Экструзионный акрил или литьевой для ванны: Какой акрил выбрать: литьевой или экструзионный
из экструзионного акрила или литьевого?
Если появилось желание обновить ванную комнату, естественно хочется, чтобы новая ванна была удобной, красивой и долговечной.
Акриловая ванна в таком случае будет отличным решением. Такие ванны самых разнообразных форм и расцветок сейчас можно приобрести во многих магазинах сантехники.
Однако, пытаясь найти ответ на вопрос, какая акриловая ванна лучше, отзывы можно встретить самые противоречивые. Есть мнения о недостаточной прочности акриловых ванн, неустойчивости к царапинам (замечено, что чаще такие сомнения высказывают люди, акриловой ванны дома не имеющие).
Содержание
- Что такое акрил для ванной
- Ванна из литьевого акрила
- Проверка акриловой ванны с помощью молотка — видео
- Чем отличается литьевой акрил от экструзионного акрила
- Ванны с акриловым покрытием
- Как отличить
Что такое акрил для ванной
Прежде всего, акрил – это не просто «пластмасса», а термопласт. При производстве в изначально прозрачный жидкий полиметилметакрилат (ПММА) перед стадией полимеризации добавляются присадки, препятствующие размножению бактерий, а также окрашивающие компоненты.
При производстве в изначально прозрачный жидкий полиметилметакрилат (ПММА) перед стадией полимеризации добавляются присадки, препятствующие размножению бактерий, а также окрашивающие компоненты.
Получается акриловый лист, из которого потом при нагреве формуется само изделие. Благодаря плотности и гладкости акрила ванна не покрывается налётом, легко моется обычными моющими средствами, не выцветает со временем и не приобретает неприятных «старых» оттенков.
Прочность качественного акрилового листа сравнима с прочностью чугуна. И наконец, гладкая поверхность акриловой ванны приятна на ощупь и не холодит кожу при контакте, в отличие от ванн металлических.
Казалось бы, если все ванны одинаково сделаны из такого замечательного материала, как акрил, выбор не сложен. Достаточно подобрать ванну подходящего размера, выбрать понравившуюся форму, цвет, и можно оплачивать. Однако разница в цене между моделями разных производителей может достигать 40-50%!
И зачастую ванна аскетичных классических форм стоит дороже, чем большая конструкция сложной формы. Объяснений продавцов, что более дорогая ванна произведена непосредственно в Европе, явно недостаточно. Тут требуется чёткий ответ, какая акриловая ванна самая качественная.
Объяснений продавцов, что более дорогая ванна произведена непосредственно в Европе, явно недостаточно. Тут требуется чёткий ответ, какая акриловая ванна самая качественная.
Ответ прост: разница в цене (и в качестве) заключается в различных технологиях производства акрилового листа, из которого сделана ванна.
По технологии производства материал для акриловых ванн бывает следующий:
- Литьевой однородный акрил;
- Экструзионный акрил;
- Комбинированный материал из одного из вышеприведённых акрилов и АБС-пластика.
В последнем случае львиной долей материала, из которого изготовлена ванна, является акрилонетрилбутадиенстирол (АБС). Акрил присутствует лишь в виде тонкого слоя на внутренней поверхности ванны.
Следует особо отметить, что все три перечисленных варианта являются вполне официальными технологиями, применяемыми в производстве изделий из сантехнического акрила. О контрафакте или подделке никакой речи не идёт.
Ванна из литьевого акрила
Самыми долговечными, но и самыми дорогими в производстве являются ванны из литьевого акрила.
В этом случае акриловый лист изготавливается по приведённой выше технологии из жидкой ПММА-основы путём полимеризации. Толщина листа варьируется в пределах 4-6мм.
Ванна из литьевого акрила имеет два слоя: непосредственно акрил и слой армирования. В более качественных изделиях армирование выполнено не из стекловолокна, а из полиуретанового композита.
Такие ванны обычно отличаются более простой формой изделия, так как не нуждаются в дополнительных рёбрах жёсткости, замаскированных под художественные изгибы.
Несомненным достоинством является высокая плотность материала, приятная гладкость поверхности, отсутствие микропор, где могут задержаться грязь и бактерии.
В случае появления царапин на поверхности, их значительно легче отремонтировать или просто зашлифовать. Поскольку литьевой акрил однороден, незначительное уменьшение толщины дна или борта ни к каким печальным последствиям не приведёт.
К недостаткам можно отнести цену. Ещё один недостаток спорного свойства: существует мнение, что литьевой акрил менее устойчив к ударам, чем акрил экструзионный.
Действительно, можно найти описание опытов, где в ванну роняли металлический груз весом 800гр, и экструзионный акрил выдерживал падение груза с большей высоты, а литьевой нет.
Но, извините, 800гр – это вес тяжёлого слесарного молотка, которым с таким же успехом можно расколоть чугунную ванну и безнадёжно покалечить стальную.
Проверка акриловой ванны с помощью молотка — видео
Как видно из видео, ванна с успехом проходит испытание, поэтому, считать ли считать ли акриловые ванны прочными или нет, решайте сами.
Чем отличается литьевой акрил от экструзионного акрила
Экструзионный акрил, это по сути тот же самый акрил, но листовой материал для изготовления ванн производится не методом полимеризации, а высокотемпературной прессовкой из акриловых гранул.
Такая технология значительно удешевляет стоимость, листы акрила получаются равномерной толщины и лучше формуются при производстве изделий. Материал в результате получается более пористый, чем литьевой акрил, хотя визуально отличить первый от второго не так легко.
Материал в результате получается более пористый, чем литьевой акрил, хотя визуально отличить первый от второго не так легко.
В данном случае ответственность за качество лежит даже не на производителе ванн, а на производителе листового акрила.
В ряде западноевропейских стран производство ванн и изделий из экструзионных материалов, контактирующих с кожей человека, запрещено. Однако следует оговориться, что в этих же странах из экструзионного акрила производятся поддоны для душевых кабин, душевые панели и экраны для ванн.
В Восточной Европе и Азии запретов на использование экструзионных материалов нет.
При выборе ванны из экструзионного акрила следует обратить внимание на производителя. Восточноевропейские фирмы выпускают вполне достойные качественные изделия из акриловых листов, произведённых в Европе.
В этом случае достоинством является большой выбор ванн разных форм и размеров, по цене ощутимо ниже изделий из литьевого акрила. При этом прочность и внешний вид ванны полностью соответствуют принятым стандартам.
Недостатком можно считать меньший, чем для акриловых ванн, сделанных литьевых способом, срок эксплуатации, заявляемый производителем – 4-5 лет.
Если же ванна произведена малоизвестной азиатской фирмой, при покупке следует быть особенно внимательным. Раз уж производитель пошёл по пути удешевления, нужно обратить внимание и на качество армирования, и на толщину материала, особенно в местах изгибов, и на конструкцию металлического каркаса.
А еще лучше попросить у продавца сертификат соответствия.
В целом, стоя перед выбором, экструзионный акрил или литьевой, можно сказать, что качественная ванна из экструзионного акрила – вполне достойное приобретение в плане баланса «цена-качество», но в абсолютных характеристиках несколько уступит литьевому.
Ванны с акриловым покрытием
Самыми недорогими являются ванны из сочетания АБС-пластика и акрилового напыления.
Тут во всю ширину рынка развернули плечи китайские и турецкие производители. К чести последних следует отметить, что производители и не пытаются преподносить свои изделия, как противовес западноевропейским брендам. Приемлемое качество, доступная цена.
Приемлемое качество, доступная цена.
Ванна из композита, при соответствующей толщине листа и качественном армировании, по прочности и удобству не уступит чисто акриловым аналогам.
Очевидным же минусом является тонкий слой ПММА-напыления. Акрил неустойчив к царапинам, его категорически не рекомендуется мыть с применением порошков и абразивных материалов.
Но если в первых вариантах, особенно рассматривая литьевой акрил, случайные царапины не нанесут изделию никакого вреда, то в случае с композитом возможно проникновение воды под акриловый слой, что со временем приведёт к появлению вздутий и микротрещин.
Однако, если композитную акриловую ванну использовать по назначению, аккуратно и грамотно за ней ухаживать, она прослужит долгие годы, ничуть не хуже, чем более дорогие аналоги.
Как отличить
К сожалению, неспециалист визуально отличить ванну сделанную по литьевой технологии от сделанной из экструзионного акрила не сможет.
Можно порекомендовать внимательно знакомиться с описанием конкретной модели ванны, а также не стесняться спрашивать у продавца сопроводительную документацию и сертификаты. Их отсутствие будет серьезным поводом для отказа от такой покупки.
Их отсутствие будет серьезным поводом для отказа от такой покупки.
Из перечисленных примеров несомненным фаворитом по качеству является ванна из литьевого акрила.
Производители ванн из экструзионного акрила с этим мнением не соглашаются, хотя большинство аргументов сводятся к фразам «почти не уступает», «сравнимые характеристики». При явном ценовом преимуществе качественная гонка за фаворитом продолжается.
И наконец, ванны из композитного материала. Можно сказать, что они прочно удерживают свою ценовую нишу и при аккуратном обращении отлично послужат.
Выбор есть, и это очень приятно.
Экструзионный акрил или литьевой для ванны: что лучше
Сантехника
Автор:
Что такое акрил для ванной
Акрил – полимер со сложным химическим составом. Используется для покрытия стальных, пластиковых, чугунных ванн. Позволяет получить белоснежную, блестящую поверхность.
Отлично скрывает мелкие дефекты, часто используется для обновления старых чаш.
Какие плюсы и минусы у акриловых ванн
Преимущества акриловых купелей:
- Эстетичность. Ванна имеет красивый внешний вид.
- Прочность, легкость. Вес чаши — 30 кг.
- Большой выбор оттенков. Самый распространенный — белый.
красная акриловая ванна
- Комфорт. Материал быстро нагревается от горячей воды, становится теплым.
- Поглощение шума. Материал поглощает шумы.
- Легкость установки дополнительного оборудования. Купель легко сверлится.
- Большой выбор форм. Материал пластичен, позволяет создать чашу любой формы.
- Прочность. Поверхность устойчива к царапинам, повреждениям.
- Нет необходимости в антискользящем покрытии: материал нескользкий.
Но имеются недостатки:
— Купель легкая, требует оборудования специального поддерживающего каркаса.
— Полимер не выдерживает высоких температур, деформируется при температуре выше 80 градусов.
— Купель требует бережного ухода. Ее нельзя чистить абразивными средствами, купать в ней животных.
Литьевой или экструзионный акрил – что лучше для ванны
На выбор ванны из литьевого акрила или экструзионного влияет цена изделия. Литой полимер качественнее, поэтому дороже. Экструзионный дешевле.
Для ванны лучше литой полимер: его характеристики выше.
Что такое литьевой акрил
Литой полимер – прочный материал для изготовления купелей. Изделие имеет два слоя: сам полимер и армирование. Толщина чаши — 4-6 мм.
Существуют ванны из литого акрила премиум класса. Для их производства используется полиуретановый состав. Они прочны, имею гладкую, ровную поверхность. Благодаря отсутствию микропор бактерии, грязь не задерживаются на поверхности.
Недостаток такого изделия — высокая стоимость.
Что такое экструдированный акрил
Полимер более популярен, чем литой, из-за меньшей стоимости.
Производят его следующим способом: изготавливают лист ПММА, отправляют под пресс, обрабатывают под давлением и высокой температуре, формируют чашу.
Недостатками полимера являются небогатый выбор форм, небольшой срок эксплуатации.
Разница между литым и экструдированным акрилом
Для ванны используются оба материала. Несмотря на внешнее сходство, они имеют отличия:
- Литой полимер может содержать красители, специальные добавки. На качестве материала они не отражаются.
- Чаши, произведенные литьевым методом, более прочные и долговечные.
- Литой полимер применяется в создании аквариумов, наружного остекления.
- Экструзионный производится методом прессовки. Купели из него получаются прочные, но пористые.
- Экструзионный — материал с высоким внутренним напряжением. Чаши из него более подвержены появлению трещин. У литого внутреннее напряжение низкое: купели сложно сломать.
Что общего между акрилом литьевым и экструзионным
Экструзионный акрил и литьевой были запатентованы в 1933 году. По своим характеристикам они превосходят другие виды пластиков.
Преимущества экструзионного акрила по сравнению с литьевым
Экструзионный материал по сравнению с литым имеет преимущества при производстве:
1. Его проще изготовить, чем литьевой полимер.
2. Он имеет низкую стоимость, внешне почти не отличаясь от литого.
3. Метод экструдирования позволяет получить листы длиной 4 метра (у литого – 3 метра). При создании заготовок снижается количество швов.
4. Одинаковая толщина листа. У литого материала она может изменяться на 30%.
Как правильно выбирать качественные акриловые ванны
При покупке ванны из литьевого акрила или экструзионного, важно обратить внимание на факторы:
- Толщина стенок. Чем она больше, тем дольше прослужит изделие. Если купель просвечивается насквозь, материал слишком тонком либо имеет некачественный состав.

- Запах. Качественная ванна не должны выделять резкий, неприятный запах.
- Сколы и трещины. Поверхность чаши не должна иметь механических повреждений.
- Покрытие должно быть ровным, гладким по всей внутренней полости изделия.
- Отсутствие шероховатостей, желтых или тёмных пятен.
- Рассмотрите срез изделия: если слоёв больше двух, такую модель лучше не покупать.
- Экран у качественной купели крепится на специальные защёлки. Если на болты или саморезе, модель плохого качества.

На вопрос о том, что же лучше: литой полимер или экструзионный — ответить сложно. Оба материала имеют свои преимущества, могут прослужить долгое время при правильном уходе и бережном отношении.
Похожие статьи
Почему стоит выбрать ванну из акрила? — СантехникСПб
Как известно, магазинов сантехники большое количество, и в каждом из них представлено множество различных ванн. Для обычного потребителя выбор ванны, возможно, будет нелегким делом, учитывая, что полной информации о различных видах ванн практически никто не предоставляет.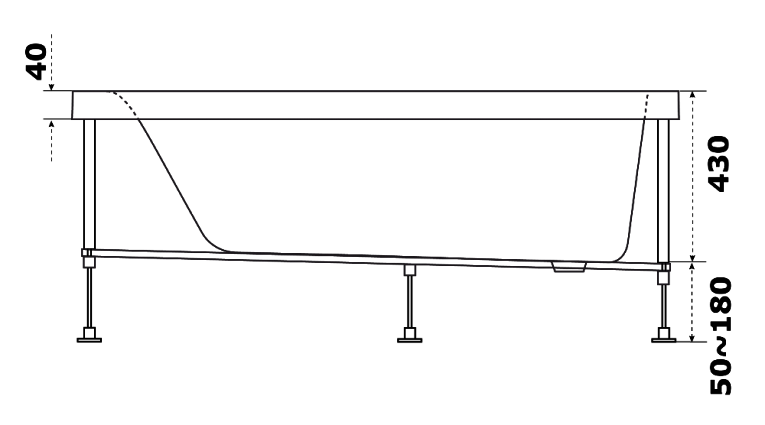 Торговых менеджеров можно понять, т.к. их задача – продать тот товар, которым располагает их магазин. А вот вопросом заботы об интересах самого покупателя мало кто озадачивается.
Торговых менеджеров можно понять, т.к. их задача – продать тот товар, которым располагает их магазин. А вот вопросом заботы об интересах самого покупателя мало кто озадачивается.
Я бы хотел исправить эту досадную ситуацию. Итак, я расскажу Вам, как выбрать хорошую акриловую ванну, которая прослужит долго и не потеряет свой товарный вид. Почему именно акриловую ванну, а не стальную или, например, чугунную?
1. Стальная ванна – пожалуй, не самый лучший выбор, поскольку вода при падении в нее из крана очень гремит, сама чаша ванны от перепадов температуры ощутимо деформируется, ну и остывает вода в ванне очень быстро. Это самый дешевый вариант, временное решение, если Вы снимаете квартиру или средств на хорошую ванну просто нет.
2. Чугунная ванна обладает, конечно, плюсами в виде полного отсутствия деформации при нагревании/остывании и самой большой устойчивости. Однако есть и минусы, с которыми сложно смериться, особенно если Вы делаете ремонт в ванной комнате не первый раз. Я имею ввиду сложность процесса очистки такой ванны, причем, чем старее ванна, тем больше труда необходимо будет потратить на придание ей чистоты.
Я имею ввиду сложность процесса очистки такой ванны, причем, чем старее ванна, тем больше труда необходимо будет потратить на придание ей чистоты.
3. Есть и другие виды материалов для изготовления ванн, например, литьевой мрамор или стекло, но я хотел осветить вопросы выбора бюджетного варианта, а стоимость ванн из этих материалов значительно выше среднего.
Итак, пожалуй, начнем с небольшого ликбеза относительно материала, из которого изготавливают акриловые ванны.
Акрил — это не вид пластика, как думают многие, а окрашенное оргстекло. Важной характеристикой этого материала является способ изготовления: литье или экструзия (процесс продавливания расплава материала через формующее отверстие).
Для качественной сантехники используется литьевой акрил, поскольку он менее пористый и более стойкий к механическим повреждениям. А вот экструзионный акрил более пористый и проще подвергается формовке. Выглядит это, как положительный момент, но на деле из такого акрила изготавливают те самые дешевые ванны, которые в настоящее время наводнили рынок. При покупке они выглядят точно также как и дорогие из литьевого акрила, однако через некоторое время различия между такими ваннами становятся очевидными:
При покупке они выглядят точно также как и дорогие из литьевого акрила, однако через некоторое время различия между такими ваннами становятся очевидными:
1. Всегда ли дешевле — значит лучше?
Почему дешевые акриловые ванны дешевы? Потому что при их производстве листы дешевого экструзионного акрила толщиной 1-2 мм склеиваются с листами дешевого же ABS пластика. Характеристики у ABS пластика почти схожи с акрилом, правда, цвет не такой белый, да коэффициент усадки немного отличается от акрила. Хорошие акриловые ванны изготавливаются из листа литьевого акрила толщиной минимум 5 мм. Зачем нужна такая толщина листа? При изготовлении ванны лист деформируется, растягивается для придания ему нужной формы, поэтому в местах деформации толщина листа уменьшается.
2. Толщина акрила имеет большое значение!
При изготовлении чаши ванны лист акрила нагревают для большей эластичности, придают необходимую форму и оставляют остывать. В чем же здесь различие между дорогими и дешевыми акриловыми ваннами? Дело в том, что при растягивании листа акрила для придания ему криволинейной формы ванны, в некоторых местах толщина листа может сокращаться вдвое. Если это литьевой акрил, то в этих местах останется вполне достаточные 2-3 мм. А если это экструзионный акрил, изначально значительно меньшей толщины?
Если это литьевой акрил, то в этих местах останется вполне достаточные 2-3 мм. А если это экструзионный акрил, изначально значительно меньшей толщины?
Вот и получается, что у дорогой акриловой ванны на изогнутых формах акрил достаточной толщины, а у дешевых – 1 мм низкокачественного пористого акрила, а остальную толщину дополняет дешевый ABS пластик. При возникновении царапин ванну из литьевого акрила достаточно заполировать, а вот при полировке царапины в дешевой ванне есть риск снять полировкой весь акрил в этом месте, до самого серого пластика.
3. Однородность материала гарантирует отсутствие трещин.
Поскольку литьевой акрил – материал однородный, то при нагревании он расширяется однородно. А вот листы экструзионного акрила с наклеенным на него ABS пластиком расширяются по-разному, что в скором времени приводит к трещинам на поверхности ванны. Особенно это заметно в местах крепления форсунок гидромассажной системы и вокруг сливного отверстия.
4. Поры собирают грязь и бактерии.

Одним из различий между дешевым и дорогим акрилом является, как я уже говорила, их пористость. Литьевой акрил гораздо менее пористый, что связано с технологией его производства. А это, в свою очередь, значительно влияет на сохранение внешнего блеска и цвета ванны.
Уже через полгода эксплуатации дешевая акриловая ванна пожелтеет и покроется несмываемым налетом грязи, поскольку очистить поры от грязи без использования абразивных чистящих средств (например, Пемолюкс) невозможно. А при их использовании появляются мелкие царапины и трещинки, вот и получается замкнутый круг. Практически любые загрязнения с литьевого акрила очищаются простой салфеткой из микрофибры. Более сложные пятна легко очистит недорогое спец. средство для акриловых ванн, которое, как правило, продается в тех же местах, что и ванны, либо в хозяйственных магазинах.
из экструзионного акрила или литьевого?
Как выбрать качественную акриловую ванну — вопрос, который неизбежно возникает при покупке сантехники, изготовленной из современных полимеров. Выбор моделей предлагается в огромном ассортименте от неизвестных фирм до маститых производителей, а ценовой диапазон шокирует шириной интервала. Чтобы купить настоящий акрил, а не его дешевый аналог стоит ознакомиться со всеми аспектами выбора.
Выбор моделей предлагается в огромном ассортименте от неизвестных фирм до маститых производителей, а ценовой диапазон шокирует шириной интервала. Чтобы купить настоящий акрил, а не его дешевый аналог стоит ознакомиться со всеми аспектами выбора.
Описание технологии производства акрилового камня
Состав акрилового камня включает минеральные наполнители (преимущественно мрамор), акриловые смолы и ряд вспомогательных компонентов, придающих определенную окраску и внутреннюю текстуру. Изготовление плиты или другого изделия из акрилового камня происходит в несколько этапов:
- подготовка компонентов заданных размеров (крупности) и их равномерное перемешивание;
- введение в смесь разогретого акрила, служащего основным связующим элементом;
- придание вязкой массе требуемой формы.
При получении камня применяют два способа – литьевой и экструзионный. Оба подхода позволяют получить материал с похожими эксплуатационными качествами.
Литой акрил более универсален за счет отсутствия внутренних напряжений и равномерного застывания.
Что такое акриловая краска
Акриловая краска это водный дисперсионный материал, в основе которого находится полиакрилаты, они отвечают за образование пленочного покрытия и производятся от акриловой кислоты. Так же как и иные виды водных смесей, их можно разбавлять, вносить в них пигменты, чтобы получить нужный оттенок, а когда они полностью высыхают, то становятся устойчивы к влажности и воде. Отсутствие в компонентах органических растворителей делает данное красящее средство безопасным для организма, как во время покрасочных работ, так и после. Поэтому их можно использовать для внутренней отделки, и их защитные характеристики от атмосферного влияния делает возможным их применение также снаружи помещения.
Отсутствие в компонентах органических растворителей делает данное красящее средство безопасным для организма.
Состав и характеристики
Эффективность красящих растворов напрямую зависит от входящих в их состав компонентов, они же определяют характеристики вещества. Далее подробно будет рассказано о них.
Далее подробно будет рассказано о них.
В состав акрил краски включены следующие компоненты:
- Мономеры акриловых сополимеров;
- Вспомогательные мономеры;
- Вода;
- Пигменты и наполнители;
- Функциональные добавки.
Первый указанный выше компонент является основой красящего вещества, вспомогательные мономеры, которые составляют 10%, добавляются для того, чтобы наделять краску специальными свойствами, и при необходимости менять их для того, чтобы создать лучший вариант для конкретного назначения. Таким образом, формируются прочность, твердость, эластичность, устойчивость к химическим повреждениям, качество сцепления с поверхностью.
Эффективность красящих растворов напрямую зависит от входящих в их состав компонентов, они же определяют характеристики вещества.
Пигменты и наполнители
Главная роль пигментов заключается в придании цвета краске, они также отвечают за качество укрывистости, сопротивляемости ультрафиолетовому излучению и иным погодным факторам.
Пигменты можно разделить на следующие типы:
- Органические;
- Неорганические;
- Природные;
- Синтетические.
Для придания акрилового цвета применяют соединения хрома, свинца, железа, для качественной белой краски используют диоксин титан, который обладает хорошей покрывающей плотностью за счет высокой степени светопреломления.
Органическими пигментами в красках пользуются не часто, они обладают большей яркостью, но менее устойчивы к погодным факторам и стоимость их больше.
Наполнителями чаще всего выбирают природные материалы: мел, доломит, тальк, кальцит, каолин, барит слюда. Лучше себя проявляют наполнители, имеющие кристаллическое устройство и способность хорошо отражать.
Главная роль пигментов заключается в придании цвета краске.
Функциональные добавки
Данные компоненты используются, чтобы обеспечить хорошие технологические и эксплуатационные качества. Они корректируют пленкообразовательный процесс, улучшают стойкость растворов к негативным влияниям окружающей среды, повышают срок эксплуатации. К таким компонентам относятся:
К таким компонентам относятся:
- ПАВы, эмульгаторы;
- Коалесценты;
- Стабилизаторы;
- Консерванты;
- Инициаторы;
- Пеногасители;
- Загустители.
Данные компоненты используются, чтобы обеспечить хорошие технологические и эксплуатационные качества.
Благодаря данным составным элементам краски обладают рядом характеристик:
- Экологичность и безвредность для человека. С краской можно спокойно работать, не используя средства защиты, она не выделяет каких-либо вредных испарений даже в нагретом состоянии;
- Прочность и износостойкость. Средство легко смыть водой в не засохшем состоянии, после полного высыхания ее уже невозможно смыть, кроме того она устойчива к уф-излучению, иным природным осадкам, и механически ее тоже сложно повредить;
- Парапроницаемость, позволяет «дышать» поверхностям;
- Эластичность, на ней не образуются трещины даже во время усадки домов;
- Универсальность, ею можно окрашивать множество видов поверхностей;
- Способность скрывать изъяны до 5 мм, отлично ложится;
- Богатый ассортимент цветовых решений, поверхности она придает приятный эстетический вид. В белую краску можно добавить необходимый цвет колера, чтобы получить желаемый оттенок. Продукция специальных колеров представлена также перламутровыми, золотистыми и серебристыми цветами, с эффектом хамелеона;
- Долгий срок службы. Может достигать 15 лет.
 В белую краску можно добавить необходимый цвет колера, чтобы получить желаемый оттенок. Продукция специальных колеров представлена также перламутровыми, золотистыми и серебристыми цветами, с эффектом хамелеона;
В белую краску можно добавить необходимый цвет колера, чтобы получить желаемый оттенок. Продукция специальных колеров представлена также перламутровыми, золотистыми и серебристыми цветами, с эффектом хамелеона;Средний расход краски 1 литр на 8 квадратных метров, но на него влияет ряд факторов: вид поверхности, условия окружающей среды, инструмент, выбранный для работы, и количество слоев.
С краской можно спокойно работать, не используя средства защиты.
Преимущества и недостатки
Акриловые красящие средства обладает большим количеством положительных качеств, но также у них есть несколько негативных свойств. Описание всех этих качеств будет приведено ниже.
В качестве преимуществ можно выделить:
- Не токсичность. Что позволяет использовать акриловые краски для стен детских комнат, больниц, детских садов;
- Пожаробезопасность. Это не воспламеняющийся лакокрасочный материал, некоторый производители добавляют в состав компоненты, которые не горят, и могут остановить горение;
- Быстрое высыхание. Окрашенное покрытие очень быстро высыхает. Но при работе важно учитывать рекомендации, указанные производителем на упаковке, так нанесение нескольких слоев может значительно увеличить время необходимое для сушки поверхности;
- Краски не источают неприятный запах, работа возможна без установки системы вентиляции, и без респиратора;
- Большая палитра цветов;
- Эластичность, укрывистость, красящее вещество хорошо распределяется на изделии, создает плотный слой, не трескается;
- Пропускание паров, что способствует сохранению в помещении естественного попадания воздуха. На ней не оседает пыль потому, что поры покрытия крайне малы;
- Возможность использовать как внутри помещений, так и снаружи. Она применима на дереве, металле, бетоне и других видах строительных и отделочных материалов. Также она совместима с другими видами покрасочной продукции;
- Стойкость к морозам. Акрил хорошо переносит воздействие низких температурных показателей. И может сохранять свой декоративный вид на морозе много лет;
- Ее можно мыть;
- Хорошее качество сцепление с поверхностями;
- Срок службы намного дольше, чем у алкидных и масляных растворов.
 Окрашенное покрытие очень быстро высыхает. Но при работе важно учитывать рекомендации, указанные производителем на упаковке, так нанесение нескольких слоев может значительно увеличить время необходимое для сушки поверхности;
Окрашенное покрытие очень быстро высыхает. Но при работе важно учитывать рекомендации, указанные производителем на упаковке, так нанесение нескольких слоев может значительно увеличить время необходимое для сушки поверхности;
Не токсичность краски позволяет использовать ее для стен детских комнат, больниц, детских садов.
Недостатки, которые все же есть у данного покрытия:
- Не стоит осуществлять покрасочные работы при температуре ниже +10 градусов;
- Хранить ее нужно в герметично закрытой емкости, иначе она быстро придет в непригодное состояние;
- Не самое дешевое средство;
- Плохая устойчивость к растворителям.
Хранить ее нужно в герметично закрытой емкости, иначе она быстро придет в непригодное состояние.
Сфера применения
Окрашивать акриловой краской можно практически любые виды поверхностей: деревянные, тканевые, керамические, стеклянные, бетонные, металлические, кирпичные, шлакоблочные, обойные, гипсокартонные, автомобили и другие.
Внутри помещений их используют для покраски стен и потолков. Специальными видами изделия также красят трубы водопровода, системы отопления, радиаторы.
Внутри помещений их используют для покраски стен и потолков.
Ее часто используют художники для создания картин. Их выбирают также часто, как и масляные краски. Они более яркие и долговечные. Удобны в творчестве потому, что легко стираются водой (до момента высыхания), если в рисунке присутствуют недочеты. Она может применяться для аэрографии, графики и других видов художественного творчества.
Акрил используется для фасадных поверхностей, ванных комнат, бань.
Удобны в творчестве потому, что легко стираются водой (до момента высыхания), если в рисунке присутствуют недочеты.
Экструзионная технология
Суть подхода заключается в «протягивании» готовой полимерной массы через отверстие, имеющее геометрическую форму. Смесь предварительно разогревается и равномерно перемешивается, чем поддерживается постоянство габаритов и технических характеристик. Данным способом обычно получают плоские плиты больших размеров и детали со сложным профилем.
Вспомогательные элементы
Производству экструзионного акрилового камня сопутствует применение комплекса устройств – экструдера и вспомогательных калибровочных валков. Последние строго поддерживают заданные размеры плиты и воздействуют на изделие после первичного придания ей формы.
Последние строго поддерживают заданные размеры плиты и воздействуют на изделие после первичного придания ей формы.
Нагрев материала и смешивание могут происходить одновременно или раздельно друг от друга. Постоянная гомогенизация вязкой акриловой массы позволяет сохранить ее свойства на протяжении всего цикла производства.
Подготовка сырья
Предварительная стадия по подготовке акриловой смеси заключается в приготовлении всех компонентов по отдельности и калибровке до получения частиц заданной крупности. Экструдер не рассчитан на работу с крупнодисперсным минеральным наполнителем, поэтому его размеры стараются ограничивать.
Смешивание компонентов происходит перед бункером загрузки в экструдер. Чтобы качество конечного материала было максимальным, смесь должна быть тщательно гомогенизирована. На всем пути прохождения сырья сохраняется повышенная температура, препятствующая образованию комков.
Оборудование
Основным механизмом является экструдер, рабочий цикл которого напоминает действие мясорубки. Схема устройства, из которой понятен принцип работы, показана на рисунке.
Схема устройства, из которой понятен принцип работы, показана на рисунке.
Вспомогательные элементы обеспечивают смешивание и нагрев сырьевой массы, а также ее подачу в экструдер. Валики регулируют размеры и форму полученной плиты, поддерживая минимальные отклонения от заданных габаритов.
Процесс экструзии
Расплав смолы с введенными в нее добавками попадает внутрь экструдера и перемещается шнеком к формовочной головке. При выходе из аппарата смесь выдавливается через отверстия и приобретает строгую форму, параметры которой поддерживаются частичным застыванием акриловой массы.
На фото изображен процесс работы, на оборудовании для производства изделий из акрилового камня
В зависимости от формы головки, можно получать сложные формы органического камня, ограниченные его естественной прочностью. Акриловый камень получают путем экструзии преимущественно в виде плоских плит.
«Секреты» акрила: технологические решения ванн
В магазинах и на сантехнических рынках можно встретить следующие варианты ванн:
- Подделка под акрил;
- Аналог акрила;
- Настоящий акрил.

Псевдоакриловая ванна. Это истинная подделка, которая походит на акриловую, но только внешне. Состоит данная конструкция из слоев стекловолокна, грунтовки и акриловой краски, которую после высыхания подвергают шлифовке. О долговечности и надежности изделия не стоит даже и говорить, а покупка его будет верхом неосмотрительности. Выявить подделку легко: неизвестный производитель и низкая стоимость ванны.
Почти акриловая ванна. Часто встречающийся в продаже вариант, отличающийся умеренной ценой и большим выбором дизайнов и модификаций. Производится методом экструзии двух полимеров: полиметилметакрилата (ППМА) и акрилонетрилбудатиенстирола (АБС-пластика). Наличие в наименованиях полимеров акриловой составляющей, а также схожесть с одноименным материалом позволяют называть изготовленные по данной технологии ванны акриловыми. Но по свойствам подобные изделия существенно проигрывают: они быстро царапаются, желтеют, их срок службы при повседневном использовании длится не более 3-4 лет.
Акриловая ванна – недешевое сантехническое оборудование, отличающееся высоким качеством поверхности и интересным дизайном. Изготавливается методом литья из полимера с названием метакрил, также его называют акрилан или просто акрил. Список достоинств ванн из настоящего акрила достаточно велик, что собственно и делает его таким популярным.
Фото: ustanovki.net
Необходимые компоненты
Литьевое производство требует акриловой смолы, неорганического наполнителя и красящих пигментов. Размеры неорганической части (гранита или мрамора) можно выбирать произвольно, поскольку они не влияют на процесс производства, как в экструзионном методе. Дополнительным компонентом смеси является мелкая неорганическая пыль, выполняющая роль подсыпки и облегчающая удаление акриловой плиты из формы для литья.
Подготовка сырья
В наиболее простой технологии производства литого акрила применяется заранее приготовленная и расплавленная смесь полиметилметакрилата с наполнителями и добавками. При более сложной и тонкой работе слои наносятся по отдельности, а подготовка сырья заключается в выборе оптимальных размеров частиц и их очистке от пыли и влаги.
При более сложной и тонкой работе слои наносятся по отдельности, а подготовка сырья заключается в выборе оптимальных размеров частиц и их очистке от пыли и влаги.
Какое оборудование используется
Осуществлять заливку органического камня можно в специальные формовочные ванны или самодельные формы из ДСП и подобных материалов. Для нагрева акриловой смеси применяются специальные печи, которые доводят смесь до кондиции без перегрева и разложения.
Ванна из литьевого акрила
Самыми долговечными, но и самыми дорогими в производстве являются ванны из литьевого акрила.
В этом случае акриловый лист изготавливается по приведённой выше технологии из жидкой ПММА-основы путём полимеризации. Толщина листа варьируется в пределах 4-6мм.
Ванна из литьевого акрила имеет два слоя: непосредственно акрил и слой армирования. В более качественных изделиях армирование выполнено не из стекловолокна, а из полиуретанового композита.
Такие ванны обычно отличаются более простой формой изделия, так как не нуждаются в дополнительных рёбрах жёсткости, замаскированных под художественные изгибы.
Несомненным достоинством является высокая плотность материала, приятная гладкость поверхности, отсутствие микропор, где могут задержаться грязь и бактерии.
В случае появления царапин на поверхности, их значительно легче отремонтировать или просто зашлифовать. Поскольку литьевой акрил однороден, незначительное уменьшение толщины дна или борта ни к каким печальным последствиям не приведёт.
К недостаткам можно отнести цену. Ещё один недостаток спорного свойства: существует мнение, что литьевой акрил менее устойчив к ударам, чем акрил экструзионный.
Действительно, можно найти описание опытов, где в ванну роняли металлический груз весом 800гр, и экструзионный акрил выдерживал падение груза с большей высоты, а литьевой нет.
Но, извините, 800гр – это вес тяжёлого слесарного молотка, которым с таким же успехом можно расколоть чугунную ванну и безнадёжно покалечить стальную.
Проверка акриловой ванны с помощью молотка — видео
 Удар молотком по ванне (www.santehimport.com)» src=»https://www.youtube.com/embed/BOTyHjLemA8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»>
Удар молотком по ванне (www.santehimport.com)» src=»https://www.youtube.com/embed/BOTyHjLemA8?feature=oembed» frameborder=»0″ allow=»accelerometer; autoplay; clipboard-write; encrypted-media; gyroscope; picture-in-picture» allowfullscreen=»»> Как видно из видео, ванна с успехом проходит испытание, поэтому, считать ли считать ли акриловые ванны прочными или нет, решайте сами.
Процесс литья акрилового камня
Наиболее простой подход к производству заключается в заливке расплавленной массы в форму, используя готовую смесь смолы и добавок. Более сложные пути создания искусственных плит состоят в послойном наполнении формы неорганической крошкой и смолой, формируя максимально похожую на естественный камень поверхность.
Первый вводимый слой состоит из мелкого минерального камня, который в дальнейшем облегчает отделение готового материала.
Внутренняя поверхность ванны (формы) может быть дополнительно смазана воском, упрощающим извлечение застывшей плиты. После введения первого слоя, крошку фиксируют небольшим количеством полиметилметакрилата, к которому добавляют слои неорганического наполнителя и расплав акрила.
Верх формы накрывается прессом, имеющим небольшой вес. Его должно быть достаточно для придания правильной поверхности, не продавливая вязкую массу через слабые места в формовочной ванне.
Завершающий этап
После застывания смеси деталь вынимают из формы и подвергают механической обработке. Резка акрилового камня осуществляется с использованием фрезы или пилы. Шлифовка производится лишь после окончательного затвердевания и охлаждения материала.
15 лучших акриловых ванн – Рейтинг 2021 года
Базовые характеристики акриловых ванн
- Материал и технология изготовления: Формование. Материал: экструзионный акрил (АБС / ПММА), на 90% состоит из АБС (технической термопластической смолы) и на 10% из ПММА (полиметилметакрилата). Лист прессуется под высоким давлением и температурой, после чего подвергается финишной обработке. Малозатратный процесс и высокая скорость изготовления объясняют доступную стоимость. Выбор форм изделия ограничен. Срок эксплуатации составляет от 3 до 5 лет. Литье. Материал: литьевой акрил (полиметилметакрилат). Производится путем заливки жидкого ПММА (с красителями и добавками) в форму. После извлечения материала из формы получается готовое изделие. Ванны из литьевого акрила более долговечны. На их гладкой поверхности не остаётся следов от механических повреждений.
- Толщина. Чем толще слой акрила на стенках ванны, тем дольше она прослужит: 2-3 мм обеспечит защиту до 4 лет, 4 мм слой — 7-летний срок эксплуатации, с акриловым покрытием 5-6,5 мм изделие прослужит до 12 лет.
- Метод армирования. Поверх акрилового покрытия наносится армированный слой, толщина которого определяет прочность продукции. Ее можно проверить, нажав рукой на дно и стенки ванной — при этом они не должны деформироваться. На прочной ванне не будут видны сколы и не появится ржавчина.
- Размеры. Оптимальные габариты ванны: 0,7 м от уровня пола, 0,5 метра глубиной, 0,8 м в ширину и от 1,5 до 1,8 м в длину.
 Срок эксплуатации составляет от 3 до 5 лет. Литье. Материал: литьевой акрил (полиметилметакрилат). Производится путем заливки жидкого ПММА (с красителями и добавками) в форму. После извлечения материала из формы получается готовое изделие. Ванны из литьевого акрила более долговечны. На их гладкой поверхности не остаётся следов от механических повреждений.
Срок эксплуатации составляет от 3 до 5 лет. Литье. Материал: литьевой акрил (полиметилметакрилат). Производится путем заливки жидкого ПММА (с красителями и добавками) в форму. После извлечения материала из формы получается готовое изделие. Ванны из литьевого акрила более долговечны. На их гладкой поверхности не остаётся следов от механических повреждений.
back to menu ↑
Лучшие производители акриловых ванн
Приобретая ванну, потребитель рассчитывает минимум на 10-15 летний срок эксплуатации. В попытках сэкономить можно совершить изделие низкого качества, которое будет прогибаться под весом пользователя, или же на поверхности которого в скором времени появятся сколы и следы коррозии.
Стоит обратить внимание на производителей акриловых ванн, которые присутствуют на рынке на протяжение многих лет, и продукция которых получила сертификаты Международной организации по стандартизации ISO.
Перечень ведущих производителей ванн из акрила:
- Roca Group (Испания) — группа компаний имеет свои торговые точки в 170 странах мира. Под маркой Roca в России выпускает свои изделия .
- Triton (Россия) — производитель использует новейшие технологии и предлагает изделия разного ценового уровня. Продукция отличается достойными техническими характеристиками, разнообразием форм (прямоугольная, угловая и асимметричная).
- 1Marka (Россия) — компания уделяет особое внимание оригинальному стилю изделий. При производстве используется высококачественный литьевой акрил из Германии.
- Cersanit Group (Польша) — крупнейший европейский холдинг по производству сантехники. При производстве используются новейшие технологии.
- Gemy (Германия) — один из ведущих европейских производителей. Изделия марки Gemy отличаются высоким качеством, надежностью и интересным дизайном.
- BelBagno (Италия) — работают по концепции «Красивые ванные комнаты — красивая жизнь». Гарантия производителя: 10 лет.
- OOO «Керамика» (Россия) — продукция производится под маркой Santek. Комплектующие поставляются из Европы. Изделия отличаются разнообразием форм и моделей, в том числе с гидромассажем.
- Ravak (Чехия) — на европейском рынке более четверти века. Производит ванны из литьевого акрила по доступным ценам. Рынок сбыта: Центральная и Восточная Европа. Продукция была удостоена премии Red Dot за оригинальный дизайн.
- Aquanet (Россия) — фирма работает на рынке сантехники более 10 лет. Компания уделяет особое внимание экологической безопасности своих изделий: мебели и сантехники для ванной комнаты. Качество не уступает европейскому, цена — демократична.
- Bas (Россия) — компания имеет производство в странах СНГ. Более 15 лет на рынке сантехники. Реализует продукцию в РФ, Беларуси, Казахстане и пр. Заводы оснащены оборудованием производства Италии и США. Модельный ряд насчитывает более 30 моделей.
- Акватек (Россия) — производят акриловые ванные на итальянских станках методом прессования од вакуумом. Оптимальное соотношение «цена-качество», высокая звуко- и теплоизоляция, легкость конструкций и простота монтажа.

 Рынок сбыта: Центральная и Восточная Европа. Продукция была удостоена премии Red Dot за оригинальный дизайн.
Рынок сбыта: Центральная и Восточная Европа. Продукция была удостоена премии Red Dot за оригинальный дизайн.back to menu ↑
Рейтинг лучших ванн
Ravak (Чехия)
Ванны чешского производства отличаются доступной ценой при самом высоком качестве изготовления. На производстве используется исключительно литьевой метод, но с применением двух различных технологий. Ванны из PMMA (акрилата) изготавливаются традиционным способом и армируются стекловолокном, что обеспечивает готовым изделиям необходимую жесткость, но не слишком влияет на удорожание продукции.
На производстве используется исключительно литьевой метод, но с применением двух различных технологий. Ванны из PMMA (акрилата) изготавливаются традиционным способом и армируются стекловолокном, что обеспечивает готовым изделиям необходимую жесткость, но не слишком влияет на удорожание продукции.
Акриловая ванна Ravak Rosa
Технология PU Plus, разработанная компанией, представляет собой усиление заготовки полиуретаном, который наносится с наружной стороны в три слоя. Такое усиление делает ванны не только жестче и прочнее, но и повышает их теплоемкость. Модели, изготовленные по данной технологии, идеально подходят для установки гидромассажных систем. К минусам можно отнести их вес (на 20% тяжелее, чем обычные ванны) и более высокую цену.
Ravak Avocado
Ванны Ravak обладают очень удобными формами и привлекательным дизайном. Ассортимент включает все виды моделей по типу конструкции и размерам – от компактных сидячих ванн до самых просторных категории XXL. Комплектация подбирается по желанию покупателя: это может быть хромотерапия, подводная подсветка, система дезинфекции и другие функции. Гарантийный срок для самой ванны составляет 10 лет, для гидромассажной системы – 2 года, гарантия на дополнительное оснащение – от 2 до 56 лет, в зависимости от вида.
Комплектация подбирается по желанию покупателя: это может быть хромотерапия, подводная подсветка, система дезинфекции и другие функции. Гарантийный срок для самой ванны составляет 10 лет, для гидромассажной системы – 2 года, гарантия на дополнительное оснащение – от 2 до 56 лет, в зависимости от вида.
RIHO (Чехия, Нидерланды)
Ванна RIHO
Компания RIHO имеет очень высокую репутацию в странах Европы, да и в России ее продукция очень востребована. Ванны изготавливаются методом литья из высококачественного акрила английского производства. Листы толщиной 6 мм идут на изготовление моделей вместимостью до 300 литров, листы 8 мм – для ванн больших размеров. Армирующим слоем служит стекловолокно с полиэфирной смолой, дно емкостей дополнительно усиливается.
NEO 150×150 полукруглая угловая акриловая ванна (RIHO)
Ванны RIHO имеют простой дизайн и очень удобную эргономичную форму. У всех моделей нескользкая поверхность, поэтому в использовании они абсолютно безопасны. Ванны небольших размеров хорошо держат форму и могут использоваться даже без металлического каркаса, что значительно упрощает установку. Модели с гидромассажем оснащаются устройствами осушения системы после использования ванны. Гарантийный срок составляет 10 лет на сами ванны и 2 года на гидромассажные системы.
Ванны небольших размеров хорошо держат форму и могут использоваться даже без металлического каркаса, что значительно упрощает установку. Модели с гидромассажем оснащаются устройствами осушения системы после использования ванны. Гарантийный срок составляет 10 лет на сами ванны и 2 года на гидромассажные системы.
Акриловая ванна LYRA RIHO
Roca (Испания)
Акриловые ванны этой марки входят в тройку лидеров по качеству и долговечности. Изготавливаются литьевым способом и методом экструзии, а сырьем служит высококачественный акрил французского производства. Толщина акриловых листов составляет 4-5 мм, что немного меньше, чем у чешских производителей, но в сочетании с трехслойным армированием готовые изделия получаются очень надежными и прочными. Каждая модель дополняется сборным металлическим каркасом и системой полуавтоматического перелива.
Испанская акриловая ванна Roca
Ассортимент состоит из нескольких различных серий, отличающихся дизайном и оснащением моделей. Есть ванны угловые, пристенные, отдельно стоящие, компактные и большие, от эконом до премиум-класса. На литьевые ванны дается гарантия 10 лет, на комбинированные изделия – 8 лет, на комплектующие – 2 года.
Есть ванны угловые, пристенные, отдельно стоящие, компактные и большие, от эконом до премиум-класса. На литьевые ванны дается гарантия 10 лет, на комбинированные изделия – 8 лет, на комплектующие – 2 года.
Акриловая ванна Roca Sureste-N
Kolpa San (Словения)
Самый широкий ассортимент и оптимальное соотношение качество-цена у акриловых ванн марки Kolpa San. На производстве постоянно внедряются технологические новинки, благодаря которым продукция приобретает еще большую надежность. Ванны из экструдированного акрила выполняются по уникальной технологии частичного нагрева, при котором обеспечивается максимальная равномерность материала по всей площади чаши. Для усиления донной части в акрил впаивается специально отформованный лист ДСП, что исключает образование воздушных карманов.
Kolpa San акриловая ванна Gloriana
Каждая модель комплектуется опорным каркасом и системой слива-перелива, по желанию покупателя подбирается фронтальная панель и дополнительное оснащение. Срок гарантии на саму ванну составляет 10 лет, систему перелива – 1 год, на гидромассажное оборудование – 3 года.
Срок гарантии на саму ванну составляет 10 лет, систему перелива – 1 год, на гидромассажное оборудование – 3 года.
Ванна акриловая Kolpa-San Amadis
Тритон (Россия)
Продукция этой марки присутствует на рынке уже давно, поэтому потребители успели оценить ее качество. Ванны изготавливаются из экструдированного акрила толщиной 5 мм. В качестве армирующего слоя используется стекловолокно с полиэфирными смолами. Производятся ванны по европейским технологиям на оборудовании из США, а значит, полностью соответствуют всем международным стандартам.
Ванны Тритон
Все модели комплектуются сборным каркасом из стального проката с цинковым покрытием. По желанию покупателя ванны дополняются выносными или встроенными смесителями, пультами управления, полуавтоматической системой перелива, подголовниками из полиуретана. Комплектующие имеют гарантийный срок 2 года, ванны – 10 лет.
Акриловая ванна Triton Виктория
1Marka (Россия)
Ванна 1 Marka
Практичные удобные ванны по приемлемой цене. Вся продукция изготавливается литьевым методом из акрила толщиной 4-6 мм. Модели отличаются эргономичной формой, имеют улучшенный стальной каркас с полимерным покрытием и оцинкованными шпильками. Для боковых съемных панелей разработан надежный и простой пружинный механизм, благодаря которому монтаж выполняется очень быстро. Бортики чаши усиливаются закладными из композитных материалов, в пристенных моделях присутствуют дополнительные крепежи.
Вся продукция изготавливается литьевым методом из акрила толщиной 4-6 мм. Модели отличаются эргономичной формой, имеют улучшенный стальной каркас с полимерным покрытием и оцинкованными шпильками. Для боковых съемных панелей разработан надежный и простой пружинный механизм, благодаря которому монтаж выполняется очень быстро. Бортики чаши усиливаются закладными из композитных материалов, в пристенных моделях присутствуют дополнительные крепежи.
Акриловая ванна 1Marka Modern
Компания выпускает широкий ассортимент акриловых ванн на любой вкус и кошелек. Среди дополнительных функций есть турборежим для гидромассажа, регулировка направления струй, защитная система от сухого пуска, хромотерапия и другие. Гарантийный срок на все модели составляет 10 лет, на гидромассажные системы – 2 года.
Radomir (Россия)
Компания Радомир одной из первых начала производство акриловых ванн в России и уже успела заслужить отличную репутацию качеством своей продукции. Ванны изготавливают исключительно литьевым способом, толщина акрилового слоя составляет 5-7 мм. Отличительной особенностью является универсальность моделей: базовый вариант со стандартным функционалом можно легко превратить в модель премиум-класса, установив дополнительное оснащение: аэромассажную систему, лампы для хромотерапии, оригинальную контурную подсветку и так далее.
Отличительной особенностью является универсальность моделей: базовый вариант со стандартным функционалом можно легко превратить в модель премиум-класса, установив дополнительное оснащение: аэромассажную систему, лампы для хромотерапии, оригинальную контурную подсветку и так далее.
Ванна Radomir
Популярные модели акриловых ванн
| Модель, производитель | Краткие характеристики |
Ravak Classic | Пристенная модель классической формы. Выполнена в современном стиле, укомплектована каркасом. Ручки и система перелива приобретаются отдельно. Гидромассажная система не предусмотрена, зато при желании можно установить аэромассаж. Вместительность 225 л, размеры 170х70х46 см |
Riho Neo | Угловая симметричная модель, выполнена в современном стиле. Ванна имеет встроенное сиденье, подлокотники, ножки, оснащена системой перелива. Ручки и каркас приобретаются отдельно. По желанию можно установить дополнительные функции: хромо и ароматерапию, систему дезинфекции, аэромассаж или контурную подсветку. Вместимость ванны 365 л, размеры 150х150х49 см Вместимость ванны 365 л, размеры 150х150х49 см |
Roca Sureste | Пристенная модель прямоугольной формы, выполненная в современном стиле. Ванна укомплектована каркасом, ручками, системой перелива, экраном. Внутренняя поверхность имеет антискользящее покрытие. Вместимость чаши составляет 218 л, размеры 170х70х45 см |
Kolpa San Vivo | Модель отдельно стоящая, круглой формы, укомплектована каркасом и системой слива-перелива. Ванна имеет современный дизайн, по желанию может дополнительно оснащаться гидромассажем, подсветкой, системой дезинфекции. Объем чаши 460 л, размеры 160х160х50 см |
Triton Бриз | Асимметричная модель пристенного типа. Укомплектована каркасом, подлокотниками, сливом-переливом. По желанию может оснащать системами гидро- и аэромассажа, подводной подсветкой. Внутренняя поверхность имеет антискользящее покрытие. Объем чаши 300 л, размер 150х95х47,5 см |
1MarKa Gracia | Пристенная асимметричная ванна изящной формы. Выполнена в современном стиле, укомплектована каркасом и встроенным сиденьем. Ручки и слив-перелив нужно приобретать отдельно. Модель очень удобна для пожилых людей и маленьких детей. Объем чаши 195 л, размер 160х95х49 см Выполнена в современном стиле, укомплектована каркасом и встроенным сиденьем. Ручки и слив-перелив нужно приобретать отдельно. Модель очень удобна для пожилых людей и маленьких детей. Объем чаши 195 л, размер 160х95х49 см |
Radomir Бергамо | Угловая асимметричная модель. В комплекте идет каркас, систему слива-перелива нужно приобретать отдельно. Толщина акрилового слоя 6 мм, объем чаши 300 литров, размер 168х100х50 см |
Плюсы и минусы акриловых ванн
К достоинствам акриловых ванн можно отнести следующие характеристики:
- небольшой вес: для доставки и монтажа не требуется большое количество человек, как для чугунной ванны;
- невысокая теплопроводность: температура воды в акриловой ванне сохраняется в течение часа. Это позволяет неспешно принять ванну, расслабиться и отдохнуть после напряженнного дня;
- благодаря гладкой поверхности чаши (без выступающих деталей и углублений) уход за изделием простой: достаточно протирать ванну ветошью;
- производители предлагают широкий выбор форм и цветов, а также оригинальный дизайн акриловых ванн;
- при незначительных повреждениях такие изделия легко отреставрировать, и такая реставрация не будет затратной.

К недостаткам конструкций из акрила можно отнести:
- невысокую прочность (акриловая ванна даже самого высокого качества по прочности уступает стальной или чугунной. Такие изделия нуждаются в дополнительном армировании в виде металлического каркаса).
Перед покупкой ванны важно ознакомиться с нюансами, связанными с эксплуатацией сантехнических акриловых изделий. Они легко подвергаются механическим воздействиям, на них остаются следы от ударов и от воздействия абразивных моющих средств. Максимальный срок эксплуатации акриловой ванны составляет от 10 до 12 лет.
back to menu ↑
Прочность конструкции и рамы
Прочность акриловой ванны во многом зависит от способа ее изготовления. То есть, ванна, которая была изготовлена по технологии цельного литья акрила ПММА, при полном наполнении водой способна сохранять свою изначальную форму. Если же ванна изготовлена из экструдированного двухкомпонентного акрила АБС/ПММА, то при полном наполнении ее стенки могут незначительно деформироваться. Главным образом здесь сказывается тонкий слой ПММА и толстый слой гибкого пластика АБС.
Главным образом здесь сказывается тонкий слой ПММА и толстый слой гибкого пластика АБС.
В независимости от используемого акрила, все ванны устанавливаются на специальную сварную или сборную металлическую раму, которая выполняет функцию основы и сдерживателя ванны от чрезмерной деформации при полном наполнении. При этом конструкция металлической рамы – каркаса, в какой-то степени также оказывает влияние на стоимость акриловой ванны.
Самый простейший каркас представляет собой сваренную или сборную на болтах металлическую «обрешетку», которая будет находиться непосредственно под дном ванны. То есть, такой каркас будет выдерживать вертикальное давление воды и вес купающегося человека, но усиливать боковые стенки он не будет.
Более сложный каркас под акриловую ванну, имеет в своей конструкции элементы, усиливающие боковые стенки сантехники, что в общей сложности может продлить эксплуатационный срок всей конструкции.
Но здесь также есть один момент который может помочь определить качество ванны. Каркас рамы имеет точки опоры (стойки и ножки). Чем больше таких стоек тем менее прочной является сама ванна. Если сама ванна качественная то рама имеет опоры только по углам.
Каркас рамы имеет точки опоры (стойки и ножки). Чем больше таких стоек тем менее прочной является сама ванна. Если сама ванна качественная то рама имеет опоры только по углам.
На что обратить внимание при выборе акриловой ванны для дома
При выбором той или иной модели следует прежде всего исходить из роста и комплекции ее будущего пользователя.
Стандартные габариты ванны составляют:
- ширина — от 80 см,
- глубина — 70 см,
- высота — минимум 65 см.
Форма сантехнического изделия должна гармонировать с формой помещения. Перед покупкой несложно проверить качество ванны: поверхность чаши не должна быть шороховатой, цвет должен быть ровным, дно и стенки не должны продавливаться при надавливании рукой. Однозначно, перед покупателем товар низкого качества, если чувствуется резкий запах пластмассы.
Стоит также запросить у продавца технический паспорт и сертификат качества на приобретаемую модель. Наличие этих документов является максимальной гарантией долгосрочной эксплуатации акриловой ванны.
Выбор размера и формы ванной
Ванна – это не просто сантехнический предмет гигиены, это так же то место, где можно расслабиться, отдохнуть и оздоровить свое тело. Да, давно уже доказано, что принятие ванн с определенными маслами, травами или минеральными добавками, благоприятно влияет на общее самочувствие и поднимает тонус. По этой причине, основной критерий при выборе акриловой ванны – это удобность.
Оптимальная высота ванны – 65-70 см от уровня пола. Это значение считается как бы «семейным», потому что предметом сантехники смогут пользоваться без труда как взрослые члены семьи, так и дети или подростки.
Оптимальная глубина – 50-60 см, рассчитывается от нижней плоскости чаши до уровня, где располагается переливное отверстие. В более «мелкой» ванне, уровень воды может не полностью покрывать тело лежащего в ней человека, а в более «глубокой» ванне, голова принимающего ванну человека может располагаться в не совсем удобном вертикальном положении.
Оптимальная ширина – 75-80 см, однако этот параметр так же зависит от роста и комплекции членов семьи. Например, полному, тучному человеку 75 см может быть мало. Это не беда, потому что в продаже можно вполне легко найти акриловую ванну шириной и 100, и 120 и даже больше сантиметров.
Оптимальная длина – 150-180 см, однако этот показатель напрямую зависит от конкретной модели сантехники и роста членов семьи. Что касается модели ванны, то при наличии в ее конструкции подголовника, для человека с ростом 180 см подойдет ванна длиной 165-170 см. Если же подголовник отсутствует в самой конструкции, например, конструкция – «эконом», то для человека с ростом 180 см выбирается ванна непосредственно по его росту – 180 см. Ниже вы можете видеть стандартные размеры длинны ванны и возможное положение тела при определенной длине.
Что же касается непосредственно формы ванны, то, условно, всю сантехнику можно разделить на продольную и угловую. Продольная сантехника устанавливается изголовьем или одной из боковых сторон вплотную к одной из стен ванной комнаты. Угловая ванна устанавливается непосредственно в угол ванной комнаты. При этом среди этих выделенных условных видов, встречаются модели акриловых ванн с самым невероятным и разнообразным дизайном.
Продольная сантехника устанавливается изголовьем или одной из боковых сторон вплотную к одной из стен ванной комнаты. Угловая ванна устанавливается непосредственно в угол ванной комнаты. При этом среди этих выделенных условных видов, встречаются модели акриловых ванн с самым невероятным и разнообразным дизайном.
Советовать какой-то определенный стиль в сантехнике здесь бессмысленно, так как у каждого свои индивидуальные предпочтения. Следует только отметить, что выбор формы ванны: прямоугольной, овальной, круглой, угловой будет зависеть от размера и планировки помещения в котором предполагается их установка.
Какая ванна лучше – акриловая или стальная? Сравнительный обзор
Оглавление
- Технология изготовления
- Метод экструзии
- Литьевой метод
- Сколько кг выдержит изделие?
- Характеристики, влияющие на срок эксплуатации
- Чем хорош акриловый вариант?
- Металлический каркас
- Необычный дизайн
- Длительный срок службы
- Достоинства и недостатки акрила
- Обзор стальной ванны
- Тепло и шумоизоляция
- Усиливающий каркас
- Разнообразие форм
- Достоинства и недостатки стального варианта
- Общая характеристика
- Чугун
- Слабые стороны чугунных ванн
- Стальные изделия
- Слабые стороны стальных ванн
- Видео инструкция
- Что лучше выбрать? Выводы
Технология изготовления
- Изготовление изделия методом экструзии
Технология производства акриловых купелей влияет на технические характеристики изделий. На сегодняшний день сантехника изготавливается из двух основных видов полимерных материалов:
На сегодняшний день сантехника изготавливается из двух основных видов полимерных материалов:
- Литьевой акрил;
- Синтез акрило-нетрилбутадиенстирола с полиметилметакрилатом (АБЦ).
Метод экструзии
Срок службы акриловой ванны из АБЦ-полимеров составляет примерно 4 года. Такая сантехника не отличается особой прочностью и износостойкостью. Толщина акриловой ванны составляет всего 2-3 мм, поэтому даже падение предмета весом всего в пару килограммов может нанести значительный ущерб покрытию.
Важно! Полимерные листы, которые используются в производстве сантехники, должны быть изотропными. Но достичь этого практически невозможно, если использовать метод экструзии.
Такие изделия не отличаются высокой стоимостью, поскольку надежность акриловых ванн, изготовленных таким способом, оставляет желать лучшего.
Литьевой метод
- Литьевой метод изготовления акриловой ванны
Свойства акриловых ванн, произведенных литьевым способом, радуют больше. Сантехника обладает отличной износостойкостью и прочностью. Во время производства, акриловые листы нагреваются до высоких температур, после чего им придают нужную конфигурацию.
Сантехника обладает отличной износостойкостью и прочностью. Во время производства, акриловые листы нагреваются до высоких температур, после чего им придают нужную конфигурацию.
При тестировании изделия выдерживают нагрузку до 600-700 кг! При этом не наблюдается деформации. Но и здесь толщина акрила в акриловых ваннах влияет на прочность сантехнического оборудования.
Толщина листов может быть различной от двух до пяти миллиметров. Отдельно стоит отметить купели из жесткого акрила, толщина стенок и днища в таких моделях составляет 25 мм. Сколько килограмм выдерживает акриловая ванна с такими характеристиками даже сказать трудно. Но производители утверждают, что оборудование с легкостью может выдержать вес четырех-пяти человек вместе с водой.
Сколько кг выдержит изделие?
- Стандартная ванна выдерживает нагрузку в 400-500 кг
Прочность акриловых ванн, которые предлагает современный рынок, достаточно высокая. В результате большого числа тестов, сделанных специалистами, выяснилось, что среднестатистическая ванна способна с легкостью выдержать нагрузку до 400-500 кг.
Но в данном вопросе важен такой фактор, как время, ведь никто не способен принять душ или ванну за минуту-две. Сколько выдерживает акриловая ванна, если на нее воздействовать грузом на протяжении длительного времени?
По данным исследований выяснилось, что сантехника, изготовленная литьевым способом, с толщиной стенок в 4 мм на протяжении получаса выдерживает нагрузку в 500 кг без необратимой деформации.
Важно! Прежде чем купить сантехнику, стоит выяснить из какого материала и по какой технологии изготавливалось оборудование. Если окажется, что ванна стоит подозрительно дешево, скорее всего, значительная нагрузка быстро выведет изделие из строя. Ведь хороший литьевой акрил просто не может стоить копейки.
Характеристики, влияющие на срок эксплуатации
- В комплекте с ванной идут опорные ножки и декоративный экран
Кроме толщины сантехники и прочности материала важными параметрами являются:
- температурная стойкость;
- конфигурация оборудования;
- количество опор.
Угловые модели с точки зрения нагрузки способны выдержать больший вес, чем конструкции стандартных форм.
Прочная ли акриловая ванна зависит и от числа ножек, на которые она устанавливается. Львиная доля нагрузки ложится на опоры, которые находятся под днищем. То есть, чем больше точек опоры ― тем устойчивее вся конструкция.
Как правило, в комплекте с сантехникой идет от 6 до 12 ножек. Если у вас есть возможность, сделать свой выбор в пользу оборудования с большим числом опор. Тогда нагрузка, создаваемая на ножки, будет незначительной.
Также нужно учитывать какую температуру выдерживает акриловая ванна. Стандартная сантехника спокойно переносит температуру воды в 80 градусов. Конечно, если в ванну выплеснуть ковш кипятка, с покрытием ничего не случится. Но если вылить ведро воды, на поверхности появятся пузырьки, от которых уже нельзя будет избавиться.
Не рекомендуется использовать воду с температурой выше 65 градусов.
Чем хорош акриловый вариант?
Акриловыми ванными называют сантехнические приборы, изготовленные из полиметилметакрилата или сантехнического акрила. Материал обладает характеристиками, почти идеально подходящими для изготовления сантехнического оборудования.
- Современная ванна совсем не обязательно должна быть из чугуна. Стальные и акриловые чаши сегодня пользуются не меньшей популярностью
Однако, изделия, выполненные из него, не всегда сохраняют эти свойства. Связано это с различными способами производства используемого для изготовления ванн материала.
Сантехнический акрил бывает двух видов:
- Экструзионный. Представляет собой слоеный «пирог» из пластика, верхний слой которого – тонкая пластина акрилата. Изготавливается методом прессования. Толщина акрила в таком комбинированном материале составляет всего 0,1-0,2 см, а молекулярные связи в нем ослаблены. Поэтому экструзионный акрилат подвержен любым неблагоприятным воздействиям и достаточно быстро теряет свой первоначальный вид и свойства. Кроме того, в странах Европы он запрещен, поскольку считается опасным для здоровья. Главное достоинство – невысокая стоимость.
- Литой. Такой материал изготавливается путем заливки расплавленного акрилата в подготовленную листовую форму. Поскольку примеси отсутствуют, а молекулярные связи прочны, литой или литьевой акрил полностью сохраняет все свои свойства, причем во всех направлениях. Материал абсолютно безопасен для человека, рекомендован к использованию для изготовления сантехнических приборов. Стоимость его довольно высока.
При изготовлении ванны может быть использован любой из выше описанных материалов. Технологический процесс производства в обоих случаях будет одинаков. Лист акрилата нагревается и помещается под пресс-форму, откуда выходит готовая ванна.
После остывания чаша может армироваться стеклопластиком и полиэфирными смолами, что придает ей дополнительную прочность. В процессе армирования могут использоваться дополнительные закладные слои из древесно-стружечных листов.
Внешне отличить ванну из экструзионного акрила от чаши, выполненной из литьевого акрилата невозможно. Поэтому при покупке следует обязательно выяснить это вопрос у продавца и удостовериться в точности его слов, потребовав сертификаты на оборудование. Кроме того, лучше всего выбирать изделия хорошо зарекомендовавших себя компаний-производителей, которые вряд ли будут рисковать своей репутацией, выпуская откровенно некачественный товар.
Акриловое оборудование имеет несколько особенностей, которые отличают его от аналогов из других материалов. Давайте поговорим о них подробнее.
Металлический каркас
Изделия из акрилата отличаются высокой пластичностью и могут изгибаться от приложенных к ним усилий даже при комнатной температуре. Таким образом, их эксплуатация без специального усиливающего каркаса просто невозможна.
Конструкция предназначена для оптимального распределения нагрузки по всей чаше и предотвращения появления прогибов и изломов. Добросовестные производители разрабатывают особый каркас для каждой своей модели.
Универсальных систем здесь быть не может, поэтому в комплекте с акриловой ванной обязательно должен идти и каркас.
Чаще всего такая рама представляет собой конструкцию, выполненную из стальной квадратной профилированной трубы, которая покрыта антикоррозийной порошковой краской. Собственно каркас включает угловые опоры для чаши, регулируемые по высоте ножки и промежуточные ребра жесткости. Специалисты обращают внимание на то, что чем больше точек опоры имеет рама, тем меньшей прочностью будет обладать ванна.
Идеальный вариант – опоры только по углам. Каркас может быть сборным и цельносварным. Кстати, последний вариант – сигнал покупателю о низкой прочности чаши. При желании каркас может быть изготовлен самостоятельно.
- Каркас – обязательный атрибут для акриловой ванны, иначе оборудование долго не прослужит. При желании его можно изготовить самостоятельно, но лучше использовать тот, что предлагает производитель
Необычный дизайн
Технология изготовления акриловых ванн открывает перед дизайнерами широкие возможности. Конфигурация такой чаши может быть самой разной. Некоторые ограничения могут появиться только из-за необходимости разработать эффективную конструкцию каркаса, который должен усиливать изделие.
Все чаши условно делят на овальные, прямоугольные, угловые и ассиметричные. Кроме того, в процессе подготовки материала к литью, в него можно добавлять красители, что позволяет получить акриловые ванны самых разных расцветок.
- Акриловые ванны отличаются разнообразием дизайнов. Чаши сложных конфигураций лучше покупать в комплекте с декоративным экраном, который закроет неприглядный каркас. Купить такой экран отдельно практически нереально
Длительный срок службы
Долговечность изделия, безусловно, зависит от его качества. Только ванны из литьевого акрила прослужат долго, порядка 20 лет. Причем при хорошем уходе и правильной эксплуатации этот срок существенно увеличивается.
- Специальный набор для реставрации поверхности акриловой ванны поможет легко справиться с некрасивыми царапинами и трещинками
Кроме того, качественные акриловые чаши из литьевого материала ремонтопригодны.
Это означает, что при появлении сколов или трещин от них легко можно избавиться при помощи специального реставрационного набора. Дефект удаляется с помощью жидкого акрилата и последующего шлифования отремонтированной поверхности.
Достоинства и недостатки акрила
Выбирая между стальной и акриловой ванной важно четко представлять себе достоинства и недостатки каждого варианта. Рассмотрим чашу из акрилата, ее преимуществами можно считать:
- Небольшой вес. Средняя масса акриловой ванны составляет от 15 и до 45 кг, это зависит от модели и размеров изделия. Такой вес существенно облегчает транспортировку и монтаж чаши.
- Высокий уровень теплоизоляции. Акрил относится к числу «теплых» материалов, он очень приятен на ощупь и хорошо сохраняет температуру. Теплопотери наполненной ванны составляют порядка одного градуса за полчаса, что можно считать очень хорошим показателем.
- Антибактериальные свойства материала. Акрил препятствует размножению микроорганизмов, поэтому даже в благоприятной для них влажной среде ванной комнаты бактерии и микробы на чаше не поселяются.
- Хорошее звукопоглощение. Акриловая ванна наполняется совершенно бесшумно.
- Безопасность. Поверхность из акрила выглядит совершенно гладкой, при этом она обладает противоскользящим эффектом. Упасть и получить травму в такой ванне очень сложно.
Разберем недостатки акриловой чаши. К ним можно отнести:
- Чувствительность материала к воздействию агрессивных составов и высоких температур. Всевозможные клеи, растворители и лаки, включая лак для волос, могут испортить акриловое покрытие. Прямое воздействие огня или горячих предметов так же недопустимо.
- Необходимость выбора безопасных для акрила чистящих средств. Абразивы в любой форме должны быть исключены, поскольку они царапают поверхность чаши. Качественный акрил гигиеничен и не впитывает грязь. Для его очистки будет достаточно мягкого моющего средства. При этом лучше выбирать специализированные составы.
- Возможность разрушения покрытия в результате сильного удара. Несмотря на прочность материала, для него могут быть опасны механические повреждения. Особенно противопоказаны акрилу падения тяжелых предметов в чашу. Они практически всегда приводят к появлению сколов и трещин. Впрочем, большую часть их них легко ликвидировать, используя набор для реставрации.
Кстати чем еще выделяется акриловая ванна, так это возможностью монтажа всевозможных дополнительных приспособлений для водных процедур. Это могут быть насадки самых разных модификаций, которые сделают водные процедуры еще более комфортными и приятными.
- Чашу из акрила легко укомплектовать всевозможными приспособлениями и насадками для разнообразных водных процедур
Обзор стальной ванны
Основой такой ванны становится стальной лист. Его закладывают под горячий пресс определенной формы, который выдавливает готовое изделие и обрезает излишки материала. Полученная заготовка отправляется на дополнительную обработку, где на нее наносится слой облицовочного покрытия. Это может быть специальный полимер или же эмаль. Чаши, выполненные из нержавеющей стали, в дополнительной обработке не нуждаются.
Толщина металла – ключевая характеристика, оказывающая непосредственное влияние на качество стальной ванны. Она может варьироваться от 1,5 до 3,5 мм. Тонкий металл обычно не выдерживает вес человека и воды, наполняющей чашу, он начинает прогибаться и деформироваться. Если ванна из тонкого металла покрыта слоем эмали, он может со временем растрескаться и отколоться. Таким образом, лучший вариант – чаша из металла толщиной больше 3 мм. К сожалению, при покупке определить «на глаз» качество металла невозможно.
Нужно ориентироваться на вес сантехнического оборудования, он не может быть слишком маленьким, и внимательно изучать техническую документацию от производителя.
- Отделка стальных ванн может быть разной. На них наносят эмаль или оставляют без покрытия. В последнем случае чаши штампуют из нержавеющей стали
Тем, кто выбирает стальную ванну с эмалевым покрытием, нужно знать, что облицовочный слой очень тонок и отличается от аналогичного покрытия чугунных чаш. При производстве изделий из чугуна накладывается в среднем пять слоев эмали, что сказывается на ее свойствах. Покрытие получается пористым, впитывает загрязнения и легко откалывается, тогда как на тонкой облицовке стальных ванн отсутствуют поры.
Она легко очищается и меньше подвержена растрескиванию и сколам. Современные технологии позволяют окрашивать эмаль в разные цвета, что дает возможность выбрать изделие, идеально соответствующее любому интерьеру.
Ванны из стали отличаются некоторыми особенностями. Давайте разберем их подробнее.
Тепло и шумоизоляция
Металлические изделия очень плохо поглощают звук, поэтому наполнение ванны превращается в настоящие испытание для ушей ее владельца. Многим это очень не нравится. Кроме того, теплоотдача стали велика, металл очень быстро прогревается и также быстро остывает, что серьезно ограничивает во времени любителей понежиться в теплой водичке. Производители знают об этих недостатках своих изделий и стараются их нивелировать.
Практически все известные компании комплектуют свою продукцию пластинами из изолирующего материала, которые устанавливаются на днище чаши. Если их нет, можно обойтись подручными средствами. Домашние мастера предлагают множество вариантов: монтажная пена, вспененный полиэтилен, техническая пробка.
Используются они одинаково. Изолятор наносится на обратную сторону ванны и надежно там закрепляется. После чего чаша устанавливается на место, а покрытый изолирующим материалом неприглядный корпус закрывается декоративным экраном.
- Если производитель не укомплектовал стальную ванну специальными изолирующими накладками, домашние умельцы рекомендуют использовать монтажную пену для обустройства тепло и шумоизоляции
Усиливающий каркас
Стальные ванны, особенно те, что изготовлены из тонкого металла, имеют свойство прогибаться и деформироваться. Для предотвращения этой неприятности рекомендуется устанавливать металлическую чашу на специальные подпорки, похожие на каркас. Особенно это актуально для ванн больших размеров. Вариантов монтажа такой конструкции множество. Чаще всего ее изготавливают из кирпича или из пенобетона.
Популярен и такой вариант: опоры для ванны выполняются из кирпича, а все пространство под чашей заполняется монтажной пеной. Небольшой нюанс: перед задувкой пены ванну нужно наполнить водой, иначе состав расширится и поднимет чашу вверх. Последний вариант решает не только проблему устойчивости, но и шумо и теплоизоляции.
Разнообразие форм
Лист стали довольно пластичен и податлив, поэтому из него можно формировать изделия самой разной конфигурации. Кроме традиционных угловых и прямоугольных моделей на рынке можно найти стальные ванны различных форм.
Эксклюзивные модели могут оснащаться мягкими и жесткими подголовниками, иметь специальные поручни и другие необычные элементы. Выпускают ванны из стали различных форм, предназначенные не только для одного купающегося человека, но и для двоих.
- Сталь – пластичный материал, из которого изготавливают ванны самой разной конфигурации
Достоинства и недостатки стального варианта
Стальные сантехнические изделия имеют ряд значимых преимуществ, к которым можно отнести:
- Относительно небольшой вес. Он зависит от размеров чаши и толщины металла, из которого выполнено изделие. Нужно понимать, что вес качественной стальной ванны сопоставим с массой акрила, однако, будет больше, чем у пластика. Благодаря небольшому весу изделия из стали могут быть установлены в помещениях с тонкими перекрытиями.
- Невысокая стоимость. Средняя стоимость стальных чаш ниже, чем у чугуна или качественного акрила.
- Быстрый прогрев поверхности. Сталь нагревается очень быстро. Перед тем, как принять ванну, достаточно сполоснуть чашу горячей водой из душевой лейки и она нагреется. Правда, и остывает металл также быстро.
- Гигиеничность изделия. Тонкий эмалевый слой отличается наличием минимального количества пор, поэтому практически не задерживает загрязнения. Кроме того, его очень легко мыть и чистить. Для этих целей подойдет любое средство, однако кислоты и абразивы, все же, лучше не использовать.
- Длительный срок службы, который составляет порядка 15-20 лет.
Все минусы стальных ванн уже были перечислены выше, однако, стоит о них напомнить. Это плохая звукоизоляция, быстрая теплоотдача и деформация под воздействием веса человека и воды. Однако при желании все эти недостатки достаточно легко нивелируются.
- Ванну из тонкой стали рекомендуется устанавливать на специальный каркас, который можно изготовить из кирпича или пенобетона, иначе срок ее службы будет очень недолог
Общая характеристика
Стальные ванные чаще всего используются при оригинальном оформлении душевой комнаты. В первую очередь – это связано с внешним обликом изделия, его легкостью, а также приятными тактильными ощущениями. Данный материал обладает доступной ценой, он весьма долговечен и, кроме того, имеет покровительство многих знаменитых производителей. К основным недостаткам можно отнести слабое сохранение температуры, прогибание под тяжестью, неприятный звук при соприкосновении поверхности с водой под напором.
Какая ванная лучше? Чугунные изделия имеют превосходные эксплуатационные характеристики, они долговечны, надежны, стойки к износу. Их классический дизайн позволяет их использовать как при современном интерьере, так и под старину. В отдельных случаях ванны из чугуна считаются настоящим раритетом и ценятся под стать произведениям искусства. Однако слабые стороны материала также имеют место быть. Во-первых, значительная масса изделия, во-вторых, немалая цена, а в остальном – одни достоинства.
На сегодняшний день разнообразие сантехники позволяет выбрать себе ванную по душе. Современные материалы открывают новые возможности для душевой комнаты. Но возникает один и тот же вопрос, какая купальня будет лучше? Однозначно ответить на него достаточно сложно, так как каждый случай индивидуален. Под разные требования, которые необходимо учитывать подойдут разные изделия из разных материалов.
Например, самый распространенный материал после стали и чугуна – это акрил. Он обладает неплохой совокупностью сильных качеств. Причем каждое свойство имеет сходство с наиболее сильными характеристиками стальных и чугунных конструкций, не обладая их недостатками, но при этом имея свои.
Таким образом, минусы и плюсы свойственны любому материалу, поэтому давайте разбираться с ними.
Чугун
Последнее время спрос на изделия из этого материала постепенно увеличивается, несмотря на то, что процесс его изготовления достаточно сложен. Кроме того, предприятий, осуществляющих производство чугунных ванн не так уж и много. Однако уверенный рост объемов показывает, что люди помнят превосходные качества чугуна. Он представляет собой надежный и прочный материал, характеризующийся долгим сроком службы.
Стандартная толщина покрытия составляет 0,8–1,2 мм, что обеспечивает хорошую защиту от случайных ударов, высокой механической нагрузки и других негативных факторов. Поверхность в виде жидкой эмали наносится в первую очередь, а затем проводится укрепление специальными порошковыми веществами. На сегодняшний день чугунные ванны могут выполняться в различных оттенках – матовых, глянцевых или цветных. В зависимости от потребности защитная смесь может содержать ионы серебра.
Они благоприятно воздействуют на кожу человека, его общее состояние, а также на функциональные возможности чугунных изделий. Данный материал отлично противостоит раздражающей многих вибрации, создаваемой мощным потоком воды при соприкосновении с поверхностью купальни. В этом случае вы сможете услышать лишь приглушенный и весьма приятный звук жидкости, наливающейся в емкость. Другие положительные стороны чугуна:
- Высокая прочность позволяет материалу прослужить достаточно длительный промежуток времени, при этом не изнашиваться и не снижать своих эксплуатационных качеств.
- Какие средства подойдут для очистки? Любые! Чугун не боится даже самых сильных моющих веществ, кроме кислоты, что делает уход за ним очень удобным.
- Отсутствие пор позволяет ванне самостоятельно и достаточно успешно противостоять различным видам загрязнения. От владельца потребуется лишь иногда протирать купальню обычной губкой.
- Способность удерживать тепло является очень важным фактором для изделия, в котором охото понежиться в горячей воде.
- Чугунный материал очень сложно прогнуть и практически невозможно сломать. Поэтому здесь можно спокойно разместиться даже людям, страдающим избытком лишнего веса.
Слабые стороны чугунных ванн
К явным недостаткам чугуна можно отнести его неповоротливость и громоздкость. Большой вес представляет собой действительно ощутимую проблему, однако, он же является определенным преимуществом. Конечно, в процессе транспортировки, установки или демонтажа это проявляется особенно сильно, но современные технологии за счет утончения стенок позволили несколько снизить общий вес изделий.
Помимо этого, чугун покрывается специальной эмалью, которая при ударе тяжелым предметом может отколоться. Нанести заново защитный слой своими руками не представляется возможным. Отдельно стоит отметить, что при долгосрочной эксплуатации эмаль сама стирается и отчасти начинает темнеть. Производство данных изделий по праву считается трудоемким, вследствие чего оформление ванн в разных стилях весьма затруднительно. От этого страдает разнообразие выбора изделий.
Обычно производители выполняют купальни в классическом или авангардном образе. Кроме того, зачастую данная сантехника изготавливается лишь заграницей. Монтаж осуществляется при наличии специалистов, а о снабжении гидромассажем и другими современными дополнениями остается только мечтать. Также стоит отметить остальные слабости:
- Чугун нагревается гораздо дольше других материалов, что может вызвать определенные трудности со временем.
- Большой вес сантехники станет настоящей головной болью при скромных габаритах душевой комнаты.
- Истирание эмалевого покрытия ничем не остановить, а при получении сколов и трещин придется довольствоваться не совсем приятным внешним видом купальни.
- Неоригинальность и однотипность форм изделий станет настоящим камнем преткновения перед людьми, следящими за модными тенденциями.
Стальные изделия
Какая ванная, как не стальная сможет лучше всего составить конкуренцию чугуну? Данные изделия пользуются несколько меньшим спросом, нежели чугунные конструкции. Обычно покупатели обращают свое внимание только на недостатки материала, что в корне неверно! У стали существует большое количество достоинств, которые откроют новые возможности для ее применения.
Качественные изделия из стали характеризуются надежной эмалью, которая не отслаивается со временем. Что в сравнении с чугунными ваннами значительно лучше. Это, возможно, благодаря тщательной термической обработке в специальных печах, так как поверхность стали фактически сливается воедино с самой эмалью.
Кроме того, при долгосрочной эксплуатации внешний облик купальни остается на прежнем уровне, а трещины появляются только при деформации стенок.
Стальные изделия отличаются своей легкостью, что делает их монтаж и транспортировку относительно простыми. В среднем разница между чугунной конструкцией и стальной составляет около 4 раз. Помимо этого, сталь весьма податливее чугуна, что позволяет варьировать разнообразие изделий в зависимости от потребностей заказчика или габаритов душевой комнаты. Другие достоинства:
- Низкая цена на материал, в первую очередь, привлекает очень многих покупателей.
- Небольшой вес конструкции позволяет осуществлять доставку и установку изделия достаточно просто.
- Отсутствие пор, позволяет материалу быть высоко гигиеничным.
- Обширный выбор различных видов форм и размеров изделия.
Слабые стороны стальных ванн
Лучше всякой характеристики за материал скажут его недостатки. Нужно отметить, что у каждого изделия, произведенного из любого сырья, имеются не только свои достоинства, но, а также и слабые стороны. Яркий пример стальных ванн – недостаточная толщина стен, которые при сильной нагрузке могут деформироваться. Это, несомненно, скажется на эмалевой поверхности, где неизбежно появятся трещины или сколы.
Цена стальных изделий достаточно низкие, однако, это абсолютно не гарантирует их качества. Для надежной купальни, которая выдержит нагрузку и обладает достаточной толщиной стен, необходимо будет потратить достаточно средств. Более толстые стенки от 3 мм не поддаются деформации, отчего срок службы купели из стали значительно увеличивается. Помимо этого, сталь плохо удерживает тепло, т.е. наполненная емкость достаточно быстро остывает.
Отдельно необходимо упомянуть о проблеме, которая беспокоит многих – набор воды. Обычно включается кран и под напором вода заполняет ванну. Однако звук, создаваемый потоком, встречающийся с поверхностью стального изделия, производит неприятный и даже раздражающий шум. Для того чтобы избежать этого неприятного явления иностранные компании предлагают использовать специальные прокладки, но и они недостаточно хорошо помогают.
Частично или полностью избавиться от данной проблемы позволяют кардинальные перестановки. Например, лучше всего попробовать установить купель на основание, выложенное при помощи обычных кирпичей и облицованных кафельной плиткой. При таком варианте удастся избавиться от назойливого шума, но добавятся новые недостатки. Стальная ванная станет достаточно тяжелой и менее маневренной, что скажется при ее демонтаже. Остальные недостатки:
- Неустойчивое положение на поверхности пола.
- Обязательное заземление изделия из стали.
- Неприятный шум при наборе воды.
- Плохо сохраняет тепло.
- Деформация при сильных нагрузках.
Видео инструкция
Что лучше выбрать? Выводы
Споры о том, какая ванна будет лучше стальная или акриловая, практически не стихают. Точно ответить на этот вопрос невозможно, ведь эти изделия принципиально различные, каждое из них имеет собственные отличительные особенности.
При этом нужно понимать, что все достоинства того или иного типа сантехнического оборудования, которыми обычно соблазняют продавцы-консультанты в салонах, в полной мере проявятся только в изделиях, выполненных из качественных материалов. В противном случае к списку недостатков добавится еще несколько минусов.
Выбирая между акриловой и стальной ванной важно правильно оценить все особенности ванной комнаты и свои финансовые возможности. Исходя из этого, и следует выбирать сантехническое оборудование. Лучше выбрать качественный экземпляр недорогого сегмента, чем погнаться за модой и приобрести дешевую модель более дорогого типа, которая непременно разочарует своим качеством и недолгим сроком службы.
Источники
https://vannapedia.ru/santex/vanna/chto-luchshe-akrilovaya-ili-stalnaya-vanna.html
https://dizain-vannoy.ru/santexnika/vanny/akrilovye/kakoj-ves-vyderzhivaet-akrilovaya-vanna.html
https://sovety-vannoy.ru/vanna/chugunnaya/chugun-ili-stalnaya-chto-luchshe.html
Акриловые краски Долголетия Inc | В чем разница и почему вас это должно волновать
При принятии решения о покупке нового дома или проекта реконструкции важно знать все плюсы и минусы использования различных материалов. В конце концов, это крупные инвестиции времени и денег, которые повлияют на вас еще долго после того, как проект будет завершен. Вы хотите любить ходить в свою новую ванну каждый день в течение многих лет; последнее, что вам нужно, — это постоянное напоминание о плохом решении.
Вот список вопросов, которые вы должны задать своему строителю, архитектору или дизайнеру по поводу выбора подходящих материалов для ванных комнат:
Каковы плюсы и минусы различных материалов для ванных комнат?100% литой акрил — один из самых прочных материалов для ванн и душей на рынке. Акриловая посуда термоформуется из цельного листа цветного акрила, а затем на заднюю сторону напыляется смесь полиэфирной смолы и рубленого стекловолокна, придающая изделию жесткость и прочность.
Благодаря прочной литой акриловой поверхности и подложке из стекловолокна он устойчив к суровым условиям повседневной жизни, включая трещины и сколы. Уход прост и экономичен — просто вымойте с мылом и водой, и ваши глянцевые цвета останутся насыщенными на всю жизнь. Не нужно чистить затирку или менять вкладыши в ванну.
Другие материалы? Стальная ванна является наименее дорогой. Он ограничен несколькими стандартными размерами и обычно доступен только для установки в нише. Цвета и размеры ограничены. Покрытие представляет собой напыляемую фарфоровую эмаль, которая затвердевает при высокой температуре. Поскольку он напыляется, толщина отделки может быть непостоянной. Если царапина пройдет через отделку, сталь заржавеет. Большинство из них сделаны из тонкого металла, который может сгибаться при использовании крупным человеком.
Штамповая сталь самая дешевая, имеет худшее качество поверхности, хорошую ударопрочность, но может давать сколы и ржаветь.
Гель-коут (известный также как стекловолокно) изготавливается путем распыления краски «гелевого покрытия» (для цвета) на форму. Затем распыляют смолу и рубленое стекловолокно. Продукт отверждается, а затем извлекается из формы. Толщина отделки может быть непостоянной, и цвет не проходит полностью. Со временем отделка изнашивается и окрашивается (желтеет). После того, как он испачкан, его трудно очистить.
Коэкструдированный акриловый шпон изготавливается путем наложения двух тонких слоев акрила на сердцевину из АБС-пластика. Также известный как Engineered Veneer, он имеет хорошую ударопрочность и хорошее качество поверхности, но плохую химическую стойкость из-за тонкой акриловой поверхности. Толщина отделки может быть непостоянной, и цвета не проходят через весь продукт. Со временем отделка имеет тенденцию изнашиваться и пачкаться. После того, как он испачкан, его трудно очистить. Если царапина проходит через отделку (тонкая акриловая поверхность), сердцевина становится другого цвета и подвержена образованию плесени и грибка, и ее нелегко починить.
Акриловые ванны и душевые кабины Longevity состоят из одной, двух или трех частей. Блоки из двух или трех частей легко разбираются, что упрощает их установку для легкой реконструкции. Элементы легко маневрировать через дверные проемы, вокруг других приспособлений и в пределах небольших пространств. Модульные блоки Longevity Acrylics, состоящие из двух или трех частей, включают в себя только промышленную герметичную соединительную систему без силикона:
- Не требуется герметизация – поскольку герметизация не требуется, снижается вероятность образования плесени и грибка в стыках агрегата
- Швы гладкие акриловые на акриловых швах
- Блоки поставляются в собранном виде, их легко разобрать и собрать
- Вся фурнитура из нержавеющей стали
- Гарантия отсутствия утечек
Узнайте больше о безсиликоновой герметичной соединительной системе
Какой материал дольше всего будет выглядеть как новый? Причина того, что литые акриловые краски такие блестящие, заключается в том, что они твердые — цвет распространяется по всей толщине материала. По сравнению с окрашенной напылением поверхности из стекловолокна вы увидите, как ванны и душевые кабины, изготовленные из литого акрила, год за годом сохраняют свой блеск и цвет. Ваши цвета всегда будут такими же насыщенными и глубокими, как в тот день, когда ваша ванная была закончена.
Ванны и души из 100% акрила не требуют особого ухода. Литой акрил — это непористый материал, что означает, что он устойчив к плесени, грибку и грязи. Небольшое техническое обслуживание с мылом и водой — это все, что требуется, чтобы он выглядел новым, как в день его установки. Вы хотите проводить время, наслаждаясь своей новой ванной, а не чистя ее. Исключите из своего списка дел некогда страшную домашнюю работу по очистке затирки — выберите 100% акриловую долговечную посуду.
Во что мне это теперь будет стоить? В долгосрочной перспективе? Акриловые ванны и душевые кабины — лучшее долгосрочное вложение. Литой акрил — самый прочный материал для ванны и душа на рынке. Поскольку краска проникает сквозь материал (а не просто распыляется сверху), она не откалывается и не теряет блеска. Новая ванна будет выглядеть как новая спустя годы. Красота, долговечность и удобство — все больше и больше покупателей понимают ценность 100% литого акрила. Безошибочный блеск литого акрила заставит сиять всю вашу ванную комнату.
- Стальная ванна
- Основание из стекловолокна
- Ванна из стекловолокна
Акрил против плитки Акрил против стекловолокна
Из чего сделаны ванны?
Домовладельцы основывают свой выбор материалов для ванны на стоимости, легкости очистки и долговечности. Вес, устойчивость и сохранение тепла также важны.
Материалы для ванн, использовавшиеся в древности, выглядели бы странно в современной ванной. Вавилоняне покрывали кирпичи смесью битума и известняка, чтобы сделать их водонепроницаемыми. Римские кадки делали из терракотовых кирпичей и черепицы, а китайцы вымачивали в кадках, вытесанных из стволов деревьев.
Напротив, многие современные материалы для ванны производятся на заводе. Это не делает их менее привлекательными, чем натуральные материалы, которые люди использовали на протяжении веков, но они определенно более доступны и их легче содержать в чистоте.
Раф Ховери, генеральный директор и основатель Kukun, который применил свой опыт в создании управляемой данными платформы для благоустройства дома для домовладельцев, заботящихся о дизайне, не считает какой-либо материал для ванны «лучшим». Но, по его мнению, некоторые оцениваются выше, чем другие, по трем наиболее важным факторам: долговечности, стоимости и очистке. Домовладельцы также должны учитывать вес, удержание тепла и устойчивость.
На этой странице
Что люди ищут в материалах для ванн
Некоторые люди выбирают ванну по эстетическим соображениям. Других больше интересует комфорт, а третьих в основном цена. Типичный список приоритетов включает:
- Долговечность : Насколько хорошо материал ванны противостоит ударам и предотвращает ли он изгибание и растрескивание?
- Простота очистки: Насколько сложно будет стереть это кольцо в ванне? Насколько материал восприимчив к жесткой воде, ржавчине и другим видам пятен в ванне?
- Вес: Даже легкая ванна тяжела, когда она наполнена, но ванна, сделанная из сверхтяжелого материала, может создать огромную нагрузку на пол.
- Теплопроводность: Люди, которые любят лежать часами, оценят материал, сохраняющий тепло. Тем, кто ограничивает свое время в ванне, может быть все равно.
- Экологичность: Материал поступает из устойчивого источника? Пригодна ли она для вторичной переработки, или ванна просто будет медленно портиться на свалке, когда срок ее службы закончится (при условии, что никто не претендует на контейнерное садоводство)?
- Стоимость: Решите, сколько вы готовы потратить, прежде чем делать покупки.
Ванна из стекловолокна
Стекловолокно, по словам Ховери, является самым дешевым материалом. Они изготавливаются путем формования смолы из стекловолокна в форме ванны и покрытия ее смолой гелькоута.
Pros
- Легкий и простой в установке.
- Легко ремонтируется при повреждении.
- Песок, устойчивый материал, является основным компонентом стекловолокна.
Минусы
- Гибкий, склонный к растрескиванию и царапанию. Ховери говорит, что ванны из стекловолокна часто кажутся неустойчивыми.
- Достаточно пористый, чтобы впитывать воду, поэтому пятна трудно удалить.
- Цвет со временем может потускнеть, особенно после длительной и повторяющейся чистки.
Акриловая ванна
Внешне похожая на стекловолокно, акрил производится путем нагревания листа пластиковой смолы, придания ему формы ванны и армирования его покрытием из стекловолокна. Howery называет акрил умеренно дорогим.
Pros
- Полностью непористый. Не поддерживает рост плесени и сопротивляется окрашиванию.
- Легкий и подходит для установки в любом месте.
- Легко чистится, хотя абразивные чистящие средства не рекомендуются.
- Акрил Howery Notes не поглощает тепло. Вода остается горячей, что делает акриловые ванны идеальными для купания.
Минусы
- Ограниченная устойчивость. Нефтехимические продукты образуют акриловую смолу.
- Хотя акрил не такой гибкий и склонный к растрескиванию и царапанию, как стекловолокно, он все же может ощущаться неустойчивым.
Чугунная ванна
Дизайн современной ванны обязан своим происхождением Джону Майклу Колеру, который добавил ножки к чугунному корыту для лошадей и покрыл его твердой эмалью, чтобы создать первую ванну на лапах. Чтобы сделать современную чугунную ванну, расплавленный чугун заливают в форму. Затем наносится твердое эмалевое покрытие.
Плюсы
- Высокая прочность. Обладает высокой устойчивостью к ударам и царапинам.
- Хорошо сохраняет тепло. Есть причина, по которой некоторые из лучших ванн для замачивания сделаны из чугуна.
- Легко чистить и обслуживать. Твердое эмалевое покрытие является непористым и устойчивым к пятнам.
- Подходит для дизайнеров. Howery отмечает различные цвета и стили.
- Устойчивые материалы. Чугунные ванны служат долго, а все материалы пригодны для вторичной переработки.
Минусы
- Тяжелый. Чугунные ванны без воды весят от 300 до 500 фунтов. По словам Ховери, установка «сложная, сложная и дорогостоящая».
- Дорого. Хоури говорит, что чугунные ванны — одни из самых дорогих.
Ванна из эмалированной стали
Более легкая альтернатива чугуну, сталь с фарфоровой эмалью по-прежнему остается тяжелым материалом для ванн. Предлагая то, что Ховери характеризует как «чрезвычайно ограниченные» варианты дизайна, он обычно встраивается в ниши и другие модели встроенных ванн.
Pros
- Прочный и долговечный.
- Устойчив к царапинам и пятнам. Легко очистить.
- Хорошо сохраняет тепло.
Минусы
- Дорого по сравнению с другими материалами.
- Эмалевое покрытие может откалываться и изнашиваться, а сталь может ржаветь.
Ванна с твердой поверхностью
Относительно новая новинка на рынке, ванны с твердой поверхностью изготавливаются из различных типов полимеров.
Pros
- Непористый, устойчивый к пятнам и легко чистящийся.
- Превосходное сохранение тепла.
- Стильный и первоклассный.
Минусы
- Среди более дорогих материалов для ванн.
- Не такой тяжелый, как чугун, но все же тяжелый и может потребовать дополнительной структурной поддержки.
Ванна из искусственного мрамора
Искусственный мрамор, изготовленный из смеси известняка и смолы и покрытый слоем гелькоута, представляет собой класс материалов из каменной смолы, изготовленных из природного щебня.
Pros
- Доступен широкий выбор стилей и цветов.
- Более долговечны и долговечны, чем другие материалы.
- Непористый и легко очищаемый.
Минусы
- Более дорогой и не такой широко доступный, как другие материалы.
Керамическая ванна
Напоминающие римские терракотовые ванны, керамические ванны облицованы керамической плиткой. Такой ванне можно придать любую форму.
Pros
- Больше вариантов дизайна, чем у любого другого материала.
- Может быть недорогим при использовании тайлов бюджета.
Минусы
- Может быть сложным в обслуживании. Затирка пористая и может поддерживать плесень, если ее не чистить регулярно.
- Неровная поверхность плитки может быть неудобной, что делает этот тип ванны далеко не идеальным для замачивания.
Специальные материалы
Большинство первоклассных материалов для ванны — это натуральные материалы, которые люди использовали на протяжении веков. Они включают в себя натуральный камень, медь и дерево, и с такой же вероятностью могут быть изготовлены на заказ, как и приобретены в готовом виде.
Если вы ищете что-то экзотическое и цена не имеет значения, вы можете рассмотреть хрустальную ванну. Ванны, вытесанные из цельных кусков аметиста и кварца, существуют, но будьте осторожны: их ценники исчисляются миллионами.
Патент США на способ изготовления боковой двери для душевой кабины Патент (Патент № 8,898,824, выдан 2 декабря 2014 г.)
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
как правило, к изготовлению встроенных ванн и связанных с ними дверей для ванн, более конкретно, к способу изготовления боковой двери для ванны, предпочтительно выполненной из акрила.
2. Описание предшествующего уровня техники
Ванны Walk-in состоят из высоких стенок ванны с высоким встроенным сиденьем и боковой дверью, что позволяет пользователю заходить в ванну сбоку и садиться, не спускаясь в нее. низкая ванна. ИНЖИР. 1 показан типичный пример встроенной ванны в соответствии с предшествующим уровнем техники. Ванны Walk-in особенно подходят для людей с ограниченными физическими возможностями, из-за которых трудно или опасно залезать в обычную низкую ванну и выходить из нее или стоять в душе в течение длительного периода времени. Такие ограничения могут включать физические недостатки или просто снижение силы, равновесия и диапазона движений, которые обычно возникают с возрастом. В ванну Walk-in не только легче входить и выходить, чем в обычные ванны, но и снижается риск поскользнуться и упасть по сравнению с обычными ваннами и душевыми.
Помимо безопасности, простота входа в ванну через боковую дверцу также обеспечивает пользователям независимость, позволяя им принимать ванну без посторонней помощи при входе в ванну и выходе из нее.
Акрил является предпочтительным материалом для производителей обычных ванн. Акрил устойчив к микробам и пятнам, обладает хорошими теплоудерживающими свойствами и долговечен. Поскольку акрил непористый, к нему не прилипают плесень и водоросли. Протирается обычными бытовыми неабразивными чистящими средствами. Даже жир, масло, краска для волос и косметика, которые могли бы испачкать другие материалы, можно легко удалить с помощью медицинского спирта.
Однако, из-за своей глубины, ванны Walk-In обычно изготавливаются из стекловолокна с гелевым покрытием, которое не обладает преимуществами акриловых материалов с точки зрения сохранения тепла, устойчивости к пятнам и прочности. Причина использования стекловолокна при изготовлении безбарьерных ванн кроется в технических сложностях, возникающих при формировании глубокой чаши ванны из одного листа акрила. При высоте сиденья, приближающейся к семнадцати дюймам над полом ванны, акрил имеет тенденцию рваться во время процесса вакуумного формования или становиться чрезмерно тонким на дне, что снижает его способность удерживать необходимый вес воды.
Двери для ванных комнат имеют решающее значение для положительного впечатления от ванны. Большинство таких дверей открываются внутрь, так что они герметизируются давлением воды на дверь, когда дверь заполнена, хотя также предусмотрены различные механизмы защелки. Легкость, с которой открываются такие двери, зависит от их конструкции, шарнирного механизма и приспособления к отверстию в ванне с порогом, через который пользователь входит в ванну. В данной области техники желательны гладкая и плотно прилегающая к порогу душевой кабины, а также экономичная в изготовлении дверь.
Патент США. В US-A-7788783 описан способ изготовления ванн и связанных с ними дверей. Дверь душевой кабины состоит из двух основных частей. Порог сначала формируется в вакууме и обрезается, чтобы соответствовать дверному проему сбоку ванны. Затем формируют плоскую панель таким образом, чтобы периферийный край плоской панели совпадал с периферийным краем обрезанного порога. Затем плоская панель приклеивается к порогу, образуя дверь ванны. Дверь ванны также описана в патенте США No. №7,299,509, имеющий раму и прессованную двухсоставную конструкцию, а также имеющий две дорожки для прокладки и шарнира соответственно.
Публикация патента США № 2010/0263119 A1 описывает усовершенствованную петлю для открывания и закрывания дверцы душевой кабины, имеющую двухосную петлю, позволяющую дверце открываться таким образом, что обеспечивает больший зазор, чем стандартные шарниры с одной осью предшествующего уровня техники. двери.
Все еще существует потребность в усовершенствованном способе изготовления двери для прохода в ванной, который был бы экономичным и обеспечивал бы гладкий внешний вид и усиленную структуру.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение включает способ изготовления дверцы для ванны, включающий: (а) изготовление колпачка дверцы ванны из акрилового листа, при этом колпачок дверцы ванны имеет внешняя форма, определяющая дверь для душевой кабины; (b) формирование канала в поверхности крышки дверцы бака вдоль ее периферийной области; (c) формирование пороговой части, выполненной так, чтобы иметь периферийный край, который сопрягается с каналом в крышке двери бака, и простираться наружу в направлении толщины от крышки двери бака; и (d) приклеивание колпачка дверцы ванны к пороговой части двери для образования дверцы ванны. В этом способе крышка двери ванны приклеивается к пороговой части двери с помощью клейкой замазки.
Способ может также включать приклеивание колпачка двери ванны к пороговой части двери с помощью клея-замазки. Акриловый лист может быть изготовлен из литого акрила.
Этап (а) способа может также включать усиление акрилового листа путем совместной экструзии акрилового листа с термопластом; добавление армирующего наполнителя; и/или добавление стекловолокна и формирование крышки дверцы ванны из армированного акрилового листа.
Если используется коэкструзия, термопластом может быть акрилонитрил-бутадиен-стирол.
При добавлении стекловолокна акриловый лист может быть усилен спреем из стекловолокна.
Этап (а) в способе может также включать формирование крышки дверцы ванны из армированного акрилового листа методом литья.
Изобретение также включает дверцу для душевой кабины, изготовленную в соответствии с указанным выше способом, и сборку душевой кабины, состоящую из душевой кабины, имеющей отверстие для приема дверцы ванны, и дверцу для душевой кабины, прикрепленную к входную ванну через петлю, при этом дверца ванны выполнена в соответствии с описанным выше способом.
Предшествующее краткое изложение, а также последующее подробное описание предпочтительных вариантов осуществления изобретения будут лучше понятны при чтении вместе с приложенными чертежами. В целях иллюстрации изобретения на чертежах показаны варианты осуществления, которые в настоящее время являются предпочтительными. Однако следует понимать, что изобретение не ограничивается показанными точными схемами и инструментами. На рисунках:
РИС. 1 показан типичный пример встроенной ванны в соответствии с предшествующим уровнем техники;
РИС. 2A-2D иллюстрируют общий процесс вакуумного термоформования, который можно использовать в настоящем изобретении;
РИС. 3 представляет собой блок-схему, иллюстрирующую процесс изготовления душевой кабины в соответствии с одним предпочтительным вариантом осуществления настоящего изобретения;
РИС. 4 иллюстрирует перепад температур, используемый при нагревании акрилового листа в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
РИС. 5 показана деревянная опора для нижней части сиденья;
РИС. 6 показан пример ванны со встроенным боковым фартуком в соответствии с вариантом осуществления настоящего изобретения;
РИС. 7 — ванна без фартука в соответствии с альтернативным вариантом осуществления настоящего изобретения;
РИС. 8 показан пример опорной рамы в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
РИС. 9 показано пространство между фартуком и боковой стенкой ванны в соответствии с вариантом осуществления настоящего изобретения;
РИС. 10 — дверной порог ванны с фартуком в виде отдельной детали в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
РИС. 11 представляет собой блок-схему, иллюстрирующую процесс изготовления узла двери для душевой кабины в соответствии с предшествующим уровнем техники;
РИС. 12 показаны два примерных дверных порога предшествующего уровня техники, один обращен вверх, а другой обращен вниз;
РИС. 13 показывает собранную боковую дверь предшествующего уровня техники после ее шлифовки и окраски;
РИС. 14 показана дверная рама, установленная на пороге двери;
РИС. 15 показана дверная рама, обрезанная по высоте ванны;
РИС. 16 показан перспективный вид в разобранном виде, иллюстрирующий, как дверная рама, дверь и петля соединяются друг с другом;
РИС. 17 показана прокладка в обозначенной направляющей рамы в соответствии с предпочтительным вариантом осуществления настоящего изобретения;
РИС. 18А представляет собой покомпонентный вид в перспективе безбарьерной ванны, показывающий взаимосвязь между основными компонентами ванны;
РИС. 18В показан вид в перспективе полностью собранной душевой кабины;
РИС. 19 показано основание дверной ручки, закрепленное на внутренней стенке ванны;
РИС. 20 изображает дверную ручку, установленную на основании ручки;
РИС. 21 — вид сверху встроенной ванны в сборе;
РИС. 22 — вид сбоку на ванную комнату в разрезе;
РИС. 23 представляет собой вид сверху альтернативного варианта осуществления встроенной ванны;
РИС. 24 представляет собой вид сбоку в разрезе душевой кабины, изображенной на ФИГ. 23;
РИС. 25 представляет собой вид сверху еще одного варианта осуществления встроенной ванны;
РИС. 26 представляет собой вид сбоку в разрезе душевой кабины, изображенной на ФИГ. 25;
РИС. 27 представляет собой вид в перспективе накладки входной двери, выполненной из цельного куска литого акрила в соответствии с одним вариантом осуществления изобретения;
РИС. 28 представляет собой вид в перспективе пороговой части входной двери, сформированной вакуумным формованием в соответствии с вариантом осуществления изобретения, показанным на фиг. 27;
РИС. 29 представляет собой вид в перспективе крышки дверцы по фиг. 27, совмещенный с пороговой частью на фиг. 28;
РИС. 30 представляет собой вид в перспективе дверной накладки по фиг. 27, приклеенный к пороговой части на фиг. 28, образующий входную дверь ванны;
РИС. 31 — вид снизу в перспективе формованной детали для изготовления ванны, имеющей встроенный порог; и
РИС. 32 представляет собой вид сверху в перспективе формованной детали, показанной на ФИГ. 31.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как указано в патенте США No. В патенте № 7788783, включенном в настоящее описание в качестве ссылки, ванна из акрила может быть изготовлена способами, описанными в нем. Также приемлемы другие подходящие способы изготовления ванны для использования с дверью, изготовленной в соответствии с настоящим изобретением. Метод патента ‘783 является предпочтительным. Такой способ включает нагревание акрилового листа, при этом внешний периметр листа нагревается до более высокой температуры, предпочтительно около 370°F, чем центр листа, предпочтительно от около 310°F до около 312°F. Затем нагретый акриловый лист помещают на вакуумную форму, при этом форма имеет форму ванны, включая сиденье и нишу для ног. Вакуум втягивает нагретый акриловый лист в форму. Давление вакуума уменьшается вручную, когда акрил достигает верхней части гнезда в форме. Вакуум отключается, когда акрил находится примерно в двух дюймах от дна формы для ног.
В одном варианте осуществления способа изготовления ванны акриловый лист нагревают, при этом наружная часть акрилового листа нагревается до температуры, которая выше, чем температура внутренней части акрилового листа; (b) размещение нагретого акрилового листа над вакуумной формой, при этом форма в вакуумной форме имеет форму ванны, а ванна содержит сиденье и углубление для ног; (c) втягивание нагретого акрилового листа в вакуумную форму с использованием вакуума, при этом давление вакуума в вакуумной форме снижается, когда акриловый лист достигает верхней части гнезда в форме, и при этом давление вакуума отключается до того, как акриловый лист достигает дна нижней части пресс-формы; (d) охлаждение акрила с получением формованной ванны и извлечение формованной ванны из формы; и (e) крепление формованной ванны к опорной раме, при этом формованная ванна на опорной раме имеет дверное пространство на одной стороне формованной ванны, и при этом дверное пространство позволяет человеку войти в нишу для ног ванны. со стороны ванны. Двери, выполненные в соответствии с настоящим изобретением, могут быть установлены в таком дверном проеме.
В указанном выше способе изготовления ванны этот способ может также включать формирование дверного проема в готовой ванне путем вырезания дверного проема в стене ванны. Предварительно навешенные дверные узлы, изготовленные в соответствии с настоящим изобретением, будут затем установлены в таком дверном проеме, при этом дверной узел может включать в себя дверь, выполненную указанным способом, установленную на раме.
В способе изготовления ванны температура внешней части акрилового листа на этапе (а) может составлять от примерно 320°F до примерно 420°F, предпочтительно от примерно 360°F до примерно 380°F. ., и температура внутренней части акрилового листа составляет от примерно 200°F до примерно 370°F, предпочтительно от примерно 260°F до примерно 320°F. Наиболее предпочтительно температура внешней части акрилового листа листа составляет около 370°F, а температура внутренней части акрилового листа составляет около 310°F. Кроме того, разница температур между температурой внешней части акрилового листа и внутренней части акрилового листа предпочтительно составляет от примерно 40°F до примерно 220°F, предпочтительно от примерно 40°F до примерно 120°F и более предпочтительно от примерно 50°F до примерно 120°F. Разность температур наиболее предпочтительно составляет примерно 60°F.
Стадия (с) может включать распыление на форму смазочного материала перед втягиванием акрилового листа в форму с помощью вакуума. Вакуум предпочтительно отключают на этапе (с), когда акриловый лист находится примерно в двух дюймах от дна углубления для ног формы.
На этапе (e) способ изготовления ванны может дополнительно включать прикрепление акрилового фартука к боковой стороне ванны, при этом фартук имеет вырезанную дверную секцию с порогом, который заполняет зазор между фартуком и дверью место в формованной ванне.
На этапе (с) способ изготовления ванны может включать в себя натягивание части акрилового листа на внешнюю поверхность боковой стороны формы, в результате чего образуется боковой фартук, который составляет единое целое с ванной. Этап (d) может дополнительно включать усиление нижней стороны формованной ванны стекловолокном. Нижняя сторона сиденья и ниша для ног могут быть усилены панелями, прикрепленными к нижней стороне стекловолокном. Такие панели могут состоять из дерева или пенопласта.
Форма может дополнительно включать углубление для формирования порога и дверного проема за одно целое с ванной, при этом порог находится в нижней части дверного проема.
Способ изготовления ванны может включать пресс-форму для формования душевой кабины с использованием вакуумного вспенивания, при этом пресс-форма сконфигурирована для изготовления ванны, имеющей углубление для ног, сиденье и внешнюю полость, выступающую сбоку ванны для формования порог и дверное пространство заодно в ванне.
Способ изготовления душевой кабины, предназначенной для использования с дверью, изготовленной в соответствии с изобретением, может также включать этапы (а) нагрева акрилового листа, при этом наружная часть акрилового листа нагревается до температуры, выше, чем температура внутренней части акрилового листа; (b) размещение нагретого акрилового листа над вакуумной формой, при этом форма в вакуумной форме имеет форму ванны, а ванна содержит сиденье, углубление для ног и часть, формирующую порог; (c) втягивание нагретого акрилового листа в вакуумную форму с использованием вакуума, при этом давление вакуума в вакуумной форме снижается, когда акриловый лист достигает верхней части гнезда в форме, и при этом давление вакуума отключается до того, как акриловый лист достигает дна нижней части пресс-формы; (d) охлаждение акрила с получением формованной ванны и извлечение формованной ванны из формы; (e) удаление обшивки для образования готовой ванны и крепление готовой формованной ванны к опорной раме, при этом готовая формованная ванна на опорной раме имеет дверное пространство на одной стороне формованной ванны, имеющей порог, образованный на ее дне, и при этом дверное пространство позволяет человеку войти в нишу для ног ванны со стороны ванны.
Акриловый лист, используемый в описанных выше способах или для изготовления дверцы душевой кабины в соответствии с настоящим изобретением, обычно изготавливается одним из трех способов. Каждый метод предлагает уникальные преимущества, от стоимости и физических свойств до разнообразия цвета и отделки. В зависимости от потребностей производителя один тип может быть более подходящим, чем другой. Понимание производственных процессов и различий между конечными продуктами играет важную роль в выборе подходящего материала для конкретного применения.
Экструзия — это непрерывный производственный метод производства акрилового листа. В процессе экструзии гранулы смолы подаются в экструдер, который нагревает их до состояния расплавленной массы. Затем эта масса пропускается через головку в виде расплавленного листа, который затем подается на каландровые валки, расстояние между которыми определяет толщину листа и, в некоторых случаях, чистоту поверхности. Затем непрерывная полоса листа может быть разрезана или обрезана до ее окончательного размера.
Конечный продукт экструзии имеет гораздо более жесткие допуски по толщине, чем литой лист. Из-за объема, в котором производится экструдированный лист, это, как правило, наиболее экономичная форма. Это доступно в справедливом выборе цветов, концов и размеров.
Экструдированный акриловый лист склонен к усадке вдоль линии экструзии и расширению поперек нее. Это особенно важно, если акрил используется для термоформования. Экструдированный материал также имеет тенденцию склеиваться во время изготовления, если резка выполняется слишком быстро (линейная скорость подачи), поскольку он имеет более низкую молекулярную массу. Он также может поглощать быстросохнущие растворяющие цементы быстрее, чем литой или непрерывнолитой материал. Это может привести к нарушению соединения и неполному склеиванию. Чтобы исправить это, обычно используются более медленно сохнущие цементы и инструменты, предназначенные для резки экструдированного акрила.
Непрерывное литье представляет собой альтернативный метод массового производства акрилового листа. Этот процесс включает заливку частично полимеризованного акрила (несколько менее вязкого, чем сироп «Каро») между двумя тщательно отполированными лентами из нержавеющей стали. Ленты разделены промежутком, равным толщине листа, а сироп удерживается прокладками на краю лент. Ленты проходят через серию охлаждающих и нагревательных устройств для регулирования отверждения и нарезаются на лету по размеру в конце производственной линии.
Одним из преимуществ этого процесса является частичная полимеризация материала перед заливкой. Часть тепла полимеризации (тепло, которое выделяется при превращении жидкого мономера в твердую смолу) отводится перед подачей «сиропа» в ленточную систему. Это способствует контролю непрерывного процесса.
Стоимость материалов дает преимущества при непрерывном литье по сравнению с производством экструдированных листов, поскольку стоимость мономера намного ниже стоимости полимерных гранул. Однако себестоимость производства единицы продукции меньше при экструзии. Какой процесс является более экономичным, зависит от мощности и полезности объектов, а также стоимости материалов и оборудования. С точки зрения конкурентоспособных цен на непрерывную отливку и экструдированный акрил, в США существует около десятка экструдеров акрилового листа и только два производителя непрерывной отливки. Это окажет очевидное влияние на конкурентоспособные цены. Непрерывно литой акрил обеспечивает хорошую оптическую прозрачность, более однородную толщину и ограниченную усадку при термоформовании.
Третий метод изготовления акрилового листа называется литьем ячеек. Литье ячеек исторически осуществлялось с использованием одного из трех процессов. Первый процесс представляет собой метод водяной бани, при котором акриловый сироп заливают в форму, обычно состоящую из двух листов закаленного стекла, разделенных для получения листа желаемой толщины и герметизированных прокладкой по краю. Затем форму погружают в ванну, которая поддерживает/регулирует температуру отверждения и эффективно отводит тепло, выделяющееся в процессе превращения мономера в полимер (примечание: мономер не используется при литье ячеек). Вязкость акрилового мономера должна быть несколько повышена, чтобы избежать утечки форм или ячеек.
Второй метод литья представляет собой оригинальный процесс, который включает помещение форм, содержащих сироп, в печь с циркуляцией воздуха, в которой воздух при контролируемой температуре проходит с умеренно высокой скоростью над поверхностью формы.
Третий метод, разработанный компанией Poly-Cast®, представляет собой усовершенствование процесса с водяной баней и включает использование оборудования, похожего на пластинчатый и рамный фильтр-пресс. Участки, которые служат формой для листа, чередуются с участками, через которые циркулирует вода регулируемой температуры, чтобы способствовать полимеризации и отверждению листа.
Изделия сотового литья подвергаются процессу доотверждения или отжига. Лист, извлеченный из печи, ванны или литейной машины, обычно будет иметь «высокое» остаточное содержание мономера. Процесс полимеризации не завершен. Пост-отверждение снижает содержание остаточного мономера и служит для предотвращения образования пузырьков на листе, если лист нагревают для термоформования.
При отливке листа из сиропа происходит изменение плотности (удельного веса) ингредиентов. Обычно наблюдается усадка около 20%. В процессе литья ячеек наибольшая усадка происходит по толщине. Поверхность формы (лист из закаленного стекла) сдерживает пластиковый лист от усадки по длине и ширине. Отжиг, при котором лист нагревается до точки размягчения, позволяет листу расслабиться или сжаться, сняв остаточное напряжение.
Изделия из сотового литья обеспечивают оптическую прозрачность, большую твердость поверхности и чистоту обработки. Они предлагаются во многих цветах, отделках и толщинах. Однако они имеют больший разброс по толщине, что делает их менее предпочтительными для экструзии или термоформования, где необходимо поддерживать одинаковую толщину стенки.
В предпочтительном варианте осуществления настоящего изобретения используется непрерывное литье для формирования акриловых листов. Однако любой из способов изготовления акрилового листа, описанных выше, может быть использован для получения акрилового листа для использования при изготовлении душевой кабины или для использования в способе изготовления двери душевой кабины согласно настоящему изобретению.
Термоформование (или вакуумное формование) представляет собой процесс, при котором плоский лист термопласта нагревают и деформируют в желаемую форму. Этот процесс широко используется при упаковке потребительских товаров и производстве крупногабаритных изделий, таких как ванны, контурные световые люки и внутренние дверные вкладыши для холодильников.
Как следует из названия, термоформование состоит из двух основных этапов: 1) нагревание и 2) формование. Нагрев обычно осуществляется лучистыми электрическими нагревателями, расположенными с одной или обеих сторон исходного пластикового листа на расстоянии примерно 125 мм (5 дюймов). Продолжительность цикла нагрева, необходимого для достаточного размягчения листа, зависит от полимера, его толщины и цвета.
РИС. 2A-2D иллюстрируют общий процесс вакуумного термоформования, который можно использовать в настоящем изобретении. Разработанный в 1950-х годах метод вакуумного термоформования (также называемый вакуумным формованием) использует отрицательное давление для втягивания предварительно нагретого листа в полость формы. ИНЖИР. 2А показан первый этап, на котором плоский акриловый лист размягчается путем нагревания. Лист 201 , удерживаемый зажимами 211 , 212 , размещается в непосредственной близости от лучистого обогревателя 220 .
На РИС. 2В, размягченный лист 201 помещают поверх вогнутой полости 230 пресс-формы. Как показано на фиг. 2C, вакуум, создаваемый через вакуумные отверстия 240 , втягивает лист 201 в полость формы 230 . В большинстве случаев отверстия для создания вакуума в форме имеют диаметр порядка 0,8 мм (0,031 дюйма), поэтому их влияние на пластиковую поверхность незначительно.
РИС. 2D показана формованная деталь 201 ‘, извлекаемая из формы после того, как пластик затвердел от контакта с холодной поверхностью формы. После формованной части 201 ′ снимается с зажимов 211 , 212 , обрезается из полотна 250 , являющегося остатком пластика, который удерживался в зажимах 211 , 212 90 но не является частью окончательный дизайн пресс-формы.
РИС. 3 представляет собой блок-схему, иллюстрирующую процесс изготовления душевой кабины для использования с дверью, выполненной в соответствии с настоящим изобретением. Процесс начинается с установки вакуумной формы на форму (этап 301 ) и распыления на внутреннюю поверхность формы смазочного материала (этап 9).0009 302 ). Следует отметить, что смазки для форм не всегда используются при вакуумной формовке. Однако опыт разработки способа изготовления ванны показывает, что антиадгезив способствует равномерному растеканию акрила по поверхности формы из-за глубины формы, так что, хотя он и необязателен, он предпочтителен.
Затем акриловый лист нагревается (шаг 303 ). В одном варианте осуществления изготовления ванны для использования с дверцей, образованной здесь, или для использования в формировании дверцы ванны для прохода в соответствии с настоящим изобретением акриловый лист, используемый для изготовления ванны, содержит акрил Lucite® XL 0,187 непрерывного литья. Однако можно использовать и другие акриловые краски с аналогичными характеристиками. Печь, которая используется для нагрева листа, представляет собой многозонную печь, которая позволяет нагревать акриловый лист до разных температур в разных точках листа.
РИС. 4 показана разница температур, используемая при нагревании акрилового листа в соответствии с одним из способов изготовления душевой кабины для использования с дверью, выполненной в соответствии с настоящим изобретением. Внешнюю часть листа нагревают примерно до 320°F — примерно 420°F, предпочтительно — примерно от 360°F до примерно 380°F и наиболее предпочтительно примерно до 370°F. Внутреннюю часть нагревают примерно до от 200°F до примерно 370°F, предпочтительно от примерно 260°F до примерно 320°F и наиболее предпочтительно примерно до 310°F. Специалисту в данной области будет понятно, что такие температуры могут варьироваться. в зависимости от конкретного используемого листа материала, но наиболее предпочтительно, чтобы разница температур между внешней частью листа и внутренней частью листа составляла от около 40°F до около 220°F, более предпочтительно около от 40°F до примерно 120°F или от примерно 50°F до примерно 120°F и наиболее предпочтительно примерно 60°F. Целью использования этой разности температур является минимизация различий в растяжении между различными областями акриловый лист по мере его движения по поверхности формы при охлаждении. Из-за глубины ниши для ног в ванне (которая может достигать примерно 33 дюймов) необходимо проявлять особую осторожность, чтобы акрил, образующий стенки ванны, не охлаждался слишком быстро, когда он перемещается вдоль стенок. формы. Если акрил остынет слишком быстро, он начнет неравномерно растягиваться, при этом акрил становится все тоньше по мере приближения к нижней части стопы, подобно тому, как растягивается кусок холодной ириски. Более высокая температура (например, 370°F), используемая для внешней части акрилового листа, помогает поддерживать надлежащую вязкость акрила в течение времени, достаточного для завершения процесса вакуумного формования до того, как акрил будет охлаждаться при контакте с поверхностью формы. Использование разделителя формы также способствует равномерному растяжению акрила при его перемещении по поверхности формы.
Внешняя часть нагревается до более высокой температуры, чтобы большая часть этой области могла быть втянута в нишу для ног. Однако, если бы внутренняя часть имела ту же температуру, что и внешняя часть, она должна была бы растянуться на всю глубину ванны в этой области и лопнуть, не достигнув дна. Температуры, используемые в способе по настоящему изобретению, обеспечивают надлежащее распределение акрилового листа для достижения требуемой толщины в самой глубокой точке конструкции формы для ванны.
Возвращаясь к РИС. 3, после нагрева акрилового листа включается вакуум (этап 304 ), и нагретый акриловый лист помещается на форму (этап 305 ). Форма вставляется в нагретый акрил на два с половиной дюйма, а остальная часть формируется под действием вакуума. Первоначально вакуум запускается при давлении примерно 25 дюймов ртутного столба. Тем не менее, давление может быть отрегулировано, чтобы приспособиться к различным системам вакуумных форм и материалам.
В способе изготовления душевой кабины для использования с дверями, выполненными в соответствии с настоящим изобретением, форму можно фактически держать вверх дном, а акрил втягивать вверх в форму. Конфигурация перевернутой формы (папа) используется для моделей ванн, в которых боковой фартук объединен с основным корпусом ванны как единое целое (более подробно объяснено ниже). Опыт производства показал, что попытка вытащить цельный фартук с формой, расположенной правильной стороной вверх, в некоторых случаях может привести к разрыву акрилового листа. Таким образом, несмотря на то, что для формирования цельной ванны можно использовать форму, обращенную вертикально, предпочтительно, если возможно, использовать вытяжку вверх в охватываемую форму, чтобы свести к минимуму возможность разрыва листа.
Когда акриловый лист втягивается в форму, вакуум вручную уменьшается, когда акрил достигает верхней части сиденья, а затем отключается, когда акрил находится примерно в двух дюймах от дна ванны, чтобы лист вытягивался медленнее ( шаг 306 ). Из-за неконтролируемого давления и изменений окружающей среды это ручной процесс, требующий квалифицированного оператора вакуума. Замедление вакуума позволяет втянуть большую часть листа в углубление бака (самая глубокая точка). Слишком сильный вакуум приведет к чрезмерному растяжению центральной части листа, потому что внешние края листов не будут полностью растянуты. Отключение вакуума примерно на два дюйма выше дна позволяет равномерно формировать радиус.
Акрил охлаждают воздухом (этап 307 ), а затем извлекают из формы (этап 308 ). После извлечения из формы ванну армируют стекловолокном (шаг 309 ). Это включает в себя многоэтапный процесс распыления стекловолокна на нижнюю сторону формованной ванны и высыхание каждого слоя стекловолокна перед нанесением следующего слоя. Для усиления ванны можно использовать от двух до трех слоев стекловолокна, однако в зависимости от желаемого уровня армирования их может быть больше или меньше.
Деревянные или пенопластовые опоры крепятся стекловолокном к углублению (покрыто напыляемым стекловолокном) и седлу после первого напыления стекловолокна для обеспечения структурной поддержки. ИНЖИР. 5 показана деревянная опора 501 для нижней части сиденья. Деревянная опора 701 ниши для ног более четко показана на фиг. 7. При использовании подложки из вспененного материала одним из подходящих вспененных материалов является Divinycell® H, поставляемый компанией Diab, Inc. из Де Сото, штат Техас. Использование вспененного материала имеет по существу тот же эффект, что и древесина, но обычно оно легче и не портится при воздействии. к воде.
После отверждения стекловолокна края ванны отделяются от полотна и затем шлифуются (шаг 310 ).
Способ изготовления душевой кабины для использования с дверью, выполненной в соответствии с настоящим изобретением, может применяться для изготовления ванн двух основных типов. Первый тип включает в себя формирование ванны, имеющей боковой фартук с основным корпусом ванны в виде единой детали, как показано на фиг. 6. Ванна второго типа не имеет бокового фартука как единой детали, как показано на фиг. 7 (на котором изображена перевернутая ванна для применения из стекловолокна).
Преимущество фартука как встроенной части ванны заключается в том, что это позволяет значительно сократить количество производственных операций. Тем не менее, в зависимости от типа используемой технологии производства, возможно, что цельная конфигурация ванны и фартука может в некоторых случаях ограничивать глубину ниши для ног, потому что лист должен быть сформирован внутри и снаружи формы и что требует гораздо большего листа акрила, чем используется только для ванны. Еще одним недостатком встроенного фартука в некоторых техниках является наличие щели в дверном пространстве, о чем более подробно поясняется ниже. Боковой фартук может быть изготовлен в виде отдельной детали, которая затем добавляется к ванне; однако специалисту в данной области должно быть понятно на основании этого раскрытия, что в рамках объема изобретения может быть сформирован либо цельный бак, либо не цельный бак.
После того, как корпус ванны сформирован, укреплен, обрезан и отшлифован, он крепится к отдельно стоящей металлической опорной раме (шаг 311 ). Однако, как отмечалось выше, для изготовления ванны для использования с дверью, сформированной в соответствии с изобретением, могут быть использованы другие способы изготовления ванны, хотя предпочтительными являются различные вышеописанные этапы способа.
РИС. 8 показан пример опорной рамы в соответствии с вариантом осуществления настоящего изобретения. Рамка 9№ 0009 800 предназначен для предотвращения прогиба боковой двери при добавлении воды в ванну или при изменении влажности в ванной комнате. Кроме того, его конструкция обеспечивает быструю и простую установку в полевых условиях и на производстве. Вырез 810 со стороны смесителя облегчает монтаж сантехники. Пять регулируемых выравнивающих ножек 801 — 805 также обеспечивают обратную сантехнику, которая включает в себя запуск смесителей под ванну, когда дверь должна быть на определенной стороне, а сантехника — на противоположной стороне. Регулируемые ножки 801 — 805 также позволяют ронять ванну (если сантехника ванны может быть утоплена в пол), чтобы еще больше опустить порог входа, чтобы было еще проще попасть в ванну. В предпочтительном варианте ножки позволяют опустить ванну на высоту до двух с половиной дюймов. Рама 800 также включает опору 820 для сиденья ванны.
Ванна и фартук могут быть выполнены как отдельные детали. После того, как ванночка закреплена на раме, к ванне прикрепляется фартук (шаг 9). 0009 312 ). Затем в боковой части ванны вырезается место для входной двери (шаг 313 ). В пространство между фартуком и боковой стенкой ванны добавляется шпаклевка Bondo®, стекловолокно или водостойкий наполнитель. Это пространство 901 показано на фиг. 9.
Как было кратко указано выше, тип используемого фартука определяет количество пространства, существующего между фартуком и стенкой ванны, и, следовательно, количество шпаклевки, которое необходимо использовать для заполнения этого пространства. Это связано с тем, что нижняя часть дверного порога, соединяющая нишу для ног с фартуком, не может быть сформирована в процессе вакуумной формовки, поскольку лист вытягивается как внутрь (для создания ванны), так и наружу (для создания фартука). а толщина формы, которая отделяет внутреннее и внешнее, будет открытым пространством, когда дверь будет вырезана. Пример, показанный на фиг. 9изображает ванну с фартуком, объединенным с ванной как единое целое.
РИС. 10 показан дверной порог ванны с добавленным отдельно фартуком. В отличие от встроенного фартука, если фартук добавляется к ванне как отдельная деталь, зазор между фартуком и стенкой ванны становится меньше, потому что фартук может быть сконструирован так, чтобы закрывать необходимое пространство дверного порога, а затем крепится к ванна. Важной особенностью фартука является глубина порога, которая в предпочтительном варианте составляет примерно два с половиной сантиметра. Как видно из этого примера, показанного на фиг. 10, есть меньший зазор 1010 между фартуком 1020 и стенкой ванны 1030 , чем показано на РИС. 9, что позволяет значительно сократить трудоемкие этапы изготовления по заполнению всего порога шпаклевкой.
Обратимся теперь к фиг. 11 блок-схема иллюстрирует известный вариант осуществления процесса изготовления узла двери для душевой кабины. Сама дверь состоит из двух основных частей. Порог формируется под вакуумом, чтобы соответствовать дверному порогу в боковой части ванны (шаг 9).0009 1101 ). ИНЖИР. 12 показаны два примера дверных порогов 1201 , 1202 предшествующего уровня техники, один из которых обращен вверх, а другой обращен вниз. После вакуумного вспенивания порога его отделяют от полотна (этап 1102 ).
Вторая часть двери представляет собой плоскую панель, которая просто закрывает углубление пороговой части. Две половинки двери соединяются вместе (этап 1103 ), затем дверь шлифуется и окрашивается, как показано на фиг. 13 (шаг 1104 ). После этого добавляются ответные планки (шаг 1105 ).
При изготовлении двери, как указано выше, готовая дверь предшествующего уровня техники включает в себя две вакуумно-формованные акриловые детали, сначала была сформирована внешняя оболочка (пороговая часть) двери, после чего дверь была обрезана, после чего плоская часть акрила формируется тонкий лист (колпачок), который обычно укрепляют напыляемым стекловолокном, и две части скрепляют друг с другом, например, с помощью шпаклевки Bondo® или т. п. В такой конструкции шов спайки может находиться в ватерлинии. Детали предпочтительно помещают в удерживающее приспособление во время отверждения, а затем обрезают по форме двери, шлифуют и окрашивают. Затем дверь полируется, чтобы закончить продукт. Это изготовление двери для ванной является эффективным, но может быть трудоемким.
В соответствии с изобретением дверь для душевой кабины может быть выполнена так, как показано на фиг. 27-30. В этом способе для двери душевой кабины согласно фиг. 27-30 представлена дверца, предпочтительно выполненная из литого акрила. Предпочтительно лист армируют различными методами, включая совместную экструзию, армирующие материалы или наполнители или использование напыления стекловолокна. Предпочтительно лист армируют путем совместной экструзии акрилового материала с другим термопластом, таким как акрилонитрил-бутадиен-стирол (АБС) или подобным материалом. Полученный армированный лист предпочтительно отливают, формуют или иным образом формируют в виде пластины (крышки). Как показано на фиг. 27, сплошной лист из армированного акрила (например, соэкструдированный лист) предусмотрен 9.0009 2701 , а затем канал 2703 предпочтительно вырезается в листе или выводится из него вдоль его периферийной области Р. Пороговая дверная часть 2801 затем приклеивается непосредственно к закрывающему листу 2701 для придания двери эстетичного вида или формы. Шапочный лист немного толще, но больше похож на стандартный лист. Полученная дверь и способ ее изготовления позволяют легко прикрепить пороговую деталь 2801 к крышке в области канала 9.0009 2703 , как показано на РИС. 29. После формирования новая дверь 3001 готова, как показано на ФИГ. 30. Шов между двумя деталями желательно потом заполнить наполнителем подходящего цвета.
На фиг. 11, после того, как дверь сформирована, рама для дверного узла, независимо от того, изготовлена она по способу предшествующего уровня техники или по способу настоящего изобретения, содержит единую алюминиевую деталь, которая экструдируется и имеет форму, соответствующую краю дверного порога (этап 1106 ). . В штампованной раме есть канал для резиновой прокладки, которая является частью гидрозатвора ванны. В предпочтительном варианте штамповка выполнена из алюминия 60-61 или 60-63. Этот тип алюминия позволяет изгибать профиль в нужную форму, не защемляя канал прокладки. Установка и последующие этапы отделки известны в данной области техники и могут использоваться для дверей, выполненных в соответствии с настоящим изобретением для монтажа; однако допустимы и другие способы монтажа, известные в данной области техники или подлежащие разработке.
После формования профиль покрывается порошковым покрытием и устанавливается на ванну (этап 1107 ). ИНЖИР. 14 показана дверная рама 1401 , установленная на пороге двери. Рама крепится к порогу водостойким клеем (например, GT-3100 Neutral). Затем рама 1401 крепится к баку с помощью стопорного винта (не показан) в дополнение к клею.
После установки концы экструдированной рамы обрезаются, чтобы соответствовать высоте ванны (шаг 9). 0009 1108 ). ИНЖИР. 15 показан профиль , 1401, после его обрезки. Как показано на рисунке, кусок дерева 1501 или другой материал можно использовать для закрепления концов профиля 1401 , пока клей схватывается.
После надежной установки дверной рамы петли двери выравниваются и крепятся к раме и двери (шаг 1109 ). ИНЖИР. 16 показан покомпонентный вид в перспективе, иллюстрирующий, как дверная рама 1401 , дверь 1601 и петля 1602 подходят друг к другу. Рама имеет направляющую 1410 на внешнем крае, специально предназначенную для установки петли 1602 .
После установки двери в уплотнительную канавку рамы вставляется прокладка, как показано на РИС. 17 (этап 1110 ). Прокладка 1701 обеспечивает герметичность двери. ИНЖИР. 17 также хорошо видна специальная направляющая для петель 1410 на дверной раме 1401 .
Заглушки 1801 , 1802 добавляются к концам алюминиевой рамы, как показано на РИС. 18А и 18В, на которых показаны готовая ванна и дверь (этап 1111 ). Использование колпачков на концах рамы помогает снизить трудозатраты и ускорить производственный процесс, а также помогает совместить экструзию с рамой ванны.
Наконец, основание ручки 1901 прикрепляется к баку (этап 1112 ), показанный на РИС. 19. Затем ручку 2010 прикрепляют к основанию, как показано на ФИГ. 20 (этап 1113 ).
Дверь по настоящему изобретению аналогична обычной предварительно навесной двери, которую можно найти в доме, и ее можно установить в ванну как отдельный предварительно собранный узел. В других ваннах предшествующего уровня техники дверца прикреплена непосредственно к боковой стороне ванны, что аналогично монтажу двери дома непосредственно на стене. Предпочтительная экструдированная рама для использования с дверцами, выполненными в соответствии с настоящим изобретением, обеспечивает структурную целостность бака и гарантирует надлежащее выравнивание системы, поскольку она содержится как единое целое. Каркас удерживает стенки ванны от изгиба, а специальная направляющая для петель помогает удерживать дверцу на одном уровне, тем самым сохраняя целостность водяного затвора. Металлический каркас также улучшает уплотнение двери, закрывая неровности поверхности, которые часто возникают при использовании акрила, особенно на глубинах, используемых в настоящем изобретении (т.е. до 33 дюймов). Кроме того, рама улучшает уплотнение двери, обеспечивая специальную дорожку для уплотнения. Специальные гусеницы также упрощают техническое обслуживание, если что-то пойдет не так в полевых условиях.
РИС. 18А представляет собой перспективный вид в разобранном виде встроенной ванны , 1800, , показывающий взаимосвязь между основными компонентами ванны. ИНЖИР. 18В показан вид в перспективе полностью собранной встроенной ванны 1800 . Как показано на фиг. На фиг. 1. Поскольку боковая дверца 1601 открывается внутрь, водяной затвор в значительной степени поддерживается внешним гидростатическим давлением, когда бак наполнен водой.
РИС. 21 представляет собой вид сверху на ванну с душевой кабиной в сборе.
РИС. 22 — вид сбоку на ванную комнату в разрезе. На этом изображении четко видна глубина углубления для ног по отношению к сиденью ванны.
Важным элементом правильного вакуумного формования акриловой ванны является использование правильного радиуса для каждого угла ванны. Если кто-то попытается сделать более острые радиусы, это неизбежно приведет к разрыву акрила во время процесса вакуумной формовки. Как видно на фиг. 21 и 22 каждый угол формованной ванны закруглен. Например, нижний край ванны для ног имеет радиус трех дюймов (76,2 мм). Радиус относится к расстоянию, необходимому для округления перехода от одной прямой поверхности к другой, в данном случае к горизонтальному дну 9. 0009 2201 к вертикальной стене 2202 ниши для ног. (Если бы угол составлял 90°, радиус, конечно, был бы равен нулю.) Точно так же радиус между боковыми стенками 2101 , 2102 в области сиденья составляет примерно девять дюймов (228,6 мм), а радиус между боковые стенки 2101 , 2103 колодки около двух с половиной дюймов (63,5 мм). Предпочтительный способ изготовления ванны для использования с дверью, сформированной в соответствии с настоящим изобретением, может быть использован для изготовления ванны различной глубины, длины и ширины. Однако опыт показал, что вышеуказанные радиусы являются наиболее полезными независимо от размеров ванны.
Предпочтительный способ изготовления душевой кабины для использования с дверцей, сформированной в соответствии с настоящим изобретением, в сборке душевой кабины позволяет выполнять вакуумное формование акрила на глубину, недостижимую альтернативными методами по ширине и длине. . В одном варианте осуществления настоящего изобретения пол ниши для ног находится примерно на 17 дюймов ниже высоты сиденья, а общая глубина составляет примерно 33 дюйма. Длина и ширина отверстия ванны составляют около 43 дюймов и около 24 дюймов соответственно. Эта глубина относительно длины и ширины невозможна при использовании других методов.
РИС. 23 представляет собой вид сверху еще одной встроенной ванны, которую можно использовать с дверцей, выполненной в соответствии с изобретением. Эта ванна аналогична по размерам той, что изображена на фиг. 21 и 22, но с меньшей шириной.
РИС. 24 представляет собой вид сбоку в разрезе душевой кабины, изображенной на ФИГ. 23.
РИС. 25 представляет собой вид сверху другой встроенной ванны. Этот вариант ванны имеет меньшую глубину и немного большую длину, чем варианты осуществления, изображенные на фиг. 21-24.
РИС. 26 представляет собой вид сбоку в разрезе душевой кабины, изображенной на ФИГ. 25.
РИС. 31 и 32 показано, что вместо того, чтобы формировать отдельный порог для формованной ванны, который приклеивается к ванне и/или фартуку после формования, можно изготовить форму, имеющую форму, показанную на фиг. 31 и 32, при этом на фиг. 31 показано дно формы формы, а на фиг. 32 показана верхняя часть пресс-формы. Сама форма формируется и работает, как показано на фиг. 2A-2D, однако форма конструкции формы будет такой, как показано на готовой детали 9 формы.0009 3101 , показанные на ФИГ. 31 и 32. Основным отличием конструкции пресс-формы 3101 является углубление 3103 , которое обеспечивает предварительно сформированный порог 3105 . Дополнительная ячейка 3103 добавляется, чтобы дать акрилу или другому формовочному материалу место для вытягивания и растягивания во время вакуумного формования. После формирования заготовки 3101 дополнительный колодец 3103 обрезается, а дверная рама и порог 3105 остаются на ванне.
Если ванночка и фартук формируются отдельно, то ванна формируется только из части дверной рамы, а фартук формируется из другой половины дверной рамы. Затем части ванны и фартука соединяются стекловолокном и добавляется алюминиевый профиль для усиления связи между двумя частями. Когда ванна и фартук выполнены как единое целое, как описано в более ранних вариантах осуществления, описанных выше, существует некоторый риск разрыва. Однако при использовании способа формования формы, показанного на фиг. 31 и 32, может быть сформирован сильный порог. В этом случае фартук может быть сформирован как единое целое или как отдельная деталь, но порог будет выполнен сплошным. Поскольку вся дверная рама сформирована вместе с баком таким образом, использование алюминиевого профиля, как описано выше, для изготовления дверной рамы становится необязательным.
Описание настоящего изобретения было представлено в целях иллюстрации и описания и не претендует на то, чтобы быть исчерпывающим или ограничивающим изобретение в отношении описанной домашней птицы. Многие модификации и вариации будут очевидны специалистам в данной области техники. Вариант осуществления был выбран и описан для того, чтобы наилучшим образом объяснить принципы изобретения, практическое применение и дать возможность другим специалистам в данной области техники понять изобретение для различных вариантов осуществления с различными модификациями, подходящими для конкретного предполагаемого использования. Специалисту в данной области техники будет понятно, что возможны многочисленные вариации раскрытых вариантов осуществления, не выходя за рамки объема изобретения, раскрытого в формуле изобретения.
В чем разница между традиционной ванной и акриловой ванной?
от Givemeservice
Чугун и акрил — два распространенных материала, которые используются для ванн из-за их премиальных качеств. Хотя оба являются лучшим выбором, у большинства есть свой любимый стиль. Оба предпочтительны из-за их долговечности, а также превосходного ощущения. Тем не менее, между ними есть много различий, которые могут иметь важное значение при выборе акриловой ванны или ванны из чугуна. Чтобы помочь вам выбрать идеальную ванну, мы сравнили акриловую ванну с чугунной.
Производственные процессы
Акрил является синтетическим по своей природе и часто смешивается со стекловолокном для повышения прочности или долговечности. Два материала расплавляются при более высоких температурах, а затем смешиваются в определенных количествах. Затем их заливают в форму, имеющую форму ванны. Краситель в ванну добавляется в расплавленном состоянии. Затем они охлаждаются до желаемой формы ванны.
В отделку входит полировка ванны до глянцевой поверхности. Для чугуна процедура почти такая же, за исключением добавления цвета. Когда ванна остынет, на нее наносится слой глянцевого материала, такого как акрил, фарфор и эмаль.
Различия в стоимости и установке
Из этих двух вариантов чугунная ванна обойдется вам дороже, чем акриловая. Это происходит из-за их различий в долговечности и сохранении тепла, причем чугун лучше. На данный момент стоимость 60-дюймовой ванны из акрила составляет не менее 500 долларов. Чугунная ванна аналогичного размера будет стоить минимум 1300 долларов. Возможно, вам придется заплатить больше, так как большинство чугунных ванн имеют незавершенный внешний вид. Такая работа может стоить около 50 долларов. Когда дело доходит до процедуры установки, чугунная ванна будет стоить дороже из-за своего веса. Вам потребуется укрепить место пола, на котором будет стоять ванна, поскольку некоторые полы не предназначены для того, чтобы выдерживать такой вес в одной области. По этой причине вам потребуются опытные руки, чтобы правильно установить чугунную ванну в вашем доме. Что касается акриловой ванны, ее легкость делает ее простой в установке, а стандартный пол способен выдерживать ее вес даже во время использования. Для обеих этих ванн у вас есть много вариантов, попадающих между общими категориями отдельно стоящих и стационарных ванн.
Сохранение тепла
Для ванны время, которое вы можете провести в ней, будет зависеть от того, как долго она сохраняет тепло и, как следствие, теплоту воды. По сравнению с ним железо лучше проводит тепло, чем акрил или стекловолокно. Таким образом, горячая вода, налитая в 2 типа ванн при одинаковой температуре, будет дольше сохранять тепло в чугунной ванне, чем в акриловой. Разница в удержании тепла не является решающим фактором, поскольку акриловая ванна будет сохранять тепло достаточно долго, чтобы вы могли принять ванну, и еще несколько минут после нее.
Обслуживание
Акриловые и чугунные ванны практически не требуют ухода. Акриловые ванны слегка пористые, на них можно поцарапать и оставить пятна. Например, краска для волос может оставить пятна на акриловой ванне, а абразивы могут поцарапать поверхность. Любые разливы, которые могут оставить пятна, необходимо быстро вытереть или смыть с ванны, а для очистки ванны использовать мягкую ткань и неабразивные чистящие средства. При необходимости пятна можно отбелить. Чугунная ванна изнутри покрыта тонким слоем фарфора. Эта фарфоровая отделка не является пористой и вряд ли оставит пятна и поцарапается. Следовательно, в долгосрочной перспективе может потребоваться меньше обслуживания. Вы можете чистить ванну любым моющим средством, а также чистящими средствами, потому что отделка не царапается. Чугунная ванна окрашена снаружи. Со временем вы можете освежить этот цвет новым слоем краски. Многие акриловые ванны окрашены, однако некоторые из них могут иметь заводскую отделку, которая не требует обслуживания или перекрашивания на регулярной основе.
Долговечность
Несмотря на то, что чугун очень прочный и долговечный материал, фарфоровое покрытие внутри ванны может треснуть при сильном ударе. При сколе вы увидите чугун внизу. Поскольку железо теперь открыто, оно может начать ржаветь. При желании его можно отполировать напылением фарфора. Стоимость повторной отделки ванны составляет около 500 долларов, что меньше, чем будет стоить замена всей ванны. Акриловые ванны имеют отделку, которая будет проходить насквозь. Поэтому покрытие не будет трескаться и скалываться. Однако он может испачкаться и поцарапаться. Он может немного деформироваться при очень длительном использовании. Чугунные ванны служат дольше, чем акриловые, и это делает их идеальными для мест с интенсивным движением.
Стоимость при перепродаже
Чугунные ванны рассчитаны на длительный срок службы. Они более аутентичны, так как сделаны так же, как кадки 100 лет назад. По этой причине они считаются активом для дизайна ванных комнат высокого класса и повышают ценность дома. Акриловые ванны имеют аналогичный стиль, но не добавляют ценности, как это может сделать чугунная ванна.
Установка насадки для душа
Благодаря своему весу чугунная ванна достаточно устойчива, чтобы удерживать другие аксессуары, такие как насадка для душа, без опрокидывания и повреждения. На акриловой ванне при установке того же она деформируется и повреждается от веса аксессуаров.
Доступные варианты
Обе ванны доступны в различных формах и размерах. Хотя изготавливать акриловые ванны легко, но существует множество цветовых вариаций этой ванны, чем у чугунных.
Акриловая ванна Pros
- Дешевле
- Может быть установлен где угодно
- Не требует отделки
- Не требует усиления балки
- Малообслуживаемый
- Доступны некоторые модели
- Простая установка
- Пальцем вниз серый
Акриловая ванна Cons
- Не такая прочная
- Труднее использовать с душем
- Не подлежит повторной окраске
- Не увеличивает стоимость при перепродаже
- Кратковременное сохранение тепла
Чугунные ванны Pros
- Прочные и долговечные
- Может быть окрашен и отполирован
- Малообслуживаемый
- Доступны некоторые модели
- Может поддерживать душ
- Добавляет к стоимости перепродажи
- Удерживает тепло при купании
- Пальцем вниз серый
Чугунные ванны Минусы
- Дороже
- Трудно установить наверху
- Может потребоваться поддержка балки
- Финишная банка чипсы
- Более длинная и сложная установка
Плюсы и минусы Акриловые панели для стен и вкладышей для ванн – инновационные решения для строительства
Написано Майком Фоти в . Опубликовано в Реконструкция ванной комнаты, Стеновые панели для душа и ванны.
Сразу скажу, что моя компания начала свою деятельность 15 лет назад, занимаясь обшивкой стен для душа и ванн, продавая акриловые обшивки для стен и вкладыши для ванн. Однако сегодня мы продаем их один раз в голубую луну (хорошо, я должен признать, что никогда не видел голубую луну, но если бы мне пришлось угадывать, если бы вы видели ее, это было бы довольно редко).
Вам может быть интересно, что заставило нашу компанию «полуотключить» эту линию, когда для нас все это «началось»? Я могу изложить это в 4 словах или меньше….
Доступны лучшие варианты
Я здесь не для того, чтобы говорить вам, что все акриловые изделия для стен и ванн (и компании, которые их продают) плохи или вам не следует их использовать. На самом деле, я покажу вам 6 «плюсов» (или преимуществ), которые являются чертовски вескими причинами для использования акриловых стеновых панелей. Однако, поскольку они агрессивно ПРОДВИГАЮТСЯ в домах, я видел, как владельцы вводят в заблуждение чрезмерно нетерпеливых продавцов акрила, которые склонны преувеличивать правду. Слишком много домовладельцев дезинформированы об акриловых стеновых панелях и других способах избавиться от плитки и уродливого стекловолокна.
Вы заслуживаете того, чтобы узнать больше о плюсах, минусах (и альтернативах) акриловых систем облицовки стен и ванн, чтобы сделать осознанный выбор. Преобразование ванны в душ, установка ванны или полный ремонт душа недешевы. У вас есть варианты. Вам нужно знать плюсы и минусы, чтобы сделать правильный выбор для вашей ванной комнаты (и бюджета).
Итак, с этой целью давайте рассмотрим плюсы, минусы (и альтернативы) акриловых душевых кабин и вкладышей для ванн.
В заключение расскажите о своем опыте использования акриловых стен и ванн. Дайте мне знать, что вам нравится (и не нравится), если вы использовали (или рассматривали) этот продукт. Давайте разбираться в плюсах и минусах.
Плюсы (или преимущества) акриловых облицовок для ванн и облицовки стенВот 6 разумных причин, по которым следует рассмотреть акриловые облицовки для стен и облицовки для ванн
Плюс №1 акриловых облицовок для ванн и душевых кабин – у них есть затирка Z-E-R-O!Раствор зло!
Вот я и сказал. Единственный способ, которым раствор не является злом, — это если вы не тот, кто должен его чистить или иметь дело с плесенью или бактериями, живущими в нем. Кроме того, кто хочет, чтобы ЧТО-НИБУДЬ (кроме случайного растения) росло в ванной их хозяина или ребенка?
Затирочные швы (и плитка, к которой они приклеены) выглядят красиво… изначально. Тем не менее, в конце концов, это отстой (извините за откровенность, но вы знаете, что я прав). Это «в конце концов» (буквально) ставит вас на четвереньки. Или это «в конце концов» вынуждает вас звонить «Врачу по затирке швов», а кто вообще хочет пригласить «медика», чтобы избавиться от плесени и бактерий между затирочными швами?
Акриловые стеновые панели исключают затирку швов. БОЛЬШОЙ профи — ИМХО.
Pro #2 акриловых вкладышей для ванн и душевых кабин – они (часто) устанавливаются за день Вам нравится иметь подрядчиков в вашем доме? Если вы такие (как и все), то ответ — ни за что! Даже если они самые приятные парни и девушки в мире, подрядчики — это помеха в вашей жизни. Они делают беспорядок. Они отвлекают вас от рутины. И особенно после пандемии — чем меньше времени подрядчик может быть в вашем доме, тем лучше.
Акриловые компании «Ванна за день» приходят и уходят быстро. Они делают это, устанавливая ограждения и вкладыши для душа и ванны поверх старых материалов (таких как старая чугунная или стальная ванна или плиточные стены). Кто не любит быструю установку?
Pro #3 среди акриловых вкладышей для ванн и душевых кабин — продукт дешевле, чем плитка или более толстые панели для душа (по крайней мере, так должно быть)цены на акриловые вкладыши для ванн или стены должны быть в вашем списке «получить оценку». Они устанавливаются с 1/3 по 1/6 -го -го времени плитки. Вы сэкономите деньги по сравнению с привлечением плиточника, который, как вы клянетесь, стал реинкарнацией Элдона-художника из повтора 9.0943 Мерфи Браун (он же подрядчик, который НИКОГДА не покидает ваш дом!).
Единственный случай, когда вы не сэкономите деньги на работе с акрилом, это если вы «поклонитесь» акриловой компании «высокого давления», которая использует технику продаж « в стиле жестяных человечков» . Эти «ловкие продавцы» «начнут с высокого» и посмотрят, смогут ли они заставить вас купить (по ценам даже выше, чем плитка и более качественные душевые кабины, такие как искусственный гранит и ламинированные стеновые панели). Если вы не хотите подписывать сейчас, они позвонят своему «менеджеру по продажам», чтобы заключить с вами «сделку, которая бывает раз в жизни». ‘распродажа’
В начале индустрии акриловых стен был один выбор – глянцевые белые листы акрила. Это уже не так. Есть узоры плитки, каменные узоры и цвета, а также смеси мрамора. Добавьте изюминку против усталых и окрашенных швов плитки или пожелтевших стен из стекловолокна.
Pro № 5 акриловой облицовки для ванны и душевой кабины – они не окрашиваются, не выцветают и не желтеют со временем Если вы живете с пожелтевшей и грязной цельной душевой кабиной из стекловолокна, которую первоначальный застройщик «шлепнул», чтобы сэкономить несколько долларов, вы знаете, насколько уродливыми могут быть эти уродливые существующие стеновые панели или душевой поддон. Вы не можете очистить их, что бы вы ни делали.
С акриловыми вкладышами для ванн или душевых кабин вам не придется беспокоиться о появлении пятен, выцветании или пожелтении. Продукт полностью окрашен и не обесцвечивается.
Pro #6 акриловых вкладышей для ванн и душевых кабин – при профессиональной установке вы получите пожизненную гарантиюДлительная гарантия — это ОГРОМНОЕ преимущество при покупке дома. Хотя пожизненная гарантия производителя не распространяется на установку, все же приятно знать, что большинство производителей акрила предлагают пожизненную гарантию.
Минусы (или недостатки) акриловых вкладышей для ванн и окантовки стен Итак, со всеми этими плюсами вы можете спросить, почему акриловая система не должна быть беспроигрышным выбором для моего следующего ремонта? И вам может быть интересно, почему моя компания использует акрил только в тех случаях «голубой луны», о которых говорилось в начале этой статьи? Вот 6 «минусов» (или недостатков), которые вам нужно знать, прежде чем выбрать лучшую систему стеновых панелей. 9№ 0003
Эй, давайте посмотрим правде в глаза.
Формованный кусок пластика — это формованный кусок пластика.
Хотя вы ОТчаянно хотите выбросить свою плитку, вы не хотите заменить ее душем, который выглядит дешево. Вы хотите роскоши. Вы хотите низкие эксплуатационные расходы. Вы хотите обновить внешний вид, не тратя свои сбережения. Однако душ или ванна с низкой арендной платой — это не то, что вы имеете в виду.
Совершенно очевидно, если вы хотите, чтобы душевая кабина выглядела роскошно, вы не получите ее с (пластиковыми) акриловыми душевыми стенками. Вот 2 более привлекательных (и недорогих) альтернативы, которые вы можете не только использовать в своей душевой нише, но и выглядеть достаточно круто, чтобы простираться через все стены вашей ванной комнаты:
- ламинированные панели для стен душа — эти панели не отформованы, как акриловые стены. но имеют настоящие рифленые швы из искусственной затирки. Они гладкие. Они толще акрила. Они используются в Европе более 40 лет. У них есть текстуры и забавный дизайн, чтобы устранить раствор в современной минималистской ванной комнате.
- Декоративные стеновые панели из ПВХ. Мраморные узоры придают первоклассный вид. Это цифровые копии реальных вещей. Они также очень просты в установке.
Точно так же, как ваша сумочка и обувь создают платье, аксессуары для ванной комнаты могут визуально преобразить (или испортить) внешний вид вашего душа или ванны.
Не знаю, как вы, а когда я вижу «угловые тележки» и встраиваемые мыльницы с акриловыми стеновыми панелями, они выглядят дешево.
Вы хотите гордиться своим новым душем и его аксессуарами. Как насчет утопленной ниши из матового никеля или матовой черной душевой полки для вашей новой ванной комнаты, которые также легко чистить?
Аксессуары для душа могут (и должны) украшать душ.
Кон № 3 акриловых вкладышей для ванны и душа. Попытка купить этот продукт для домашнего мастера может стать серьезной проблемойВы бы хотели, чтобы у вас были деньги, чтобы профессионально установить работу. Однако, возможно, наем подрядчика не работает с вашим скудным бюджетом, но вы отчаянно хотите избавиться от своей противной ванной. И «белый пластиковый» материал, который вы можете подобрать в ближайшем домашнем центре (который действительно обслуживает любителей «сделай сам»), просто не подходит!
Итак, вы звоните в местную торговую сеть акриловых изделий, чтобы узнать цены на их красочные или мраморные узоры. Однако вам откажут быстрее, чем компьютерщику, который просит главу группы поддержки пойти на выпускной! Вам говорят, что продукт недоступен для продажи любителям «сделай сам».
Это расстраивает. Однако не волнуйтесь. Если акриловые франшизы не ответят вам, это может стать вашей выгодой. Есть более толстые и качественные системы, которые вы можете купить и установить самостоятельно. Эти продукты сэкономят вам деньги (когда вы будете делать работу своими руками) по сравнению с профессионально установленными акриловыми стенами. Вот 3 варианта, которые вам стоит изучить:
- Декоративные композитные стены из ПВХ (сверхпростые в установке)
- Стеновые панели из искусственного гранита (толще акрила и имеют форму резервуара)
- Душевые панели из ламината (толще акрила, гораздо более стильные, с 40-летней историей).
Позвольте мне начать с того, есть несколько очень хороших компаний, которые продают акриловые стеновые панели. Тем не менее, я также скажу вам, что существует слишком много компаний, занимающихся продажами под высоким давлением в стиле «жестяных человечков», представляющих эти продукты. И я скажу вам, что это одна из вещей, которая оттолкнула меня (как потенциального поставщика и установщика) от этого типа продукта.
Так как есть SO MAAANY производителей акрила и местных дилеров. Слишком много местных дилеров конкурируют друг с другом, поэтому некоторые в конечном итоге используют «старую школу» тактики продаж с высоким давлением, чтобы быстро продать рабочие места.
Например, эти компании не будут управлять (как они это называют) «однолегальными». Не знаете, что такое «однолегальные»? Ну, это встреча, которую компания не назначит вам, потому что «муж» не может присутствовать на «презентации» (примечание: «презентация» — это затянувшийся звонок, который вам нужно вытерпеть, чтобы купить продукт). Вам не нравится сексизм (сарказм) в этом? Это старомодные продажи под высоким давлением в худшем случае! И к тому же, может быть, у тебя даже мужа или значимого высказывания НЕТ!
Эти компании нанимают «ближайших продавцов одним звонком». Их работа — говорить и делать ВСЕ, чтобы заключить сделку сегодня вечером. Без него они не выйдут из ВАШЕГО ДОМА (и да, они примут вашу карту American Express!). Они позвонят своему менеджеру и сделают вам предложение, «слишком хорошее, чтобы отказаться»… ЕСЛИ И ТОЛЬКО ЕСЛИ вы подпишите сегодня вечером.
ИМХО — в индустрии производства акриловых стеновых панелей для жилых помещений слишком много «замшевой обуви», отброшенной назад из эпохи Железного Человека! Откажитесь подчиняться этому парню (или девушке, я не хочу быть здесь сексистом!).
Кон № 5 акриловых вкладышей для ванн и душевых кабин — перебирать старый материал, чтобы сделать «ванную за один день», — плохая идея ) все сделано правильно.Идея проходить через старую плитку, чтобы войти и выйти за день, — ОЧЕНЬ, ОЧЕНЬ, ОЧЕНЬ плохая идея (достаточно ли я поставил «очень» в этой строке, чтобы вы знали, что я не фанат? ).
Вот почему я не фанат.
Если у вас есть влага за существующей плиткой, система «сокрытия» (это даже звучит недобросовестно) задержит воду внутри. Это создает питательную среду для плесени. И если вы хотите остановить появление плесени, зачем вам покрывать старые материалы?
Если вы все же рассматриваете акрил (или любой другой тип системы стеновых панелей в этом отношении), НЕ позволяйте вашему подрядчику накладывать новый материал на ваши старые только для того, чтобы «сэкономить» (в краткосрочной перспективе) несколько часов работы.
Если у вас за стеновыми панелями появится плесень, вы в конечном итоге все испортите. И ЭТО будет ОЧЕНЬ, ОЧЕНЬ, ОЧЕНЬ плохой день.
Con № 6 акриловых вкладышей для ванны и душа. Использование вкладыша для ванны поверх существующей ванны НЕ сэкономит деньгиАкриловый вкладыш для ванны (предварительно сформированный акриловый вкладыш для надевания на старую чугунную или стальную ванну) «Звучит» как идея для экономии времени. Он использует старую ванну в качестве «основы». Однако это не лучшее решение, которое делает акриловая промышленность.
Во-первых, установка более новой более толстой акриловой ванны (и удаление старой ванны) часто оказывается экономически невыгодной, поскольку это означает «выравнивание» старой чугунной или стальной ванны.
Во-вторых, проблема, с которой сталкиваются компании с облицовкой, заключается в том, что вода попадает между облицовкой и старой ванной. В этом случае у вас будет (то, что в промышленности называется) «поплавок». Поплавок — это когда вы слышите (и чувствуете), как вода хлюпает под вашими ногами после того, как она нашла свой путь между двумя поверхностями (это между вашими старыми поверхностями). ванна и новый вкладыш).
Избавьтесь от беспокойства по поводу плавающих помутнений (в ванне или в глазах — ладно, признаю, что акриловые ванночки вам не помогут!). Установите новую акриловую ванну и откажитесь от идеи вкладыша для ванны.
Как мы можем вам помочь дальше? Как я упоминал в начале этой статьи, хотя моя компания до сих пор (иногда) занимается поставкой и установкой акриловых стеновых панелей, мы не большие поклонники (если только это не бюджетная ситуация, когда заказчик требует недорогой, но достойный продукт). Хотя акрил не является плохим продуктом, на рынке появились лучшие альтернативы. Вы можете получить более красивый внешний вид, не тратя много денег. 3 варианта, которые дадут вам большую отдачу от затраченных средств — ИМХО — это ламинированные стеновые панели, декоративные ПВХ-композиты и культивированный гранит.
Чтобы узнать о системах стеновых душевых панелей (и получить расценки на продукты, которые продаются оптом непосредственно вам или профессионально установлены дилерской сетью стеновых душевых панелей), позвоните по номерам, указанным ниже.
Я и моя команда (и наша сеть дилеров по всей стране) будем рады помочь вам.
Майк
Позвоните или щелкните по этим ссылкам, чтобы получить помощьЕсли вы ищете прямые оптовые поставки (или рекомендацию дилера по установке) душевых панелей без затирки или долговечных душевых поддонов, позвоните в Innovate Building Solutions по телефону 877- 668-5888. Если вы хотите стать дилером стеновых панелей для душа или ванны, позвоните Майку по телефону 888-467-7488.
По вопросам проекта реконструкции звоните в The Bath Doctor в Кливленде по телефону 216-658-1270 или по вопросам поставки продукции в Колумбусе звоните по телефону 614-252-7294.
Сообщение с тегами:
акриловые вкладыши для ванн, альтернативы акриловым стенам, варианты акриловых стен, преимущества и недостатки акриловых вкладышей для стен, преимущества и недостатки вкладышей для ванн, факты об акриловых стенах, как сравнить акрил с искусственным гранитом, как сравнить акрил с ламинированными стеновыми панелями, плюсы и минусы акриловых вкладышей для ванн, плюсы и минусы акриловых стеновых панелей, плюсы и минусы акриловых стен для душа, плюсы и минусы акриловых стенок, плюсы и минусы стеновых панелей для ванны, варианты душевой кабины, душевая стенка, варианты окантовки ванны, вкладыш для стены ванны фактыВ чем разница между акриловыми и стеклопластиковыми ваннами
Поиск по всем статьям
- Дом |
- Блог |
- В чем разница между акриловыми и стеклопластиковыми ваннами?
- Продукт
15 июля 2020 г. |
2 минуты чтения
Делиться
Только в этом месяце
Скидка 1000 долларов США †
В течение ограниченного времени вы можете воспользоваться скидкой 1000 долларов США на ванна KOHLER ® Walk-In. Свяжитесь с нами сегодня, чтобы получить эксклюзивную экономию.
Подробнее о предложении
Готовы начать? Запросите бесплатное предложение или позвоните по телефону (800) 707-5276.
Произошли ошибки. Пожалуйста, просмотрите выделенные поля ниже.
Полное имя*
Телефон*
Почтовый индекс*
Электронная почта*
Нажимая «Запросить бесплатное предложение», вы соглашаетесь на то, что представитель Kohler свяжется с вами.*
Акриловые ванны и ванны из стекловолокна — это долговечные варианты для ваших потребностей в ванной. Оба материала гибкие и легкие. Однако акриловые ванны дороже ремонтировать, а ванны из стекловолокна дешевле в обслуживании. Вы также можете рассмотреть гелькоут для более премиального варианта для вашей ванной комнаты. Прочтите этот пост в блоге, чтобы узнать больше о различных типах материалов.
Акриловые ванны
Акрил обеспечивает надежную опору и требует меньше ухода, чем другие материалы. При создании акриловых ванн производители нагревают акриловый лист в духовке и помещают лист в вакуумную форму. Затем производители удаляют воздух между акрилом и формой, позволяя акриловому листу трансформироваться в форму.
После охлаждения производители распыляют несколько слоев FRP (армирующего стекловолокна) и накатывают на уже сформированную акриловую оболочку. Последним шагом является добавление элементов ванны, таких как поручни и водостоки.
Баки из стекловолокна
Стекловолокно также является прочным материалом, требующим относительно небольшого ухода. Ванна из стекловолокна начинается с того, что производители сплетают вместе небольшие нити стекловолокна. Затем производители объединяют стекловолокно со смесью полиэфирной смолы и FRP, чтобы сформировать форму ванны. После добавления последнего слоя FRP производители извлекают ванну из формы, чтобы улучшить форму ванны и конечный продукт.
Сходства между акриловыми и стекловолоконными ваннами
- Оба материала содержат слои стекловолокна, чтобы придать конечному изделию большую прочность.
- Оба материала чрезвычайно гибкие, что дает больше возможностей для индивидуальной настройки.
- Оба материала легкие и с меньшей вероятностью повредят пол.
- Оба варианта относительно недороги по сравнению с ваннами из других материалов, таких как сталь или чугун.
- Оба материала более устойчивы к царапинам, чем другие типы ванн.
Различия между акриловыми и стекловолоконными ваннами
- Основное различие между акриловыми и стеклопластиковыми ваннами заключается в процессе формирования.
- Производители вакуумируют акрил в окончательную форму ванны. Это может повлиять на долговечность, поскольку иногда в акриловой ванне образуются слабые тонкие места.
- В ваннах из стекловолокна производственный процесс не включает вакуум.
- Вы можете создать копию вашей текущей ванны с акриловым вкладышем. Однако обычно это дорого.
- Вы можете повторно глазировать акриловые ванны для косметического обновления. Однако обычно это временное решение.
- Стекловолокно со временем может потерять цвет. Поскольку купить стекловолокно дешевле, его ремонт также обходится дешевле.
Подход KOHLER: ванны с гелькоутом и стекловолокном
Компания KOHLER предлагает ванны с гелькоутом с высококачественным покрытием из стекловолокна, которое помогает сохранить ванну. Мы начинаем наши ванны с гелькоутом, распыляя материал гелькоута на форму, чтобы сформировать форму ванны. Затем мы смешиваем смесь гелькоута со смесью стекловолокна и смолы, чтобы укрепить ванну.