Как правильно подобрать сварочный ток на инверторе: переменный и постоянный ток, сечение кабеля – Как правильно подобрать сварочный ток на инверторе?
Как правильно подобрать сварочный ток на инверторе?
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки — рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
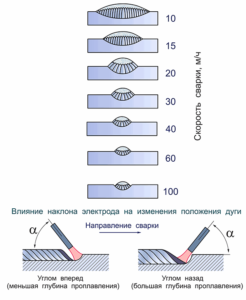
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?

Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться «с прямой
полярностью». Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет и х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Сварочный ток — очень важный параметр, от которого во много зависит качество готового сварного соединения. Начинающим сварщикам порой трудно разобраться в разнообразии настроек, предлагаемых ГОСТами. Ведь чтобы правильно выставить силу сварочного тока учитывается всё, и даже такие неочевидные для новичка особенности, как толщина металла.

В этой статье мы расскажем, как подобрать параметр сварочного тока исходя из диаметра электрода. При написании этого материала мы руководствовались собственным опытом и нормативным документами. Раньше начинающие сварщики были вынуждены сами высчитывать все настройки с помощью формул. Сейчас можно воспользоваться готовыми рекомендуемыми настройками.
Отдельно хотим отметить, что в этой статье мы будем рассказывать про настройку тока для дуговой сварки с применением инвертора, как самого распространенного и простого типа сварочного оборудования.
Общая информация
Сила тока при сварке электродом должна подбираться исходя из многих параметров. Мы подробно рассказывали о режимах сварки в этой статье, обязательно ознакомьтесь с ней, чтобы понимать суть. В целом, режим сварки состоит не только из силы тока и диаметра электрода. Также учитывается марка электрода, положение при сварке, род сварочного тока и его полярность, а также слои будущего шва. При этом важно понимать, какой конечный результат вы хотите получить. Т.е., какое качество шва, его размер и прочие характеристики для вас принципиальны. Исходя из этого уже настраивать режим сварки, и силу тока в частности.
Читайте также: Маркировка электродов
Все эта кажется несколько запутанным, но мы поможем вам правильно подобрать сварочный ток. Здесь всегда действует «железное» правило: чтобы определить оптимальную силу тока нужно прежде всего посмотреть на диаметр электрода, которым вы собираетесь варить. Естественно, это не единственный вариант, но он является основой, базой для дальнейших настроек.
Подбор электродов, в свою очередь, тоже очень важный этап. Диаметр подбирают исходя из толщины металла. Чем толщина больше, тем больше и диаметр. Параллельно нужно смотреть, для какого пространственного положения предназначены выбранные вами электроды. Идеальный вариант — сварка электродами в том положении, для которого они предназначены. Но все мы понимаем, что ни каждый сварщик (особенно домашний) может позволить себе покупать разные электроды для выполнения различных швов.
Эту проблему можно легко решить. Например, вы приобрели электроды, предназначенные для сварки в нижнем пространственном положении, но вам нужно сварить вертикальный шов. Для этого уменьшите амперы на 10-15%. Этот метод работает и при сварке потолочных швов, уменьшите амперы на 25-30%. Но учтите, что при сварке потолочных швов диаметр электрода не должен превышать 4 миллиметров.
Благодаря таким настройкам металл будет плавиться медленнее и соответственно не будет сильно стекать вниз. Как вы понимаете, сварочный ток и диаметр электрода всегда взаимосвязаны.
Настройка силы тока в зависимости от электрода
Теперь перейдем непосредственно к электродам и настройкам силы тока. Как мы писали выше, диаметр электрода подбирается исходя из толщины металла. Если вам нужно сварить деталь толщиной от 3 до 5 миллиметров, то используйте электроды диаметром 3-4 миллиметра. Если толщина до 8 миллиметров, то электрода диаметром 5 миллиметров вам будет достаточно.
А что насчет силы тока? Здесь все просто.
При сварке металла электродом 3 мм сила сварочного тока должна быть от 65 до 100 Ампер. Вас может удивить такая большая разница в цифрах, но не стоит беспокоиться. Вы будете сами выбирать удобное значение в зависимости от металла и его характеристик. Новичкам рекомендуем устанавливать 80 Ампер, это наиболее универсальное значение.
Сила сварочного тока при сварке электродом 4 мм может составлять от 120 до 200 Ампер. Такой диаметр электрода наиболее популярен, поскольку позволяет варить самые разнообразные швы. Он широко используется в промышленной и домашней сварке. Поэтому крайне важно научиться настраивать сварочный ток именно в этом диапазоне.
Если планируете использовать электрод диаметром 5 миллиметров, то здесь понадобятся довольно большие значения сварочного тока. Минимум 160 Ампер. Рекомендуемое значение — 200 Ампер. Чтобы работа была непрерывной, а дуга горела стабильно, рекомендуем использовать полупрофессиональный трансформатор.
А что, если вы собираетесь работать с электродами большой толщины? Скажем, 8 миллиметров. Здесь вам не обойтись без профессионального мощного оборудования. Минимальное значение тока должно составлять 250 Ампер. Но, скорее всего, в своей работе вам придется использовать куда большие значения, вплоть до 350 Ампер.
Отдельно хотим сказать про компактные инверторные сварочные аппараты, которые сейчас продаются в каждом специализированном магазине. Их полюбили многие домашние сварщики, за их простоту, компактность и надежность. Но есть и недостаток: зачастую такие аппараты способны работать только с проволокой малого диаметра, до 2 миллиметров. Для таких аппаратов сила тока в 40-50 Ампер будет достаточной. Мы рекомендуем приобретать модели таких аппаратов, которые способны плавно регулировать ток. Тогда погрешность будет минимальной.
Не устанавливайте силу тока наугад или опираясь на неаргументированные советы других сварщиков. Этому вопросу нужно уделять должное внимание, иначе вам металл либо не будет плавиться на нужную глубину, либо будет прожигаться. В любом случае, качество швов от такой работы не назовешь хорошим или даже сносным. Ваш главный советник — ГОСТы и прочие нормативные документы, в которых четко прописаны все настройки. Изучайте их, только так вы сможете получить правильную информацию.
Ниже вы можете видеть таблицы, которые помогут вам настроить силу сварочного тока в зависимости от диаметра применяемого электрода. Установите на сварочном аппаратенастройки из первой таблицы, если планируете варить стыковые швы.

Настройки из второй таблицы, которую вы можете видеть ниже, более универсальные. С них можно начинать свои первые попытки настроить сварочный аппарат. Такая таблица сварочных токов обязательно пригодится вам, так что запишите ее или запомните.
Вместо заключения
Выбор сварочного тока — один из ключевых этапов настройки аппарата. Но не стоит беспокоиться о возможных ошибках. При сварке инвертором многие параметры настраиваются интуитивно, а в современных сварочниках и вовсе режим сварки можно устанавливать в автоматизированном режиме (например, во многих моделях инверторов есть возможность автоматической настройки напряжения дуга).
Чтобы избежать ошибок имейте под рукой простые таблицы, которые вы уже видели в нашей статье. А еще лучше просто запомнить все возможные комбинации настроек. Поверьте, это не так сложно, как может показаться на первый взгляд. Со временем вы обретете свой личный опыт и начнете настраивать инвертор исходя из его погрешностей. Вы также будете знать особенности металлов, с которыми будете работать, а это упрощает настройку сварочного аппарата. Поделитесь в комментариях своим опытом настройки сварочного тока в зависимости от диаметра электрода.
Что влияет на выбор сварочного тока
При выполнении сварочных работ, качество получаемого соединения зависит в первую очередь от того, насколько правильно выбран режим сварки. Основным регулируемым параметром процесса или главной режимной характеристикой является электрический ток, который называют сварочным током.
Сила тока при сварке зависит главным образом от параметров заготовки, которую предстоит варить и от некоторых других факторов.
Основные понятия
Сварочный ток, кроме своего абсолютного значения, выражаемого в амперах, характеризуется постоянством или периодическим изменением во времени величины и направления.
В первом случае ток называется постоянным. Его источниками являются сварочные выпрямители, автономные сварочные генераторы, а также современные аппараты для сварки, использующие инверторные технологии.

Если направление и (или) величина тока меняются во времени, то его называют переменным. Источниками переменного сварочного тока служат понижающие трансформаторы, первичная обмотка которых включается в сеть переменного тока 220 или 380 вольт.
На выбор параметров сварки, то есть ее режима, влияют следующие факторы, тесно между собой связанные:
- толщина свариваемой заготовки;
- вид металла или сплава, который предстоит варить;
- диаметр применяемого электрода;
- расположение и характер шва.
Выбираемый токовый режим работы сварочного аппарата определяет величину энергии электрической дуги. Чем больше значение этого параметра, тем больше тепла выделяется при горении дуги, а значит, более интенсивно и глубоко плавится заготовка и применяемый электрод.
Отсюда становится понятным, что чем толще и массивней свариваемый металл, тем большее значение тока должно быть установлено при его сварке. Кроме этого, существует прямая зависимость между толщиной заготовки, токовым режимом и диаметром электрода при ручной дуговой сварке.
Зависимость от толщины электрода
 Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
Нормативная литература по сварочному делу содержит много таблиц, позволяющих выбрать требуемый диаметр электрода и значение сварочного тока для сваривания заготовок определённой толщины.
При увеличении тока сварки, увеличивается скорость плавления, как заготовки, так и материала электрода, это определяет прямую зависимость между сварочным током и диаметром электрода.
Например, если электродом, имеющим диаметр 2мм, рекомендуется сваривать металл толщиной 2 – 3 мм, выбирая при этом сварочный ток в диапазоне 40 – 80 ампер, то для электродов диаметром 5 – 6 мм указывается токовая величина 220 – 320 ампер при сварке металла 10 – 24 мм.
Стоит упомянуть ещё об одной характеристике сварочного процесса, связанной с диаметром используемого электрода. Речь идет о плотности тока сварки, определяемой отношением сварочного тока к площади поперечного сечения электрической дуги и измеряемой в амперах на миллиметр квадратный (А/мм2).
Этот параметр играет важную роль в формировании сварного шва. С увеличением диаметра электрода, плотность падает при неизменных токовых настройках аппарата.
Это обусловлено тем, что электрод с диаметром большего размера создает более толстую дугу, имеющую большее значение площади. Показатель плотности зависит также от длины электрической дуги.
При увеличении разрядного промежутка между электродом и заготовкой, дуга вытягивается, становясь тоньше, уменьшая площадь поперечного сечения разряда. При этом уменьшается температура, создаваемая дугой, замедляется процесс переноса вещества электрическим разрядом.
При дальнейшем увеличении зазора, процесс начинает терять стабильность, поверхность сварочной ванны становится неровной, и в итоге дуговой разряд гаснет. Таким образом, в относительно небольших пределах, энергию сварочного процесса можно регулировать путем изменения длины дуги.
Что касается сварки полуавтоматом, роль электрода здесь играет специальная проволока для сварки, диаметр которой также выбирается по таблицам, в зависимости от характеристик свариваемого металла и его толщины.
Практическое определение
Опытному сварщику не составит труда правильно выбрать режим сварки, если известны размеры заготовок и характеристики металла, из которого они изготовлены. При необходимости можно обратиться к одной из технологических таблиц.

Необходимо обращать внимание на рекомендации, прилагаемые к самим электродам и сварочному аппарату в инструкции. Существуют также эмпирические формулы, по которым можно произвести расчёт сварочного тока.
Для электродов, имеющих диаметр менее 4 мм или более 6 мм, иногда применяют следующую формулу:
I = (20 + 6d) d
В этой формуле I – сварочный ток, выраженный в Амперах, d – диаметр электрода в миллиметрах.
Для выбора сварочного тока при использовании электродов, имеющих диаметр менее 3 мм, и работе в самом простом нижнем положении, можно применить соотношение:
I = 30 d;
при диаметре 3-4 мм формула меняется на:
I = 40 d.
Расчетное значение на практике корректируют. Обычно происходит изменение в меньшую сторону на 10-15%.
Расположение и характер шва
 Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
Оптимальная величина тока сварки зависит от пространственной ориентации свариваемого соединения и положения, из которого производится сварка, а также от того, скошены ли кромки свариваемых деталей и под каким углом. Понятнее станет, если рассмотреть примеры.
При сваривании горизонтального шва в положении сверху, значение тока можно установить более высокое, чем при сварке вертикальных или горизонтальных потолочных швов в положении снизу.
Это объясняется тем, что сварочная ванна горизонтального, свариваемого сверху шва более устойчива и не склонна к растеканию. Повышенное значение тока в этом случае обеспечивает более глубокий провар заготовок, следовательно, более прочное сплавление по всей толщине детали.
Наименьший ток должен быть выбран при сварке потолочных швов снизу. В этом случае жидкий металл под воздействием силы тяжести стремится оторваться от шва и упасть, чему до определённого момента препятствуют лишь силы поверхностного натяжения расплавленного металла.
Это обстоятельство предъявляет более высокие требования к квалификации сварщика, которому в процессе выполнения работы необходимо тщательно следить за жидкой массой сварочной ванны, предотвращая вытекание из неё металла.
Следует заметить, что опытный сварщик может регулировать этот процесс, не уменьшая значение тока, а увеличивая скорость перемещения электрода вдоль шва, что кстати, уменьшает затраты времени на выполнение работы.
Подготовленные к сварке торцевые поверхности деталей путём их скашивания, требуют несколько уменьшить величину тока сварки, так как неподготовленные кромки необходимо проваривать гораздо глубже, чем предварительно снятые. Однако и в этом случае, при наличии опыта, выбор требуемого режима может быть осуществлен изменением скорости сварочного процесса.
Некоторые нюансы при выборе сварочного тока вносит тип покрытия применяемых электродов, но влияние этого фактора существенно ниже перечисленных ранее.
Какое влияние имеет полярность
 При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
При сварке инвертором, или классическим аппаратом постоянного тока, выбор режима сварки связан с полярностью. Прямой полярностью принято называть схему, при которой сварочный электрод подключен к минусовой клемме аппарата, свариваемая деталь соединяется при этом с плюсом.
Особенностью сварочного процесса при прямой полярности является то, что плавление материала электрода происходит более интенсивно, чем плавление заготовки. Объясняется это следующим образом.
Несмотря на то, что условное направление протекания электрического тока принято от плюса к минусу, реальный физический процесс представляет собой движение отрицательно заряженных частиц – электронов, от минуса к плюсу.
Благодаря этому, при такой полярности происходит быстрый расход материала электрода. Использование прямой полярности целесообразно в случае относительно тонких заготовок, либо если к массивному элементу приваривается тонкая деталь.
При подключении электрода к плюсу, а заготовки соответственно, к минусу, получаем полярность, которую называют обратной. При таком включении интенсивней плавится заготовка, что определяет преимущество его применения при сваривании более толстых деталей.
Поскольку каждая металлическая заготовка и сварочный аппарат имеет свои особенности, выбор оптимального значение тока зависит от опытности сварщика. Тем же, кто только учится варить, необходимо ориентироваться на расчетные и табличные значения.
Как настроить сварочный ток и выбрать диаметр электрода: правила, техника, особенности
Как работать со сварочным током? Какие настройки сварочных работ? Все эти вопросы и другие будут рассмотрены с Вами в этой статье.
Сварочный ток –что это? Для чего он нужен? Давайте вместе обговорим эти вопросы. Сварочный ток – это главный параметр который описывает электрические свойства сварочной дуги.
Новичкам нелегко сориентироваться с первого раза во всех настройках. Многообразие ГОСТ настроек никак не помогают новичкам. С целью правильного применения силы сварочного тока, нужно учитывать все факторы.
Здесь мы Вам расскажем всё о правильности применения сварочного тока. В этой статье мы поделимся нашим опытом. Несколько лет назад работники должны были делать вычисления самостоятельно.
В наше время всё изменилось и можно использовать готовые регулировки. Данная статья поможет Вам разобраться в типах сварочных работ, регулировках устройств.
Также здесь расскажем о дуговой сварке и настройках под нее. Про то как применяются инверторы и другие вопросы.
Содержание статьиПоказать
Введение
Выполняя сварочные работы Вам необходимо будет учитывать множество параметров. Вы должны понимать из чего состоит сварочный режим.
И что он будет состоять также из силы применяемого тока, и несомненно от диаметра электрода. Обратите внимание и на то какой ток для сварки используется (переменный или постоянный)– это называется родом сварочного тока.
Равным образом обратите Вашу непосредственную внимательность на электрод, его марку, полярность, пространственное положение при сварке, слои швах.
Необходимо понимать знать, что вы получите по окончании. А именно размеры, качество швов и другое. Очень важным будет в работе правильная регулировка. Правильно настроенный режим, сила при сварочных работах.
Так что, начнем разбираться как грамотно происходит подборка тока при сварке.
Запомните главное:приемлемость силы тока зависит от определения электрода, его диаметра в сварочных работах. Конечно это не одно правило, это будет базовыми навыками для предстоящей работы.
Подбор электрода также будет очень важен. Толща металла и диаметр электрода будут взаимозависимы по отношению друг к другу.
Толща изделия (металла) будет равна диаметру применяемого электрода. Также нужно учитывать, что электроды выбираются также по предназначению.
Удачным примером будет если электродная сварка будет подобрана под верное пространственное положение (горизонтальное, вертикальное, нижнее, потолочное и др).
К сожалению не всякий может себе позволить приобрести различные виды электродов для разнообразных швов.
Всё решаемо. Пример: Приобретаете Вы электроды, а они предусмотрены для сварки в нижнем положении, хотя вам надо сделать сварку вертикального шва либо потолочного шва.
Ответ: Уменьшение Ампер приблизительно 10-15%, во втором случае на 20-30%. Будьте внимательны, при выполнении сварки потолочного шва, диаметр должен быть 4 миллиметра.
При использовании таких настроек работа с изделиями из металла будет проходить без прожигания. Думаю Вы уже поняли, что всегда есть взаимосвязь между сварочным током и размером диаметра электрода.
Настройки силы тока и диаметр электрода

Думаю все уже успели понять, что диаметр электрода непосредственно исходит из толщины изделия металла. Как было написано выше по тексту. Толщина=диаметру.
Пример: когда работник должен сварить деталь, толща которой будет от 2 миллиметров до 8 миллиметров, тогда подбираются электроды диаметром от 2,5 миллиметров до 5 миллиметров.
Этого Вам будет предостаточно для работы. А как же сила тока? Ответ на поверхности.
Когда Вы делаете сварочные работы по изделию из металла диаметром электрода от 3,5 миллиметров, сила тока будет равняться 60 Амперам-100 Амперам. Не нужно удивляться этой разнице.
Вы будете самостоятельно подбирать значение, это зависит от плотности металлического изделия с которым происходит работа. Самым универсальным значением будет 80 Ампер. Оно хорошо подойдет для новичков.
Когда работник применяет 4-х миллиметровый диаметр электрода сила тока будет составлять 120 Ампер- 200 Ампер. Это один из распространенных диаметров электродов. Этот диаметр могут использовать специалисты своего дела и новички по сварке.
Если Вы хотите использовать полупрофессиональный трансформер (либо 5 миллиметровый электрод), для непрерывной работы и стабильного горения дуги. Нашей рекомендацией будет применять 160 Ампер — 200 Ампер.
Для работы на профессиональном оборудовании(или с калибром 8 миллиметров), Вам нужно применять силу тока от 250 до 345 Ампер.
Обращаем Ваше непосредственное внимание на небольшие инверторные сварочные устройства. Они есть в любом специализированном магазине. Понравятся профессионалам и любителям своего дела.
Но в этих аппаратах бывают недостатки. Они используют малый диаметр проволоки, приблизительно от 2 миллиметров. При использовании силы тока от 40 Ампер до 50 Ампер.
Рекомендация-приобретая такие модели смотрите, что б в аппарате плавно регулировалась подача тока. Неизменно следуйте правилам по установке силы тока.При нарушении в работе металлическое изделие будет прожигаться, а не плавится на необходимую глубину.
От правильности регулировки будет зависеть качество швов. Так что читайте нормативно правовые акты, ГОСТ. Точная информация = правильная работа.
Выводы
Заключительным этапом при настройке сварочного аппарата будет-сила сварочного тока. Никто не застрахован от ошибок. Иногда при налаживании помогает и сама интуиция, либо автоматические настройки.
Для того что б не совершать ошибок применяйте таблицы с настройками. Но лучше выучите их на память. Это будет легко. Опыт придёт со временем.
Вы самостоятельно будете регулировать инвертор опираясь на его погрешности. Вы получите хороший опыт работы с металлом.
Будем ждать Ваших комментариев. Рассказывайте свой опыт о настройках сварочного тока и его взаимосвязь с диаметрами электродов.
Выбор режима ручной дуговой сварки. От чего зависит сила сварочного тока
Для правильного определения нужной силы тока при ручной электродуговой электродной сварке необходимо учесть много факторов. Режим сварки определяют при анализе первоначальных данных. Чем больше данных, тем выше будет качество выполненной работы.
Режим сварки, факторы влияющие на его выбор
Для выбора нужного нам режима сварки требуется определить состав свариваемого материала, его геометрические размеры, конфигурацию и планируемый тип сварного шва. Только зная ответы на все эти вопросы мы сможем верно выбрать электрод и характеристики сварного тока.
Так как факторов множество и каждый из них по своему влияет на сам процесс сварки – рассмотрим их основные параметры:
- типоразмер электрода;
- значение тока;
- длина дуги;
- скорость провара;
- тип и полярность;
- количество швов.
Анализируя данный список мы видим, что главные критерии режима сварки связаны с условиями и характером горения сварочной дуги. Поэтому перед началом работ нужно выполнить подбор значений этих параметров для получения нужной конфигурации и, следовательно, отличного качества места сварки.
Хорошее увеличение производительности труда получают путем использования сварки, где применяется трехфазный ток.
Применяя трехфазную сварку КПД возрастает в 2—2,5 раза. Проходя сквозь дугу трех токов смещенных по фазе на 120 градусов качество и устойчивость дуги становится намного выше чем при применении однофазного тока. Данный тип сварки позволяет применять электроды с фтористо-кальциевыми покрытиями, которые не годятся при работе на однофазном переменном токе.
ТОК И ЭЛЕКТРОД
Одним из главных характеристик электродуговой сварки считается сварочный ток. В большей степени его сила определит характер шва и продуктивность сварки в общем. Чем выше значение тока-тем лучше дуга и глубже проплав. Сила тока при сварке находится в прямой зависимости с размером электрода и вида взаимного размещения свариваемых деталей в пространстве. Наивысшие значения тока применяются для стыковки горизонтальных деталей. При вертикальных проварах силу тока уменьшают на 15%, при потолочных – уменьшают на 20%.
Зачастую данные о силе тока нанесены на пачке от сварочных электродов. Вдобавок ее можно узнать с помощью расчетов или таблиц.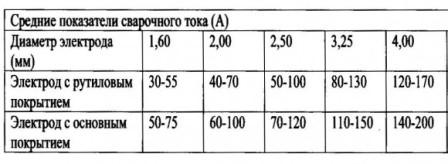
Диаметр электрода подбирается исходя из толщин скрепляемого металла, способа сварки и геометрических размеров шва.
Для каждого отдельного случая подбирается определенное количество Ампер:
- Электродом 1 мм. сваривают материал толщиной до 1 мм, сила тока выставляется в пределах 10-30 А.
- Электродом 1,5-2 мм. сваривают материал толщиной до 2 мм, подают на электрод 30-50 А.
- Электродом 3 мм. сваривают материал толщиной до 4 мм, подают на электрод 60-120 А.
- Электродом 4 мм. сваривают материал толщиной до 11 мм, подают на электрод 140-2000 А.
- Электродом 5 мм. сваривают материал толщиной до 15 мм, подают на электрод 150-270 А.
- Электродом 6 мм. сваривают материал толщиной до 16 мм, подают на электрод 210-340 А.
Такой разброс ампер существует из-за разности применяемых металлов и положения заготовок при сварке. При начале сварки советуют выставлять среднее значение силы тока.
ДЛИНА ДУГИ
Силу тока мы определили, теперь самое время разобраться какая длина сварочной дуги должна быть при заданных нами параметрах. Постоянная равномерная длина сварочной дуги окажет положительное воздействие на характер сварного шва. Наилучшим вариантом будет применение короткой дуги (длина дуги не больше диаметра применяемого электрода) Даже имея солидный опыт сварщика данное требование выполнить будет очень тяжело. Длина дуги имеет связь с калибром электрода и силой тока. Для обеспечения хорошего сварного шва требуется придерживаться зависимости между диаметром электрода и длиной дуги:
- При размере 1,5-2 мм – дуга составит 2,5 мм.
- При размере 3 мм – дуга составит 3,5 мм.
- При размере 3-4 мм – дуга составит 4 мм.
- При размере 4 мм – дуга составит 4,5 мм.
- При размере 4-5 мм – дуга составит 5 мм.
- При размере 5 мм – дуга составит 5,5 мм.
- При размере 6-8 мм – дуга составит 6,5 мм.
СКОРОСТЬ НАЛОЖЕНИЯ СВАРОЧНЫХ ШВОВ
Определение наилучшего скоростного режима наложения сварного шва напрямую зависит и привязано к геометрическим размерам свариваемых деталей и силы сварочного тока. При выборе правильной скорости шов получится в 1,5-2 раза больше размера электрода. При
Влияние скорости сварки на форму шва
малой скорости проводки получится переизбыток металла в сварной ванне, который будет расходиться и образовывать дефектный шов. При повышенной скорости проводки метал не сможет
прогреться в нужной степени, что несомненно приведет к непровару и шов получится хрупким.
Для определения наилучшего скоростного режима советуется придерживаться полученных экспериментальным способом характеристик ванны: ширина – 9-15 мм, глубина – до 6 мм, длина – 10-30 мм. При повышении скорости перемещения электрода ширина шва становится меньше, причем глубина провара фактически останется прежней. Получается, что швы наилучшего качества получим при соблюдении скорости 30-40 м/ч.
ПОЛЯРНОСТЬ
На выбор нужной нам силы тока влияет и полярность. Инвертор может менять направленность движения электричества. Каким образом это происходит и в чем преимущество изменения полярности?

Виды полярности сварочного тока
Поток электронов при сварке направлен от отрицательной клеммы к положительной. Клемма, на какую приходят электроны (положительная) имеет более сильный прогрев. Эти знания применяют для улучшения качества сварки при различных металлах и толщинах заготовок. При сварке габаритных деталей имеющих большую массу и плотность положительная клемма крепится к их поверхности, данный тип подключения будет считаться “с прямой
полярностью”. Зачастую при сварке используют именно этот тип. При работе с металлами имеющими тонкую стенку или высоколегированный сплав склонный к выгоранию легирующих элементов к ним подключают отрицательную клемму (обратная полярность). При использовании данного подключения наибольшая температура припадает на электрод, а свариваемые поверхности имеют меньший нагрев. Большая сила тока также будет меньшее влиять на деталь.
Верный подбор описанных выше показателей (силе тока, полярность, диаметр и вид электрода) гарантируют наилучшие показатели сварных швов. Для повседневной обычной сварки наиболее лучше подойдет сварочный инвертор с размером электродов диаметром 3-4 мм, выставленной силой тока приблизительно 100 А и использованием прямой полярности. Данный выпрямитель потребляет небольшое количество энергии, имеет малый вес и габаритные размеры и очень удобен в использовании. При работе нужно учесть, что любой сварочный аппарат имеет свои огрехи, поэтому проводить регулировку нужно на свое усмотрению отталкиваясь от заданных режимов. Помните, что подбор силы тока происходит в зависимости от совокупности большого количества факторов. Ошибочное определение режима может стать причиной того, что металл не будет провариваться при нехватке тока, а при его переизбытке-материал прожжется. При применении электродов с большим калибром плотность сварочного тока уменьшится, что обусловит появление блуждания сварочной дуги, её колебания и изменения длины. Все это приведет к увеличению ширины сварочного шва и меньшей глубине провара.
Источники питания
В настоящее время по роду электричества может применяться сварка переменным и постоянным током. Важно не только правильно выбрать режим сварки и толщину электрода, но и подобрать нужный источник питания. Давайте рассмотрим самые распространенные источники сварочного тока и узнаем в чем их отличия:
Сварочные трансформаторы
Создают сварочный ток просто понижая сетевое напряжение. Это определяет и х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
х хорошую надежность и дешевизну. Сварка переменным током с использование трансформаторов подходит наилучшим образом для работы с низкоуглеродистыми сталями. Огромным изъяном является его большой вес и огромные энергозатраты, что пагубно для обычных электро сетей. При уменьшении напряжения до 160-180 В данные источники питания не работают.
Сварочные выпрямители
Преобразовывает сетевое напряжение с дальнейшим его выпрямлением используя диодные или тиристорные блоки. Данные источники питания очень просты и имеют высокую надежность. Применяют для сварки фактически любых сталей и сплавов различными типами электродов. При работе данной сваркой образование брызг металла происходит в меньшей мере ч ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
ем у трансформатора, при этом замечается лучшее горение дуги и ее устойчивость, поэтому сварной шов получается лучше. Затраты на электроэнергию у него выше трансформатора, так как некая доля энергии теряется на диодном блоке. Работать данным аппаратом в местах где возможно понижение напряжения к 180 вольтам также невозможно.
Сварочные инверторы
Их принцип базируется на превращении переменного тока на входе прибора в постоянный, далее с помощью транзисторных ключей постоянный перерабатывается в переменный с частотой выше 50 кГц и поступает к высокочастотному трансформатору с последующим выпрямлением. Данные источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
источники питания обладают совершенными характеристиками выходного импульса подходящего под различные типы сварки. Выпрямитель имеет низкое энергопотребление и высокий КПД (более 85%), из-за чего нагрузка на сеть снижается во много раз. Аппарат снабжается разнообразными функциями такими как легкое образование дуги, не залипание электродов, «горячий старт»и т.д. Инвертор может работать с любыми видами электродов по всем маркам стали.
Сварочный ток и диаметр электрода:выбор,таблица соотношения
Сварка считается одним из самых надежных способов получения качественного неразъемного соединения металлов. Электроды относятся к основному расходному материалу, который используется в данной сфере. Они создаются таким образом, чтобы максимально соответствовать тому металлу, с которым вступают во взаимодействие, чтобы в итоге получилась однородная масса. Но материал является далеко не единственным параметром. Очень важным оказывается толщина, от которой зависит необходимая мощность аппарата, а также глубина провариваемой части металла.
Важно не только правильно выбрать их, но и правильно использовать. Здесь требуется не только мастерство сварщика, так как правильно подобранный режим оборудования также вносит свою долю в успешность процедуры. Опыт прошлых поколений уже помог вывести основные данные, как подобрать правильно параметры для того или иного материала и как проходит зависимость сварочного тока от диаметра электрода. Сейчас совсем не обязательно самостоятельно высчитывать все данные, а можно просто обратиться к уже сделанным расчетам, чтобы не наделать ошибок во время работы.

Сварочные электроды
Режимы проведения операций 

Сила тока при сварке электродом подбирается в зависимости от множества факторов согласно заданному режиму. Режим включает в себя основные показатели, которые определяются исходными данными. Можно определить требуемую форму шва, его размер и качество. Чем больше данных, тем выше качество работы. Основными параметрами являются:
- Диаметр электрода;
- Его марка;
- Положение при проведении операций;
- Сила и род тока;
- Полярность;
- Количество слоев в шве.
При многослойном шве режим может меняться, также как и диаметр и прочие параметры. Исходные данные берутся от электродов, которые в свою очередь подбираются под определенную марку металла. Если в общих данных указаны значения только для нижнего положения, то в этом нет ничего страшного. При вертикальном положении количество Ампер уменьшают от номинального на 10-20%, а при потолочном – на 20-25%. Это связано с тем, чтобы металл не так быстро расплавлялся и не стекал со шва. Также стоит отметить, что при потолочной сварке максимальный диаметр составляет 4 мм. Сварочный ток и диаметр электрода здесь имеют прямопропорционально соотношение. Его род также определяется сразу, так как он указывается в технических данных на пачке.

Выбор диаметра электрода для сварки
Подбор силы тока
Диаметр расходных материалов подбирается согласно толщине свариваемой детали, не говоря уже о размерах шва и способа сварки. Если необходимо заварить поверхность шириной в 3-5 мм, то диаметр следует выбирать 3-4. До 8 мм ширины вполне достаточно 5 электрода. Для каждого из этих положений нужно выбирать свое количество Ампер:
- Ток при сварке электродом 3 мм должен лежать в пределах от 65 до 100 А. Такой разброс зависит от металла и выбранного положения. Для начала рекомендуется ставить среднее значение, в данном случае 80 А.
- Сила тока при сварке электродом 4 мм лежит в пределах от 120 до 200 А. Это один из наиболее распространенных видов диаметра, который используется в промышленности, так как он подходит для работы, как с большими, так и мелкими швами.
- При 5 мм потребуется сила от 160 до 250 А, в зависимости от положения и выбранного типа металла. Это достаточно массивный расходный материал и количество Ампер здесь зависит от требуемой глубины проварки. Чтобы сделать ванную глубиной более 5 мм потребуется максимально полная мощность. Для стандартных режимов достаточно будет силы в 200-220 А. Для длительной работы с такими вещами следует иметь качественный и надежный трансформатор достаточной мощности.
- 6-8 мм электроды нуждаются в минимум 250 А, хотя для тяжелых работ может потребоваться значение в 300-350 А.

Настройка сварочного тока
«Обратите внимание! Неправильный выбор режима приведет к тому, что металл не будет провариваться, если тока не будет хватать, а при превышении, заготовка будет пропаливаться.»
Стоит отметить, что современная тенденция производства компактных сварочных аппаратов для домашнего использования делает все более востребованными расходные материалы толщиной в 1; 1,5; 2 мм. Для таких значений подойдет сила от 30 до 45 А, но при этом регулировка на аппарате должна быть достаточно плавная, так как тут даже небольшая погрешность может оказаться критической.
Таблица соотношения электрода и сварочного тока
Режим подбора тока для сварки стандартных стыковых соединений:
| Разновидность шва | Диаметр,мм | Ток, А | Толщина металла на заготовке, мм | Зазор до сварки, мм |
| 1-сторонний | 3 | 180 | 3 | 1.9 |
| 2-сторонний | 4 | 220 | 5 | 1.5 |
| 2-сторонний | 5 | 260 | 7-8 | 1.5-2 |
| 2-сторонний | 6 | 330 | 10 | 2 |
Также можно воспользоваться универсальной таблицей для широкого диапазона:
| Толщина заготовки,мм | 0,5 | 1-2 | 3 | 4-5 | 6-8 | 9-12 | 13-15 | 16 |
| Толщина электрода,мм | 1 | 1,5-2 | 3 | 3-4 | 4 | 4-5 | 5 | 6-8 |
| Сила тока, А | 10..20 | 30..45 | 65..100 | 100..160 | 120..200 | 150..200 | 160..250 | 200..350 |
Рекомендации
Напряжение при сварке током на современных аппаратах выставляется автоматически, так что этот параметр не берется в особый расчет. Для самых распространенных операций следует иметь все необходимые данные у себя под рукой. Также не стоит забывать, что у каждого аппарата имеются свои погрешности, поэтому, следует регулировать все по собственному усмотрению, отталкиваясь от заданных режимов.
Азы сварки инвертором — топ советов для начинающих
 Азы сварки инвертором — топ советов для начинающих
Азы сварки инвертором — топ советов для начинающихЛёгкие и удобные сварочные инверторы появились в продаже не так давно, но уже успели завоевать свою популярность среди сварщиков всех мастей. И вправду, зачем тягать неподъёмный сварочный трансформатор, когда можно купить пятикилограммовый инвертор и варить им все, начиная от лопат и заканчивая тяжёлыми металлоконструкциями.
Что уж тут говорить, прост сварочный инвертор и для освоения новичкам. Здесь нет необходимости подключать баллоны с газом, знать какие-то сложные нюансы касательно безопасности проведения сварочных работ. Кроме того, удобен инвертор и тем, что его можно подключить к обычной бытовой розетке, не боясь, что у тебя в доме выбьет пробки, а соседи с криком прибегут, поскольку у них сгорел новый телевизор от твоей сварки.
В общем, о преимуществах сварочных инверторов можно разговаривать бесконечно. Однако в данной статье сайта про ручную дуговую сварку mmasvarka.ru речь пойдёт не об этом, а о том, как можно за минимально короткие сроки овладеть на любительском уровне инвертором для сварки.
Азы сварки инвертором или что нужно знать новичку
Допустим, вы купили инвертор и очень хотите проверить его на деле, сварить какую-нибудь железяку. Что же, медлить нельзя, поскольку электросварка это очень увлекательное занятие, которое сильно затягивает, да так, что оторваться потом невозможно.

Помню, когда то и я купил свой первый сварочный инвертор. В ход шли не только трубы, но и гвозди, сварить которые с первого раза мне, правда так и не удалось. Ошибка вышла на счет электродов, я на тот момент не знал и купил электроды для переменного тока, которые не подходят при использовании инвертора.
Дело в том, что трансформаторные аппараты «всеядны», а вот что касается инверторов, то для них должны быть подобраны электроды постоянного тока. Поэтому в первый раз я так и намучался с гвоздями: сварка все время прилипала к металлу, и я не как не мог оторвать электрод от него.
Второе, на что хотелось бы обратить ваше внимание, так это на силу тока. На самом деле все очень просто, и для сварки толстых металлов используются электроды диаметром в 3 мм., и выше, а для сварки тонкого металла, электроды диаметром не более двух миллиметров.

В свою очередь, чтобы варить электродами разного диаметра, на сварочном инверторе должен быть выставлен определённый ток. Чем больше диаметр электродов, тем выше должен быть сварочный ток. И если для сварки электродами 2 мм, используется ток в 30-50 А., то вот для электродов в 4 мм, значение тока уже переваливает за сотню ампер.
Подготовка металла перед сваркой
Следующей особенностью, о которой должны знать новички-электросварщики, является удаление сильной ржавчины с металла. Если металл покрыт толстым слоем ржавчины, то это приведёт к образованию плохого контакта, из-за чего непременно возникнут сложности со сваркой.

Поэтому, не ленимся, и болгаркой, а возможно щеткой по металлу, если не доводим поверхность до блеска, то, хотя бы, напрочь, избавляемся от ржавчины на ней. В таком случае электрод не будет прилипать к металлу, который, в свою очередь, не будет разбрызгиваться в стороны, да так, что заготовка приобретёт совсем мрачный, и уж точно, не товарный вид.
Что ещё следует учитывать начинающим сварщикам, которые решили освоить за несколько дней сварочный инвертор. В первую очередь, это скорость сварки, она тем выше, чем тоньше металл вы будете варить. Порой лучше сначала взять тонкие листы на прихватки, а уж потом, аккуратно проваривать шов.

При этом нужно захватывать кромки двух заготовок, передвигая электрод из стороны в сторону. Думаю, этих простых советов действительно хватить для того, чтобы не накосячить с электродами, как я, в свой первый раз. Как говорится, лучше учиться на чужих ошибках, чем на своих собственных.
Поделиться в соцсетях
Содержание:
При выполнении сварочных работ основное внимание уделяется соединению стыкуемых деталей. Данный фактор во многом зависит от правильных настроек сварочной аппаратуры. Работая с полуавтоматами, следует настраивать не только силу тока, но и устанавливать нужную полярность при сварке инвертором. Настройки, установленные по умолчанию, не позволяют в полном объеме решать поставленные задачи, особенно, когда дело касается редких материалов или высоколегированных сталей. Тем не менее любой инвертор можно настроить в нужном режиме и получить качественный шов. Как влияет на сварку прямая и обратная полярностьСамо понятие полярности, применительно к сварочной аппаратуре, означает тот или иной вариант подключения, связанный с текущими процессами и необходимостью решения конкретной задачи. Для того чтобы изменить полярность, достаточно всего лишь поменять местами клеммы подключения. Ток изменит свое направление и физические процессы, а сама сварка в каждом случае будут протекать по-разному.
Существует два вида полярности, настраиваемые перед выполнением работы:
В соответствии с конкретными задачами, сварщиком настраивается прямая и обратная полярность при сварке инвертором. Некоторые молодые специалисты не знают всех особенностей настройки, поэтому у них иногда возникают сложности с прогревом и проплавлением заготовок из разных материалов. Рекомендуется сначала изучать техническую документацию инверторной сварки и проверять теорию практическими действиями. Технические условия для выбора полярностиПолярность соединения выбирается исходя из технических условий, необходимых для решения конкретной задачи. Путем изменения типа подключения можно получить концентрацию горячего анодного пятна или на самой заготовке, или на электроде. Непосредственный нагрев осуществляется за счет плюсовой клеммы, поэтому прямое подключение к ней приводит к разогреву данного участка. Эта особенность подключения дает возможность выбирать рабочий режим с учетом следующих факторов.
Толщина металлической заготовкиПри сваривании деталей со средней и большой толщиной следует воспользоваться прямым подключением. В этом случае тепловая энергия концентрируется на самом изделии, способствуя получению глубокого сварного шва. В этом же режиме возможна резка металлов, независимо от их толщины. Для сварки тонких листовых металлов рекомендуется использовать обратную полярность, когда основное тепло сосредоточено на электроде. За счет этого удается избежать перегрева заготовок, а плавление электрода будет происходить намного быстрее. Типы свариваемых металловВозможность изменения места расположения анодного теплового пятна позволяет выбрать режим работы, максимально эффективный для конкретной детали. Например, при сварке чугуна или нержавеющей стали при сварке инвертором применяется обратная полярность, чтобы не перегреть сплав и сформировать надежное соединение. Алюминий, наоборот, нужно варить в режиме прямого подключения, чтобы как можно быстрее преодолеть окислительную пленку. Существуют рекомендации по настройке аппаратуры под конкретные сплавы, которые следует внимательно изучить и использовать на практике.
Тип сварочной проволоки или электродаДанные компоненты также отличаются индивидуальными особенностями режимов температур, которые во многом зависят от используемых флюсов. Если сварка производится угольными электродами, то подключение в режиме обратной полярности не подходит, поскольку флюс подвергнется сильному перегреву и электрод станет непригоден для работы. В таких случаях выбор наиболее подходящих настроек полностью зависит от типа флюса и проволоки. Иногда для металла и электродов требуются совершенно разные настройки, и сварщику приходится подбирать наиболее оптимальное совмещение рабочих циклов с силой тока. Кроме того, нужно обязательно учитывать рекомендации завода-изготовителя, отраженные в технической документации. Особенности сварки с прямой и обратной полярностьюПрямая и обратная полярность инвертора обладают индивидуальными свойствами, которые нужно обязательно учитывать при выполнении сварочных работ. Особенности сварки при подключении инвертора с прямой полярностью:
Обратная полярность при сварке инвертором обязательно используется, когда свариваются заготовки из тонких листовых металлов. Этот процесс требует внимания и осторожности, поскольку велика вероятность прожечь и испортить материал. Данный режим подключения дополняется другими методами, позволяющими избежать неосторожных повреждений.
Среди них можно выделить следующие:
Новичкам, только начавшим осваивать данный вид соединения, рекомендуем проводить тренировочную сварку с обратной полярностью на испорченных металлических листах. Это даст возможность прочувствовать все особенности процесса и в дальнейшем избежать прожогов и других дефектов. |



