Метрическая и дюймовая резьба отличия: основные отличия от метрической, параметры и маркировка — РИНКОМ
Чем отличается дюймовая резьба от трубной метрической / Резьбовое соединение / Соединение труб / Публикации / Санитарно-технические работы
Дюймовая трубная резьба применяется в металлических трубопроводах и пластмассовых и металлических фитингах разборного типа. Какими параметрами она характеризуется, как измеряется на внутренней и внешней поверхности конструкций и чем отличается от метрического варианта резьбового соединения, расскажет данная статья.
Параметры дюймовой резьбы
Все резьбы характеризуются следующими параметрами:
- Шагом – расстоянием, на котором находятся вершины или основания соседних витков или ниток.
- Глубиной – расстоянием между их вершиной и основанием.
- Углом профиля. Так называется угол, который виден в плоскости разреза и расположен между сторонами соседних витков.
- Наружным диаметром – расстоянием между вершинами противоположно расположенных витков.
- Внутренним диаметром – расстоянием между впадинами противоположно расположенных зубцов (диаметр цилиндра, на который навертывается резьба).


Согласно ГОСТ 6357 профиль трубной дюймовой резьбы представляет равносторонний треугольник с углом при вершине 55° (резьба Витвора) или 60° (американские стандарты UNC и UN). Наружный диаметр здесь измеряется не в миллиметрах, а в дюймах. Основная характеристика – число витков, расположенных на одном дюймовом измерении. В американской системе применяется два типа шага – крупный (UNC) и мелкий (UNF).
Обратите внимание! Витки должны иметь одну и ту же величину шага. Если расстояние между ними будет разным, к резьбовому соединению невозможно подобрать соответствующий болт или гайку.
Обычным дюймом (обозначается штрихом «), который равен 25,4 мм измеряют внутренний диаметр нарезки. Примечательно, что в данной ситуации прибегают к уникальной единице измерения – трубному дюйму величиной 33,249 мм. Здесь в размеры дюймовой трубной резьбы помимо внутреннего диаметра включается толщина двух стенок профиля.
Например, у стального трубопровода диаметром 5 дюймов изнутри величина нарезки равняется 127 мм, а снаружи – 166,245 мм.
На заметку! Исключением считается цилиндрическая трубная резьба 1/2 дюйма, у которой внешний диаметр составляет 21,25 мм.
Метрическая нарезка и ее отличия
Кроме дюймового измерения, применяемого в трубопроводах, существует метрическая резьба, которая используется в других сферах жизни. Она также характеризуется диаметром и шагом. Такая нарезка имеет профиль в виде равностороннего треугольника, угол, при вершине которого равен 60°. Нанесение нитей делается с крупным и мелким шагом. Первый маркируется буквой М с цифрой, указывающей на номинальный диаметр (например, М20). При мелкой нарезке добавляется шаг, поэтому обозначение имеет следующий вид — М20х1,5.
Отличие дюймовой резьбы от трубной метрической состоит в следующем.
- В метрическом варианте исчисление всех размеров производится в миллиметрах, а не в дюймах.
Это относится и к шагу резьбы, которая в дюймовом исполнении характеризуется количеством канавок, которые помещаются на одном дюймовом отрезке профиля. Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
Например, в водопроводе используются лишь два варианта резьбового «шага» — на 11 ниток (равняется метрическому шагу 2,31 мм) и 14 витков (равняется метрическому шагу приблизительно 1,8 мм).
- Изделия отличаются профилем резьбового гребня. В дюймовом варианте величина верхнего угла «треугольника» на 5 градусов меньше, чем в метрическом исполнении. Поэтому кончик витка более острый, и вершины зубчиков выглядят закругленными.
- Изделия с метрическим типом нарезки винтов измеряются по вершинам, а дюймовые – только по впадинам (к сожалению, это правило часто игнорируется).
- В ГОСТе указываются не только целые, но и дробные значения величин «трубного дюйма».
Обратите внимание! Для измерения шага резьбы пользуются специальным инструментом – резьбомером. В случае необходимости, его заменяют обыкновенной линейкой или другим доступным измерительным прибором.
Чтобы упростить определение соотношений этих двух измерений, в нормативных документах приводятся таблицы трубных дюймовых и метрических резьб для распространенных размеров.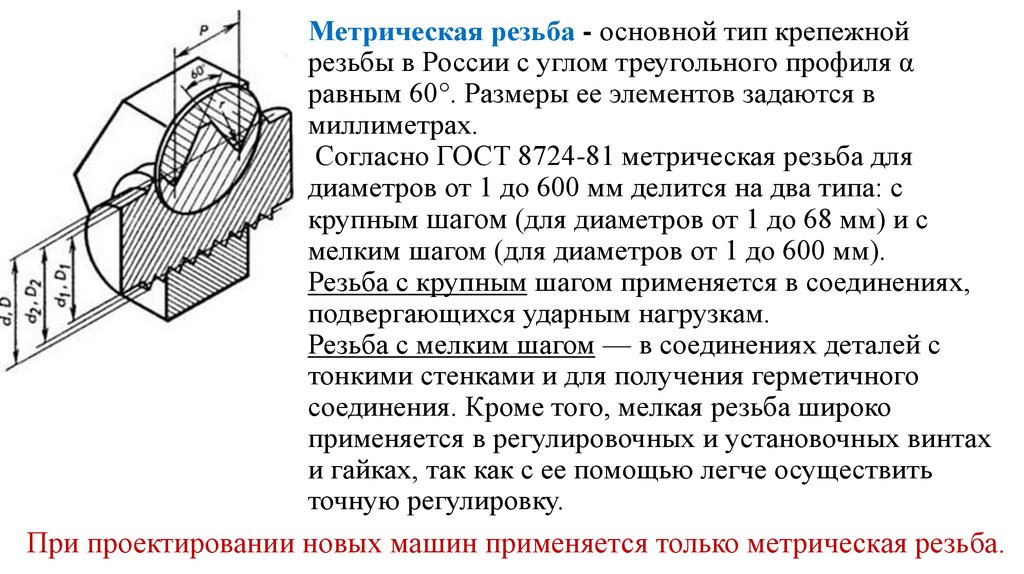
Разница в этих отличающихся системах исчисления параметров нарезки винтов затрудняет определение некоторых величин, но при внимательном изучении, в них можно разобраться. Надеемся на положительный результат!
Як визначити крок різьби. Метрична і дюймова різьба. Статті компанії «Крепсила»
Існують різні типи різьб: від художньої до машинобудівної. Остання являє собою гвинтову нарізку, нанесену по спіралі на стрижень з круглим перетином або на поверхню отвори. У сучасному будівництві, машинобудуванні і навіть побуті найбільш поширеними вважаються дві різьбові системи — метричну і дюймову.
Насправді в міжнародній системі існує величезна кількість різних стандартів. Але в російськомовних країнах прийнято використовувати стандарт метричної різьби ISO DIN 13:1988 з кутом нахилу вершини профілю. Вітчизняні стандарти, що визначають даний тип різьби, — ГОСТ 24705-2004 та ДСТУ ГОСТ 16093:2019.
Метрична різьба
Головна відмінність різьблення даного типу від подібних їй у тому, що тільки в метричній різьбі кут профілю дорівнює 60° (існує ще різьблення з кутом 55° і 47°).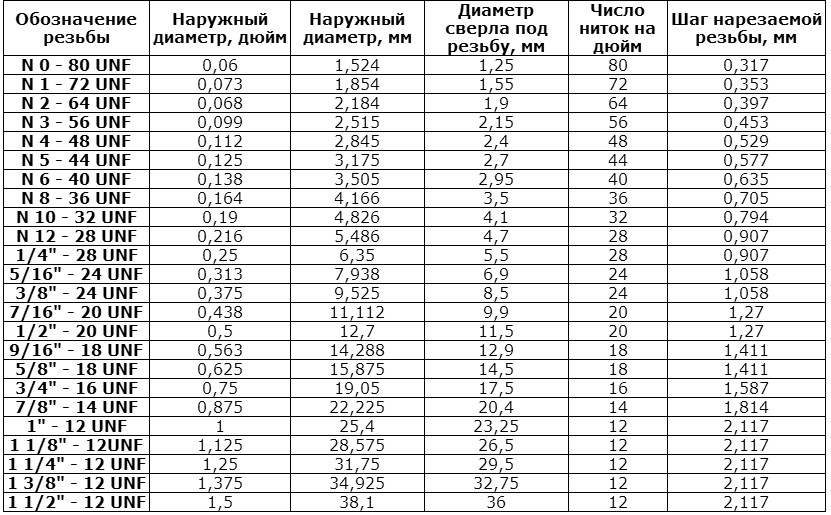
Метрична різьба використовується повсюдно, в тому числі в метричному кріпленні. З-за її найширшого застосування знадобилося створити значну кількість різновидів, щоб пристосувати цю універсальну різьблення під різні ситуації.
Види метричної різьби
- Ліва, права.
- Однозаходная, двухзаходная, трехзаходная.
- Трапециодальная (класична і наполеглива), прямокутна, трикутна, овальна, циліндрична (трубна, конічна).
- Стрічкова, модульна, питчевая та ін.
Ліва і права метрична різьба
Види метричної різьби
Дюймова різьба
Дюймова різьба має кут профілю 55°. Головною одиницею вимірювання дюймової (імперської) системи, як не важко здогадатися, є дюйм. На листі він позначається верхній лапкою, стоїть без пробілу відразу після числа: 2″.
Найбільш відомими стандартами дюймової різьби називають UNC і UNF.
Як визначити крок різьби
Визначити крок різьби потрібно при виборі резьбонадрезного інструменту або свердла для пробуривания отвори під елемент в якій-небудь поверхні. Також необхідно ретельно підбирати один до одного сполучаються елементи при організації болтового, гвинтового, шпилечного чи іншого розбірного різьбового сайту. Визначити крок різьблення можна різними способами.
Також необхідно ретельно підбирати один до одного сполучаються елементи при організації болтового, гвинтового, шпилечного чи іншого розбірного різьбового сайту. Визначити крок різьблення можна різними способами.
- Визначення кроку різьби з допомогою резьбомера (шаблону)
Таку назву носить спеціальний інструмент, що складається із спеціальних пластин (гребінок), на одній із сторін якої розташовуються виступи, що допомагають визначити крок різьби. Пластини закріплені на одному або двох осях, об’єднаних у спільному корпусі. Існують окремі шаблони для метричної та дюймової різьби. Легко відрізнити їх один від одного допомагає маркування: на перших стоїть знак 60°, на друге — 55°.
Перевага такого методу в тому, що він є найбільш точним (при вмілому поводженні з інструментом). При виробництві шаблонів використовуються спеціальні сталі, що не піддаються стиску і розширення під впливом різних температур. Це дозволяє використовувати резьбомеры практично в будь-яких погодних умовах.
- Визначення кроку різьби за допомогою лінійки
Цей спосіб не може дати стовідсоткового результату, але він чудово підходить для тих випадків, коли немає іншого варіанту вирішення поставленого завдання. Щоб дізнатися число витків за допомогою лінійки, слід визначити загальну довжину різьбового ділянки і порахувати кількість витків на цій відстані. Далі потрібно просто розділити довжину на число підрахованих ниток — відповідь і буде отриманим значенням кроку різьби.
Цей спосіб може мати іншу модифікацію. Якщо у вас є шматок паперу, то слід прикласти його до резьбовому ділянці і сильно притиснути. На цьому відбитку роблять замір (з допомогою лінійки чи іншого вимірювального інструменту) відразу декількох ділянок: двох, трьох чи більше, — а після розділити довжину вибраної ділянки на кількість витків у ній. Процес аналогічний описаному в попередньому абзаці.
- Визначення кроку різьби за допомогою штангенциркуля
Для цього слід провести вимірювання так, як показано на рисунку.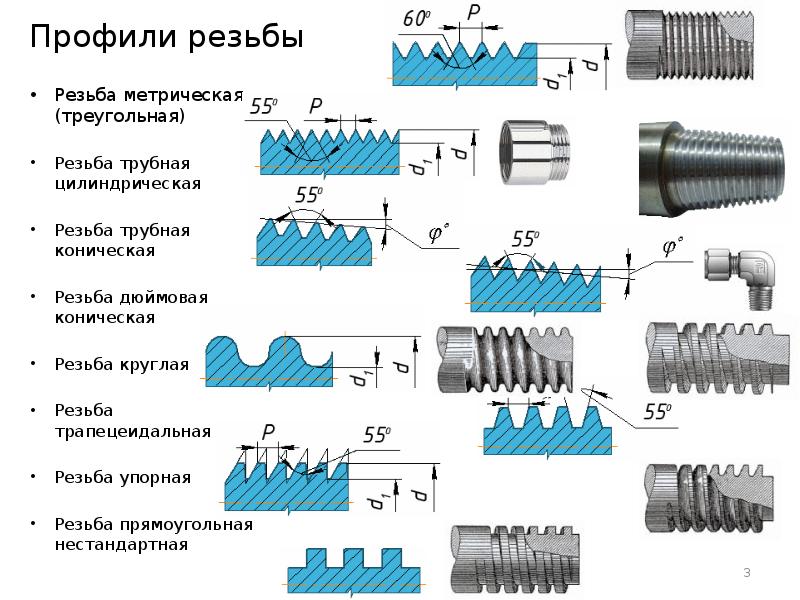 Отримане значення співвіднести з тим, що наводиться в таблиці, і дізнатися правильне значення кроку для метричної або дюймової системи відповідно.
Отримане значення співвіднести з тим, що наводиться в таблиці, і дізнатися правильне значення кроку для метричної або дюймової системи відповідно.
Таблиця відповідності діаметром і кроків метричної різьби
Зовнішній діаметр, мм | Внутрішній діаметр, мм | Крок різьби, витків на дюйм | Крок різьби | BSP | Метрика | Дюйм UNF | Дюйм NPT |
9,3-9,7 | 8,5-8,9 | 28 | — | 1/8″ | — | — | — |
9,3-9,7 | 8,5-8,9 | 27 | — | — | — | — | 1/8″ |
9,7-9,9 | 8,2-8,6 | — | 1,5 | — | M10x1,5 | — | — |
10,9-11,1 | 9,7-10,0 | 20 | — | — | — | 7/16″-20 | — |
11,6-11,9 | 10,2-10,6 | — | 1,5 | — | M12x1,5 | — | — |
12,4-12,7 | 11,3-11,6 | — | — | — | — | 1/2″-20 | — |
12,9-13,1 | 11,4-11,9 | 19 | — | 1/4″ | — | — | — |
12,9-13,1 | 11,4-11,9 | 18 | — | — | — | — | 1/4″ |
13,6-13,9 | 12,2-12,6 | — | 1,5 | — | M14x1,5 | — | — |
14,0-14,3 | 12,7-13,0 | 18 | — | — | — | 9/16″-18 | — |
15,6-15,9 | 14,2-14,6 | — | 1,5 | — | M16x1,5 | — | — |
16,3-16,6 | 14,9-15,4 | 19 | — | 3/8″ | — | — | — |
16,3-16,6 | 14,9-15,4 | 18 | — | — | — | — | 3/8″ |
17,6-17,9 | 16,2-16,6 | — | 1,5 | — | M18x1,5 | — | — |
18,7-19,0 | 17,3-17,6 | 16 | — | — | — | 3/4″-16 | — |
19,6-19,9 | 18,2-18,6 | — | 1,5 | — | M20x1,5 | — | — |
20,5-20,9 | 18,6-19,0 | 14 | — | 1/2″ | — | — | — |
20,7-21,1 | 18,3-18,7 | 14 | — | — | — | — | 1/2″ |
21,6-21,9 | 20,2-20,6 | — | 1,5 | — | M22x1,5 | — | — |
22,0-22,2 | 20,2-20,5 | 14 | — | — | — | 7/8″-14 | — |
22,6-22,9 | 20,6-21,0 | 14 | — | 5/8″ | — | — | — |
23,6-23,9 | 22,2-22,6 | — | 1,5 | — | M24x1,5 | — | — |
25,6-25,9 | 24,2-24,6 | — | 1,5 | — | M26x1,5 | — | — |
26,1-26,4 | 24,1-24,5 | 14 | — | 3/4″ | — | — | — |
26,3-26,7 | 23,7-24,1 | 14 | — | — | — | — | 3/4″ |
26;6-26,9 | 24,3-24,7 | 12 | — | — | — | 1,1/16″-12 | — |
29,6-29,9 | 27,4-27,8 | — | 2 | — | M30x2 | — | — |
29,8-30,1 | 27,6-27,9 | 12 | — | — | — | 1,3/16″-12 | — |
29,6-29,9 | 28,2-28,6 | — | 1,5 | — | M30x1,5 | — | — |
32,6-32,9 | 30,5-30,9 | — | 2 | — | M33x2 | — | — |
33,0-33,2 | 30,3-30,8 | 11 | — | 1″ | — | — | — |
33,0-33,3 | 30,8-31,2 | 12 | — | — | — | 1,5/16″-12 | — |
32,9-33,4 | 30,3-30,8 | 11,5 | — | — | — | — | 1″ |
35,6-35,9 | 33,4-33,8 | — | 2 | — | M36x2 | — | — |
37,6-37,9 | 36,2-36,6 | — | 1,5 | — | M38x1,5 | — | — |
40,9-41,2 | 38,7-39,1 | 12 | — | — | — | 1,5/8″-12 | — |
41,6-41,9 | 39,4-39,8 | — | 2 | — | M42x2 | — | — |
41,5-41,9 | 39,0-39,5 | 11 | — | 1,1/4″ | — | — | — |
41,4-42,0 | 39,2-39,6 | 11,5 | — | — | — | — | 1,1/4″ |
44,6-44,9 | 42,4-42,8 | — | 2 | — | M45x2 | — | — |
43,2-43,6 | — | 1,5 | — | M45x1,5 | — | — | |
47,3-47,6 | 45,1-45,5 | 12 | — | — | — | 1,7/8″-12 | — |
47,4-47,8 | 44,8-45,3 | 11 | — | 1,1/2″ | — | — | — |
47,3-47,9 | 45,1-45,5 | 11,5 | — | — | — | — | 1,1/2″ |
51,6-51,9 | 49,4-49,6 | — | 2 | — | M52x2 | — | — |
51,6-51,9 | 50,2-50,6 | — | 1,5 | — | M52x1,5 | — | — |
59,4-59,8 | 56,5-56,8 | 11 | — | 2″ | — | — | — |
59,9-60,2 | 56,4-56,7 | 11,5 | — | — | — | — | 2″ |
63,3-63,6 | 61,3-61,8 | 12 | — | — | — | 2,1/2″-12 | — |
Деловой диаметр и класс посадки
Техническую группу KATO часто вызывают для объяснения различий в различных классах
подходят как для дюймовой, так и для метрической резьбы, а также как они соотносятся с узлами резьбовых вставок. Так,
мы решили посвятить эту статью этой теме, создав простое объяснение, которое мы
думаю, будет полезным инструментом для наших дистрибьюторов, а также для конечных пользователей наших вставок. Мы будем
сосредоточьтесь на диаметре делительной окружности и на том, как диапазон допусков влияет на класс посадки.
Так,
мы решили посвятить эту статью этой теме, создав простое объяснение, которое мы
думаю, будет полезным инструментом для наших дистрибьюторов, а также для конечных пользователей наших вставок. Мы будем
сосредоточьтесь на диаметре делительной окружности и на том, как диапазон допусков влияет на класс посадки.
Рисунок 1A: Диаметр воображаемого цилиндра
Давайте вернемся назад и определим шаг резьбы. Шаг — это расстояние от точки на винте резьбы до соответствующей точки на следующей резьбе, измеренной параллельно оси резьбы, см. рис. 1b
Шаг (в дюймах) = 1/ (количество витков на дюйм) Пример: 4-40 UNC: P= 1/40 = 0,025 дюйма
Шаг метрической резьбы также является расстоянием от резьбы до соответствующих точек резьбы, за исключением того, что расстояние от резьбы до резьбы измеряется в миллиметрах (мм). И размеры метрической резьбы также выражены иначе, чем дюймовой резьбы.
Пример: Размер резьбы M10x1,5
Шаг (в мм) = 1,5
Класс посадки:
Рис. малый и делительный диаметры
детали с внутренней или внешней резьбой. Мы сосредоточимся на допусках диаметра шага, чтобы не усложнять задачу.
Обычно за размером резьбы следует цифра и буква, обозначающие класс посадки. На дюймовых размерах,
цифра 2 или 3 обозначает класс посадки, а буквы «А» или «В» обозначают соответственно наружную или внутреннюю резьбу.
Резьбы класса 2А и 2В обычно относятся к коммерческому качеству. Этот класс посадки имеет более широкий диапазон допусков.
и предназначен для общего использования крепежа.
малый и делительный диаметры
детали с внутренней или внешней резьбой. Мы сосредоточимся на допусках диаметра шага, чтобы не усложнять задачу.
Обычно за размером резьбы следует цифра и буква, обозначающие класс посадки. На дюймовых размерах,
цифра 2 или 3 обозначает класс посадки, а буквы «А» или «В» обозначают соответственно наружную или внутреннюю резьбу.
Резьбы класса 2А и 2В обычно относятся к коммерческому качеству. Этот класс посадки имеет более широкий диапазон допусков.
и предназначен для общего использования крепежа.
Резьба класса 3A и 3B относится к прецизионному качеству, а иногда и к аэрокосмическому качеству. Этот класс посадки имеет более жесткий допуск и предназначен для применений, где требуется точность и точность резьбы. необходимы. Поскольку для получения этих более точных допусков необходимы прецизионное оборудование и контрольно-измерительные приборы, производственные затраты являются следствием определения этого класса посадки.
Во многих случаях необходимо компенсировать напыление на резьбовом отверстии или вставке за счет использования метчиков STI с большим делительным диаметром. Производитель метчика делает это, указывая больший «предел H» на метчике, в зависимости от величины компенсации, необходимой для покрытия.
толщина. Каждый предел H представляет собой 0,0005 дюйма больше основного диаметра шага.
Производитель метчика делает это, указывая больший «предел H» на метчике, в зависимости от величины компенсации, необходимой для покрытия.
толщина. Каждый предел H представляет собой 0,0005 дюйма больше основного диаметра шага.
Наилучший способ визуализации различий в классах посадки винтовой резьбы показан на гистограмме на рис. 2. Этот пример показывает Пределы делительного диаметра для стандартной внутренней и наружной резьбы ¼-28 UNF.
Для метрической резьбы используется другая система допусков на диаметр делительной окружности. И эта система немного сложнее, чем та, что используется для дюймовой резьбы.
Класс допуска состоит из степени допуска и позиции допуска. Класс допуска определяется числом, которое контролирует шаг
допуски на диаметр (и диаметр вершины). Диаметр вершины – это наибольший диаметр наружной резьбы, меньший диаметр внутренней резьбы.
нить. Положения допусков обозначаются буквами, заглавными буквами для внутренней резьбы и строчными буквами для наружной резьбы.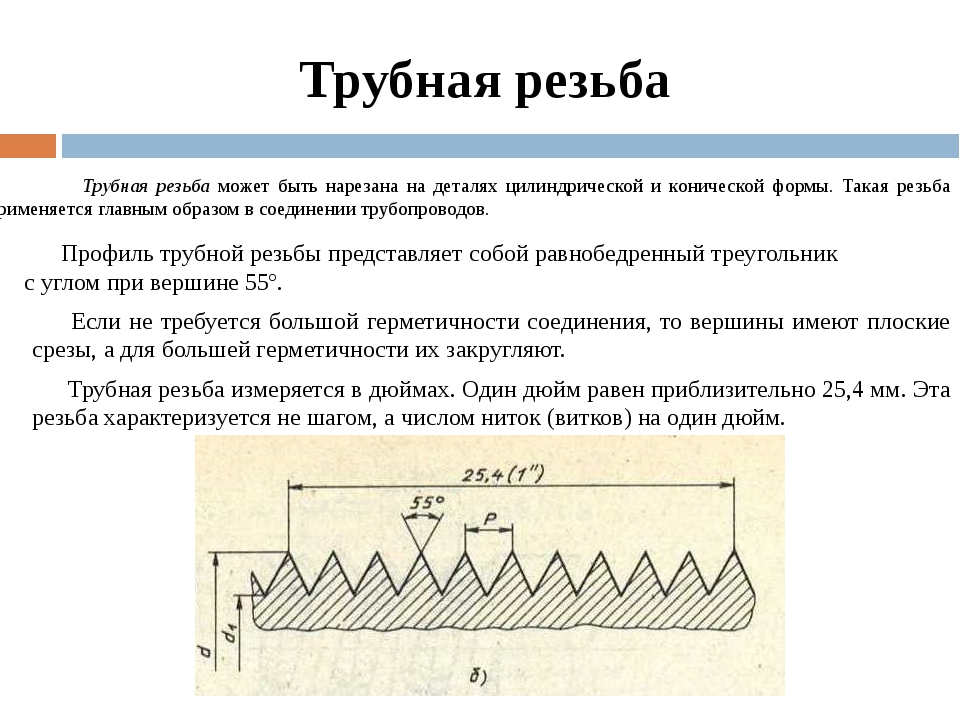
Пример:
| Класс точности | ||
|---|---|---|
| Тип резьбы | Диаметр шага | Диаметр гребня |
| Внешняя резьба | 4ч5ч | |
| Внутренняя резьба | 4H5H | |
Если допуски на диаметр шага и диаметр вершины совпадают, обозначение записывается только один раз. Например; 4h5H нужно записывать только как 4H. С метрической резьбы, больший номер класса допуска указывает на более широкий диапазон допуска. Например; 4H примерно эквивалентен классу 3B (прецизионное качество), а 5H примерно соответствует классу 2B (коммерческое качество). Пожалуйста, см. Рисунок 3 для примера диаметра шага ограничения для внутренней и внешней стандартной резьбы M6x1.
Допуски на средний диаметр более жесткие для резьбовых отверстий, предназначенных для спиральных вставок. Эти отверстия имеют обозначение «STI».
(вставки с резьбой) после размера резьбы. Причина этого связана с тем, что окончательная сборка должна соответствовать федеральным
Стандарты резьбы, поэтому допуски на нарезание резьбы должны быть более жесткими, чтобы учесть допуски на вставную проволоку. Класс прилегания
устанавливаемая вставка контролируется классом прилегания резьбового отверстия. KFS предлагает метчики STI для дюймовой резьбы класса 2B и
допуски 3B, а для метрических резьб — допуски классов 4H и 5H.
Класс прилегания
устанавливаемая вставка контролируется классом прилегания резьбового отверстия. KFS предлагает метчики STI для дюймовой резьбы класса 2B и
допуски 3B, а для метрических резьб — допуски классов 4H и 5H.
Если у вас есть какие-либо вопросы, пожалуйста, свяжитесь с нами.
Чтобы получить больше технических статей, зарегистрируйтесь в KATOpedia сегодня! БЕСПЛАТНАЯ регистрация , заполните ее менее чем за 1 минуту и получите доступ к самой полной в мире онлайн-энциклопедии по винтовым резьбовым вставкам и инструментам.
Таблица базовых метрических резьб (M1–M100)
Отдел продаж в странах Запада: 1-800-665-4825
Отдел продаж в странах Востока: 1-888-665-4825
| Диаметр | Крупный шаг | Мелкий шаг резьбы | ||
|---|---|---|---|---|
| М1 | 0,25 | 0,2 | ||
M1.
| ||||