Какой профиль пвх лучше: Рейтинг производителей оконных профилей — Выбираем лучший профиль для пластиковых окон
Какой профиль ПВХ лучше | МосБалкон.ру
Во время выбораПВХ-окна, обычно, оценке подвергаются все характеристики его составляющих. Среди них, конечно же, не на последнем месте находится несущий профиль. Ведь на нем держится вся конструкция оконного блока. Какой из профилей лучше, однозначно сказать трудно. Выбирать нужно, исходя из своих возможностей и потребностей.
Выбираем ширину профиля
Профиль изготавливают таким образом, чтобы внутри него остались воздушные полости, иначе говоря, камеры. Чем больше их будет, тем меньше тепла пропустит изделие наружу. Поэтому, для холодных зим и в квартирах, где центральное отопление не из лучших, стоит заказывать профиль с тремя камерами и более. Ширина трехкамерных профилей обычно равна 58 мм.
Кроме трехкамерных также выпускаются профиля с 4-мя и более камерами. Однако, в средней полосе России, наиболее востребованы 5-камерные профили. Их, кроме довольно неплохой теплозащиты, также могут оснащать более прочными стеклопакетами и фурнитурой.
Отдельно хотелось бы отметить профили ПВХ с шириной около 11-13 см. Они еще называются «голландские». Вследствие своей уникальной конструкции, они прекрасно подходят для эксплуатации в северных регионах и застекления панельных зданий.
Толщина стенок профиля
Существует два класса профиля для металлопластиковых окон:
- класс А (самый прочный), включает изделия с наружной стенкой толщиной больше 3 мм. Рекомендуется специалистами для изготовления окон, дверей, балконов и каркасного остекления;
- класс В — более легкий профиль, толщина лицевых стенок которого составляет приблизительно 2,5 мм. Отличается более слабой способностью к энергосбережению, а также небольшой формоустойчивостью. Вследствие этого срок его службы уменьшается.
Армирование профилей ПВХ
С целью придания жесткости изделию, профиль подвергается армированию. Толщина, применяемого при армировании материала (стали, имеющей антикоррозионное цинковое покрытие) должна находиться в пределах 1,5-2 мм.
Согласно нормам, при установке окна в проем, имеющий ширину меньше 80 см, армирование не является обязательной процедурой. Но это только в том случае, когда профиль сделан из ПВХ-профиля белого цвета. Если профиль цветной, то армирование выполняется в обязательном порядке, независимо от размера. Причина этого в том, что цветные профили склонны к сильному нагреву, то есть подвержены к тепловой деформации.
На сегодня ПВХ-профили могут окрашиваться почти в любой цвет. Если говорить о цене, то пластиковое окно с цветным профилем получится дороже, чем классическое белое, приблизительно на 10-20%.
Некоторые свойства ПВХ-профилей, влияющие на выбор:
- стойкость к морозам. Если вы проживаете в тех регионах, где в среднем, температура воздуха в зимний период находится на уровне -200 С и ниже, то профиль окна должен быть морозоустойчивым;
- чтобы исключить образование внутри рамки стеклопакета мостиков холода, остекление перекрывается фальцем профиля с внешней стороны не меньше чем на 1,5 сантиметра;
- качество всех профильных систем, относящихся к одному классу приблизительно одинаковое.
 Поэтому сказать, что профиль того или другого производителя лучше, чем другие, нельзя. Существуют профили эконом-класса, стандартного изготовления (наиболее популярные), и «премиум» (для финансово обеспеченных людей).
Поэтому сказать, что профиль того или другого производителя лучше, чем другие, нельзя. Существуют профили эконом-класса, стандартного изготовления (наиболее популярные), и «премиум» (для финансово обеспеченных людей).
 Поэтому сказать, что профиль того или другого производителя лучше, чем другие, нельзя. Существуют профили эконом-класса, стандартного изготовления (наиболее популярные), и «премиум» (для финансово обеспеченных людей).
Поэтому сказать, что профиль того или другого производителя лучше, чем другие, нельзя. Существуют профили эконом-класса, стандартного изготовления (наиболее популярные), и «премиум» (для финансово обеспеченных людей).Выбирая профиль, в первую очередь, необходимо руководствоваться критериями и условиями эксплуатации. Выбрать какой-то один профиль и назвать его лучшим нельзя. Главное не забывать, что просто купить необходимый профиль ПВХ — еще не все. Для увеличения надежности во время эксплуатации, срока службы и функциональности, намного важнее купить к нему качественный стеклопакет, уплотнители и фурнитуру.
Какой профиль ПВХ лучше
Оконный профиль ПВХ – это основной элемент, из которого изготавливается каркас для створки и рамы. Для увеличения износостойкости этого материала его укрепляют металлическими вставками. Эти элементы придают каркасу прочности. Для повышения теплоизоляционных свойств в профиле предусмотрены воздушные полости.
Чем выше показатель по толщине стенок, тем более тепло- и износостойким будет окно, из него изготовленное.
Классификация
В европейском стандарте EN 12608 SR и отечественном ГОСТе 300673-99 все виды профиля разделяют на 3 основных класса:
- А – имеют самые толстые наружные (2,5 и выше) и внутренние (2,8 и выше) стенки;
- В – эти показатели меньше, наружные стенки от 2,5 мм, а внутренние – от 2,0 мм;
- С – любые другие конструкции, которые не подходят под требования к классам А и В.
В современных оконных блоках используется профиль толщиной от2,5 до 3 мм. Значение имеют и визуальные характеристики профиля. У качественного материала должна быть гладкая и однородная поверхность без разводов и цветового градиента.
Стандартным вариантом для жилых помещений считается ширина в 58 мм, более толстые конструкции относятся к изделиям премиум-класса. Стандартный профиль предназначен для 1-, 2- или 3-камерного стеклопакета. Именно такое остекление больше подходит для домов и квартир.
Существует определенный рейтинг среди фабрик, изготавливающих профили.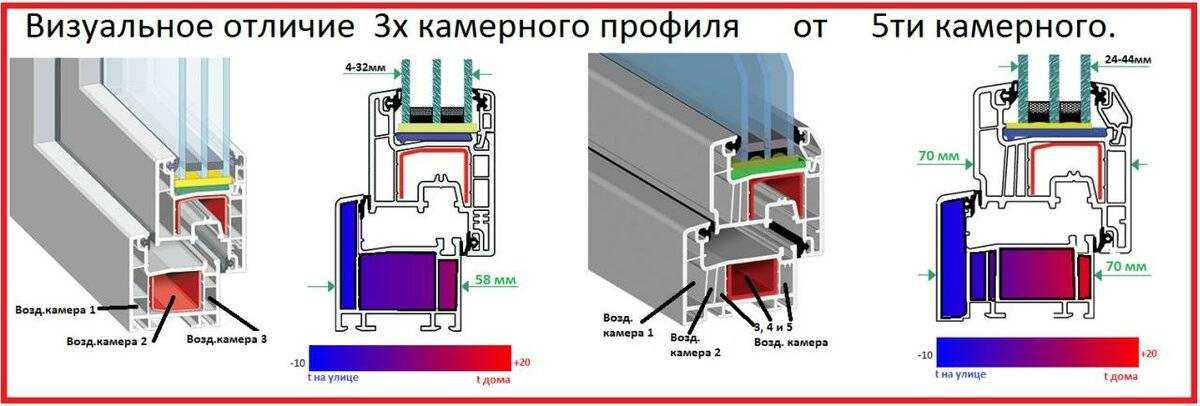 Но при выборе бренда надо учитывать, что на одном заводе выпускают разные изделия и стандартного, и премиум-класса. Поэтому при заказе важно оценить все характеристики продукции. Важно оценить качество сварных швов и фурнитуру, которую будут устанавливать на окно. Даже качественный профиль может повести от неправильного монтажа и ошибок при изготовлении.
Но при выборе бренда надо учитывать, что на одном заводе выпускают разные изделия и стандартного, и премиум-класса. Поэтому при заказе важно оценить все характеристики продукции. Важно оценить качество сварных швов и фурнитуру, которую будут устанавливать на окно. Даже качественный профиль может повести от неправильного монтажа и ошибок при изготовлении.
Сертификат на выпуск ПВХ стеклопакетов российские производители получают от германского Института оконных технологий, который располагается в городе Розенхайм. Наличие такого документа свидетельствует о высоком качестве выпускаемой продукции.
Критерии выбора лучшего стеклопакета
Чтобы пробрести надежный ПВХ-профиль, следует обратить внимание на несколько важных критериев. От этого зависит срок службы изделия. Заказывая окно учитывают:
- страну-производителя;
- количество камер, которые выполняют тепло- и звукоизоляционную функцию;
- ширина профиля, чем он шире, тем надежнее;
- наличие сертификата образца ISО 9001.

Качественное окно, установленное мастерами-профессионалами, прослужит долго. Но для безупречного функционирования конструкции бывает необходим ремонт окон ПВХ. Мы проведем замену уплотнителей и других деталей, отрегулируем створки и установим новое стекло вместо разбитого. В спектр услуг компании также входит изготовление, обслуживание и монтаж оконных блоков.
Телефон: 926-03-02 (мобильный офис)
E-mail: [email protected]
СЛОЖНОСТИ ЭКСТРУЗИИ ПРОФИЛЕЙ U-PVC ПО СРАВНЕНИЮ С ЭКСТРУЗИЕЙ ТРУБ
О экструзии труб:
Трубу ПВХ можно рассматривать как круглый профиль , изготовленный с помощью круглой матрицы.
Будучи круглым, он обеспечивает более или менее равномерную температуру расплава и давление внутри головки, что, в свою очередь, обеспечивает равномерный поток и равномерное набухание головки. Кольцевой зазор матрицы определяет толщину трубы.
Кольцевой зазор матрицы определяет толщину трубы.
Толщина трубы может регулироваться в продольном направлении путем изменения скорости подъема, при этом эксцентриситет можно регулировать с помощью центрирующих болтов.
Обратное давление также можно регулировать, выбирая диаметр и длину отверстия, в то время как давлением в матрице можно управлять с помощью конструкции .
Для труб большого диаметра относительно больший объем матрицы позволяет оптимально завершить сварку даже в матрице.
Двухшнековые экструдеры для труб спроектированы с учетом этих аспектов, чтобы максимизировать производительность при наилучшем возможном качестве.
Состав компаунда и Обработка относительно проста для труб . Технологическая добавка и модификаторы ударопрочности часто не используются, , если в этом нет необходимости .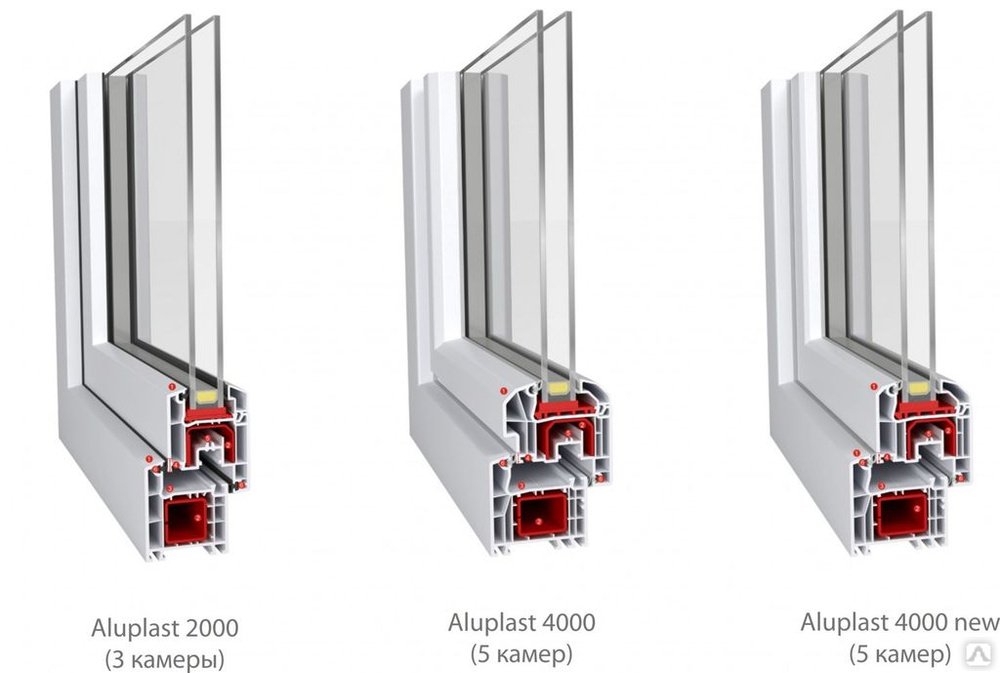 Карбонат кальция широко используется в зависимости от конечного использования и требований применимого стандарта.
Карбонат кальция широко используется в зависимости от конечного использования и требований применимого стандарта.
О штамповке профиля:
Трубы можно рассматривать как круглые, имеющие равномерная толщина и без углов .
Напротив, такие продукты, как оконные профили, короба, различные секции и профили, используемые в градирнях, могут иметь: , и
· Соблюдайте допуски на размеры для правильной установки.
В результате —
a) Гнезда асимметричны,
b) Давление, температура и поток внутри штампа могут быть неравномерными, и
c) Во многих случаях отверстие не используется; вместо этого используется пластина прерывателя.
Особенности экструзии профилей:
· Материал , выходящий из профильной головки , должен быть однородным и однородным с точки зрения температуры, степени плавления, потока, ориентации и т. д. не может дать равномерный поток.
д. не может дать равномерный поток.
· Асимметричные головки должны быть сбалансированы для обеспечения равномерного потока экструдата, перпендикулярно головке .
Компаундирование, обработка и аспекты качества:
Обычно используются более высокие дозы термостабилизаторов, чем компаунды для труб.
В отличие от экструзии труб оптимальное сплавление должно быть достигнуто в самом экструдере. При таком уровне плавления в сочетании с относительно меньшими размерами отверстий головки вязкость и, в свою очередь, противодавление в экструдере выше, чем при экструзии труб. Это выталкивает материал из вакуумного порта (дегазация) в экструдере.
Многие переработчики неосознанно используют экструдеры для изготовления профилей. Это ставит под угрозу производительность и просачивание материала из вакуумного порта. Самотечное кормление часто используется против принудительного кормления. Чтобы избежать этого, используются винты с меньшей степенью сжатия 1,8-2,2, известные как профильные винты .
Чтобы избежать этого, используются винты с меньшей степенью сжатия 1,8-2,2, известные как профильные винты .
Оптимальное сплавление между вакуумным портом и адаптером должно происходить до того, как материал попадет в головку. Для этого разумно используются вспомогательные средства в профильных соединениях. Это также помогает поддерживать более плавный поток через головку. Однако технологические добавки имеют тенденцию к увеличению разбухания штампа, что может нарушить геометрию профиля и точность посадки за счет увеличения стоимости компаунда.
Для лучшего заполнения матрицы и уменьшения ее разбухания используются полярные (внутренние) смазки.
Во избежание разрушения при низкотемпературном ударе в сложных углах профиля, в зависимости от геометрии профиля, 9Широко используются модификаторы ударопрочности 0003 . Тип и уровень модификаторов ударопрочности зависят от погодных условий.
Каждый процессор хочет достичь более высокой скорости линии и более высокой загрузки наполнителя . Более высокое содержание наполнителя способствует лучшему обращению с экструдатом, а также более быстрому охлаждению, , но его необходимо оптимизировать . Набухание матрицы немного больше при более высоких скоростях экструзии. Однако более высокая производительность при более высоком содержании наполнителя вызывает проблемы с износом не только штампов, но и калибровочных устройств. Более высокая производительность также создает проблемы дифференциального охлаждения для разных толщин одного и того же профиля, что, в свою очередь, приводит к Утяжка на поверхности профиля, если нет воды более низкой температуры .
Выравнивание матрицы, калибровочного блока и выравнивание матрицы, калибратора, охлаждающего бака и тяги по всем трем осям необходимо для более высокой скорости экструзии . Вакуумные калибраторы, используемые при экструзии профилей, обычно имеют длину 18 дюймов с матовым покрытием.
Вакуумные калибраторы, используемые при экструзии профилей, обычно имеют длину 18 дюймов с матовым покрытием.
Лучший способ компенсировать различные проблемы – экструдировать профили на оптимизированной (ниже трубы) производительности, поддерживая противодавление в пределах 250-400 бар 92 = МПа/10]. Экструдеры для профилей обычно имеют меньшую производительность (60-66%), чем экструдеры для труб, для экструдеров того же размера.
Меньшие размеры профиля, большее противодавление и многое другое — проблема материала , выходящего из вакуумного порта. Следовательно, скорость вращения шнека должна быть ниже. Чтобы компенсировать снижение производительности в случае меньших профилей, используются многогнездные штампы с соответствующими калибраторами и тянущими пластинами.
Практика показывает, что профильная головка, успешно работающая на одном экструдере, не может обеспечить аналогичную обработку и качество на другом экструдере. Согласно эмпирическому правилу успешная матрица, закрепленная на одном экструдере, обычно не снимается и не используется на другом экструдере.
Согласно эмпирическому правилу успешная матрица, закрепленная на одном экструдере, обычно не снимается и не используется на другом экструдере.
Иногда давление расплава достигает 500 бар . Следовательно, в случаях критических профилей выгодны конические экструдеры.
При использовании отверстия в плите прерывателя имеют зенковку со стороны винта, чтобы обеспечить прямолинейность потока и отсутствие застойных зон.
Аналогично, на входе в штамп и внутри штампа не должно быть застойных зон. Помимо деградации, это уменьшит выход.
Понимание этих аспектов позволяет сделать экструзию профилей простой и продуктивной.
Китайский производитель оконных профилей из ПВХ, пластиковые трубы, поставщик профилей из ПВХ
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Профиль компании
{{ util. each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Торговая компания | |
| Основные продукты: | ||
| Количество работников: | 617 | |
| Год основания: | 1995-03-06 | |
| Площадь завода: | ||
| Среднее время выполнения: | Время выполнения в пиковый сезон: один месяц Время выполнения в межсезонье: один месяц |
 05 square meters»>
32340,05 кв.м.
05 square meters»>
32340,05 кв.м. Компания Zhongcai, основанная в марте 1995 года, уже более 10 лет является ведущим производителем оконных профилей из ПВХ, пластиковых труб и фитингов, а также сборных окон и дверей из ПВХ в Китае.