то резьба соответствует значению, указанному на пластине резьбомера. Штангенциркулем можно измерить лишь внешний диаметр резьбы. Микрометр годится для такой же операции. Поэтому лучшим инструментом для определения шага и диаметра резьбы являются калибры и резьбомеры.
Способы нарезки дюймовой резьбы
И метрическая резьба, и ее трубный аналог нарезаются на внутренней или внешней поверхности всего двумя способами: механическим и ручным. Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Ручной способ нарезания резьбы предполагает использование таких инструментов, как метчик и плашка. Причем с помощью метчика нарезают внутреннюю резьбу, а с помощью плашки – наружную.
Технология нарезки резьбы вручную реализуется следующим образом:
- Труба фиксируется в тисках, метчик вставляется в вороток, а плашка – в плашкодержатель.
- Далее, плашку надевают на трубу, а метчик вставляют в трубу. После чего, вращая рукояти воротка или плашкодержателя, ввинчивают или навинчивают метчик или плашку на трубу.
- В случае необходимости операцию повторяют несколько раз, постепенно прорезая тело трубы на глубину, равную высоте профиля резьбы.
Разумеется, нарезание наружной и внутренней резьбы происходит не одновременно, а последовательно. Впрочем, чаще всего, пользователя интересуют детали с односторонней резьбовой поверхностью – либо внутренней, либо внешней.
Механический способ нарезки резьбы выгладит проще:
- Трубу зажимают в патроне токарно-винторезного станка, в суппорте которого находится резьбовой резец.
- Станок включают, в трубе (или на трубу) делают фаску.
- После нарезки фаски к внешней или внутренней поверхности подводят резец и включают «резьбовую» подачу, предварительно настроив скорость перемещения суппорта.

Разумеется, и плашку, и метчик можно использовать и на станке, фиксируя инструменты или в передней или в задней бабке, но формирование резьбы резцом дает более качественный результат (при условии достаточной квалификации токаря).
Таблица резьб(метрическая) | Главные и второстепенные диаметры
Переключение навигации
Поиск
- сравнить продукты
Меню
Счет
- От Ли Лехнер
- 18 мая 2022 г.

Ниже вы найдете краткую справочную таблицу и более подробный список размеров метрической резьбы. В приведенной ниже таблице основное внимание уделяется основным диаметрам наружной резьбы и вспомогательным диаметрам внутренней резьбы. Мы включили изображение ниже, чтобы лучше показать эти области.
ТАБЛИЦА РЕЗЬБЫ (МЕТРИЧЕСКАЯ РЕЗЬБА)
| Простое обозначение резьбы | Обозначение резьбы | Шаг (мм) | Основной основной диаметр (наружная резьба) | Основной малый диаметр (внутренняя резьба) |
| М1 | M1x0,25 | 0,25 | 0,982 | 0,729 |
| М2 | М2х0,4 | 0,4 | 1,981 | 1,567 |
| М3 | М3х0,5 | 0,5 | 2,980 | 2,459 |
| М4 | М4х0,7 | 0,7 | 3,978 | 3,242 |
| М5 | M5x0,8 | 0,8 | 4,976 | 4,134 |
| М6 | М6х1 | 1 | 5,974 | 4,917 |
| М7 | М7х1 | 1 | 6,974 | 5,917 |
| М8 | М8х1,25 | 1,25 | 7,972 | 6,647 |
| М9 | М9х1,25 | 1,25 | 8,972 | 7,647 |
| М10 | М10х1,5 | 1,5 | 9,968 | 8,376 |
| M12 | М12×1,75 | 1,75 | 11.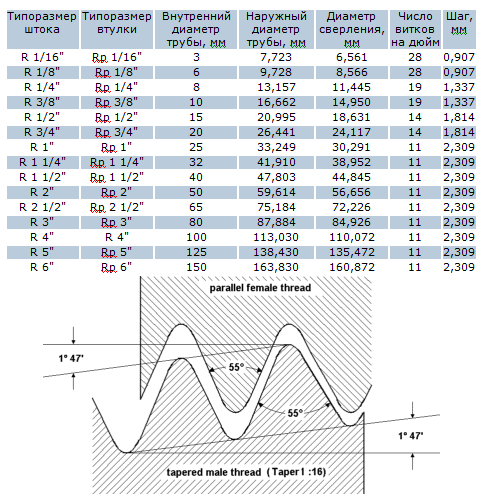 970 970 | 10.106 |
| М14 | М14х2 | 2 | 13.960 | 11.835 |
| М16 | М16х2 | 2 | 15,960 | 13.835 |
| М18 | М18х2,5 | 2,5 | 17,960 | 15.294 |
| М20 | М20×2,5 | 2,5 | 19.960 | 17.294 |
| M22 | М22х2,5 | 2,5 | 21.960 | 19.294 |
| M24 | М24х3 | 3 | 23.950 | 20.752 |
| М27 | М27х3 | 3 | 26.950 | 23.752 |
| М30 | М30×3,5 | 3,5 | 29.950 | 26.211 |
| М33 | М33х3,5 | 3,5 | 32,970 | 29.211 |
| М36 | М36х4 | 4 | 35,940 | 31.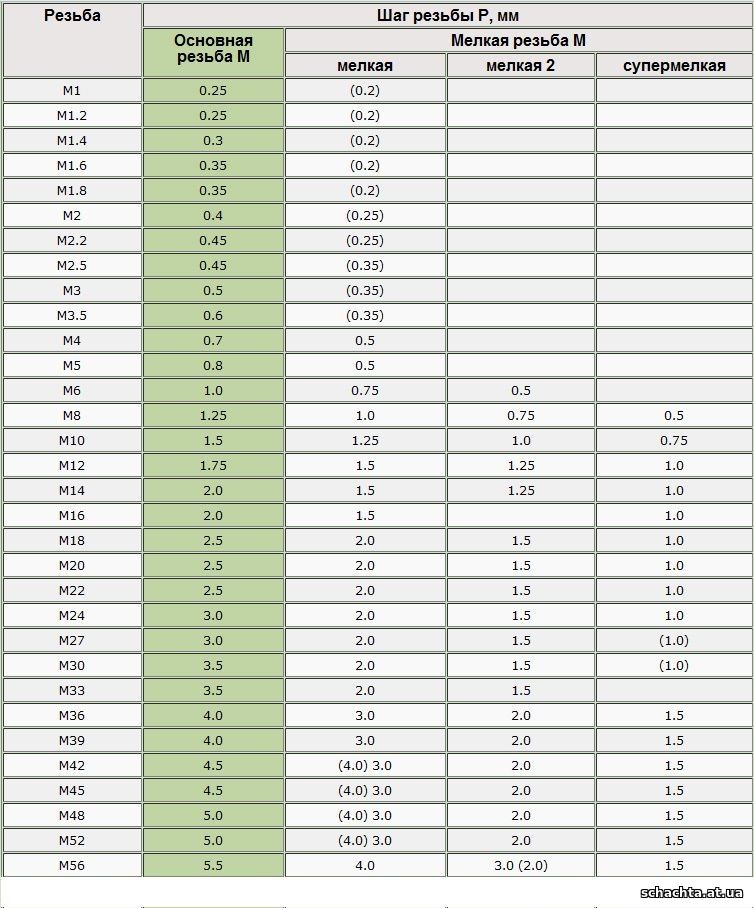 670 670 |
| М39 | М39х4 | 4 | 38.940 | 34.670 |
| М42 | М42х4,5 | 4,5 | 41,940 | 37.129 |
| М45 | М45х4,5 | 4,5 | 44.940 | 40.129 |
| М48 | М48х5 | 5 | 47,930 | 42,587 |
| М52 | М52х5 | 5 | 51,930 | 46,587 |
| М56 | M56x5,5 | 5,5 | 55,930 | 50.046 |
Загрузить полную таблицу размеров метрической резьбы
Укажите свой адрес электронной почты ниже, чтобы получить доступ к полной метрической резьбе PDF
Метрическая и стандартная
Основное различие между метрической и стандартной резьбой заключается в том, как указаны резьбы. Когда речь идет о крепежных элементах с резьбой, после измерения диаметра добавляется дополнительное измерение, называемое «шагом резьбы». Примеры стандартных застежек: 1/4–20, 1/4–28 и 3/8–16. Примерами метрических крепежей могут быть M6x1, M12x1,75 и M18x2,5.
Когда речь идет о крепежных элементах с резьбой, после измерения диаметра добавляется дополнительное измерение, называемое «шагом резьбы». Примеры стандартных застежек: 1/4–20, 1/4–28 и 3/8–16. Примерами метрических крепежей могут быть M6x1, M12x1,75 и M18x2,5.
Стандартный шаг резьбы — это количество витков резьбы на дюйм. Например, резьба 1/4-20 означает, что диаметр гайки или болта составляет 1/4 дюйма и что на дюйм приходится 20 витков резьбы.
Шаг метрической резьбы — это расстояние между витками резьбы. Например, резьба M18x2,5 означает, что диаметр гайки или болта составляет 18 миллиметров, а расстояние между витками составляет 2,5 мм.
Использование таблицы для выбора маскирующих колпачков и заглушек
Существуют различные причины, по которым вам может понадобиться обратиться к таблице, поэтому мы надеемся, что она оказалась для вас полезной! Здесь, в Echo, мы используем его, чтобы помочь специалистам по порошковой окраске, нанесению электронных покрытий, анодировщикам и наладчикам найти колпачок или заглушку правильного размера для их конкретного размера резьбы. Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Итак, вот несколько советов на случай, если вам это когда-нибудь понадобится.
Метрические болты | Cap It
Если вам нужно замаскировать болт с метрической резьбой, вам, скорее всего, понадобится защитный колпачок из силикона или каучука EPDM.
Простая версия поиска колпачка нужного размера заключается в том, что мы предлагаем найти колпачок с внутренним диаметром на 0,4–0,8 мм меньше, чем основной диаметр резьбы, которую вы маскируете. Для процессов, основанных на погружении, таких как электронное покрытие, вам нужно, чтобы крышка плотно прилегала.
Метрические отверстия | подключи это
Для конических плунжеров необходимо, чтобы малый диаметр точно соответствовал среднему диаметру плунжера (см.
Для обеспечения плотного прилегания необходимо выбрать заглушку на 0,8 мм больше, чем отверстие для заглушки.
О компании Echo Engineering
Компания Echo Engineering уже более 50 лет предоставляет промышленным отделочникам решения для маскировки. Мы специализируемся не только на стандартных вариантах из каталога, таких как ленты для порошкового покрытия, колпачки и заглушки, но также на разработке, проектировании и производстве индивидуальных решений для некоторых из самых известных в мире линий отделки металлов. Из-за этого мы часто тесно сотрудничаем с линиями покраски, чтобы помочь им найти способы маскировки резьбовых отверстий и болтов.
Если вам нужен раствор для маскировки или у вас есть вопрос, который вы хотели бы задать нам, пожалуйста, заполните форму ниже, и мы свяжемся с вами как можно скорее!
Вам также может понравиться…
Потоки Метрика
Поделиться:
Опубликовано в Порошковое покрытие, Маскирующие нити, Электронное покрытие и гальваническое покрытие
Категории
Последние сообщения
Разница между мелкой и стандартной резьбой
В чем разница между метрической резьбой ISO и метрической мелкой резьбой ISO?
Во-первых, давайте посмотрим, что у них общего. Оба типа резьбы являются метрическими и определены в ДИН 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Оба типа резьбы являются метрическими и определены в ДИН 13 . И стандартная резьба , и мелкая резьба имеют угол по бокам 60 градусов . Но если вы сейчас присмотритесь, то заметите решающие отличия.
Зачем вообще нужна метрическая мелкая резьба? И для чего он используется? Каковы преимущества и недостатки тонкой резьбы? Это то, что мы хотим выяснить вместе в этом сообщении в блоге. Приятного чтения!
Зачем использовать тонкую резьбу?
Существует так много типов потоков из-за различных функций типов потоков. Взгляните на метрическая мелкая резьба , это становится особенно очевидным. В чем разница между мелкой резьбой (MF) и более крупной стандартной резьбой (M) ?
В случае мелкой резьбы номинальный размер может иметь разный шаг. В связи с этим необходимо и предписано расширить обозначение на шаг резьбы.
Пример:
Обозначение стандартной резьбы M 10.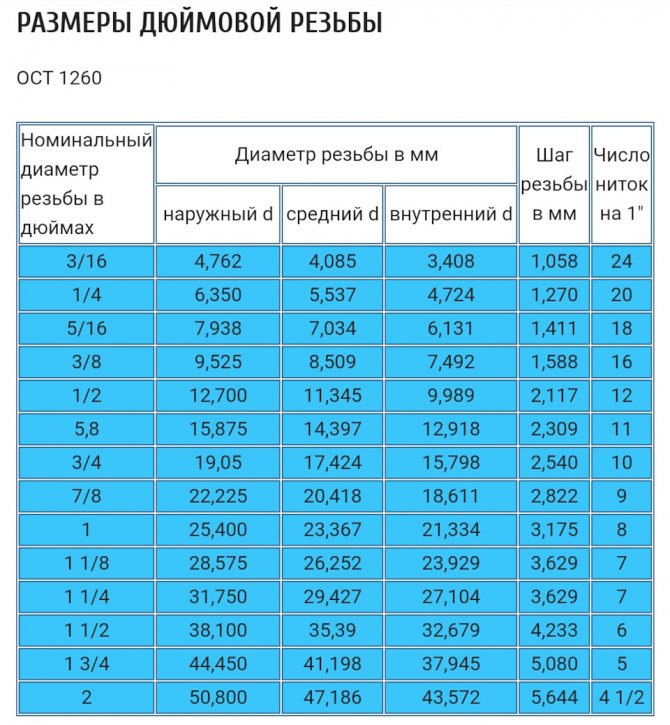 Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
Шаг 1,5 четко определен в стандарте DIN 13-1. Для мелкой резьбы М 10 возможны следующие шаги согласно DIN 13-2:
- M10 x 0,5
- М10 х 0,75
- M10 x 1
- М10 х 1,25
М10 с шагом 1,5 мм для стандартной резьбы
Метчик с мелким шагом резьбы М10 с шагом 1,5 и соответствующим калибром
М10 с шагом 1,00 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 1,00 и соответствующим калибром
М10 шаг 1,25 мм для резьбы с мелким шагом
Шаг резьбы Метчик с мелким шагом M10 с шагом 1,25 и соответствующим калибром
М10 с шагом 0,75 мм для резьбы с мелким шагом
Метчик с мелким шагом резьбы М10 с шагом 0,75 и соответствующим калибром
Чем меньше шаг, тем тоньше резьба. Однако из указания шага в обозначении нельзя сделать вывод, что это всегда мелкая резьба. Некоторые производители за рубежом иногда также указывают шаг в стандартной резьбе. Это может привести к большой путанице.
Это может привести к большой путанице.
При более узком профиле резьбы диаметр стержня меньше, а глубина резьбы меньше. Таким образом, наборы метчиков с метрической точностью состоят из предварительной и чистовой фрезы. Центральный метчик не нужен, потому что снимается меньше материала.
Преимущества тонкой резьбы
Так в чем преимущества? Благодаря более узкому профилю резьбы возможна более точная подача, например, с помощью измерительных инструментов, потому что вы покрываете очень небольшое расстояние за один оборот. У вас также более высокое контактное давление при том же крутящем моменте. Еще одним преимуществом является меньшая глубина резьбы. Если место для резьбы небольшое, например, в случае тонкостенных труб или коротких отрезков, то правильным выбором будет метрическая резьба. Резьба также имеет более высокий эффект самоблокировки. Это может сыграть роль, если резьбовые соединения подвергаются вибрациям. По этой причине метрическая мелкая резьба в основном используется для винтовых соединений с высокими нагрузками, которые также подвержены движениям.
Недостатки мелкой резьбы
Каковы недостатки? Этот тип резьбы очень чувствителен к загрязнениям и повреждениям. Из-за меньшей глубины резьбы их легче вырвать, в зависимости от типа нагрузки.
Краткий обзор различий
Ниже вы с первого взгляда найдете все основные различия между крупной и мелкой резьбой. Мы также еще раз суммировали преимущества и недостатки для вас здесь:
- Идентификация резьбы показана с шагом. За номинальным размером следует шаг. (МФ 10 х 0,75 )
- Номинальный размер может иметь различный шаг (MF 10 x 0,2 / MF 10 x 0,25 / MF 10 x 0,35 / MF 10 x 0,5 и т. д.)
- Более узкий профиль резьбы
- Больший диаметр сердечника
- Меньшая глубина резьбы
Преимущества мелкой резьбы:
- Более точная подача (например, с помощью измерительных инструментов)
- Более высокое контактное давление при том же крутящем моменте
- Требуется меньше места (например, тонкостенные трубки, глушители, оптические устройства)
- Менее чувствительны к вибрациям, более высокий эффект самоблокировки
Недостатки мелкой резьбы:
- Легкое загрязнение
- Легкий захват
- Чувствителен к повреждениям
- Легче вытащить
Стандартная резьба и мелкая резьба для дюймовой резьбы
Мелкая резьба встречается не только в метрической резьбе ISO.