Отличие метрической от дюймовой резьбы: основные отличия от метрической, параметры и маркировка — РИНКОМ
Отличия метрической и дюймовой резьбы. Элементы резьб. — Общий
#1
dkv (Кирилл)
Отправлено 02 Июнь 2011 — 12:32
Резьбы по системе мер делятся на метрическую и дюймовую. Метрическая и дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Резьбовыми называют разъемные соединения, выполняемые с помощью резьбовых крепежных деталей – болтов, винтов, гаек, шпилек или резьбы, непосредственно нанесенной на соединяемые детали.
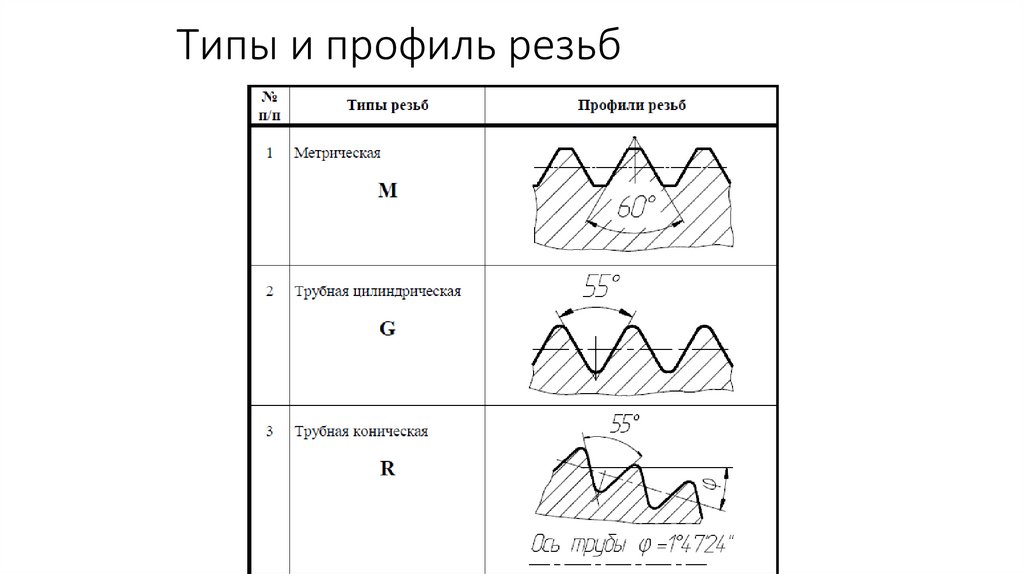
1. Метрическая резьба (рис. 1) имеет в профиле вид равностороннего треугольника с углом при вершине, равном 60°. Вершины выступов сопрягающихся винта и гайки срезаны. Характеризуется метрическая резьба диаметром винта в миллиметрах и шагом резьбы в миллиметрах.
[attachment=1264]metric001.jpg[/attachment]
Рис. 1 Метрическая резьба
2. Дюймовая резьба (рис. 2) имеет в профиле такой же вид, как метрическая резьба, но у нее угол при вершине равен 55° (резьба Витворта — британский стандарт BSW (Ww) и BSF), угол при вершине равен 60° (американский стандарт UNC и UNF). Hаpужный диаметp pезьбы измеpяется в дюймах (1″ = 25,4мм) — штpихи («) обозначают дюйм. Характеризуется эта резьба числом ниток на один дюйм. Дюймовую американскую резьбу выполняют с крупным (UNC) и мелким (UNF) шагом.
[attachment=1265]inch002. jpg[/attachment]
jpg[/attachment]Рис. 2 Дюймовая резьба
Табл1. Таблица размеров крепежных изделий для американской дюймовой машиностроительной резьбы UNC с крупным шагом (угол профиля 60 градусов)
Размер в дюймах____Размер в мм___Шаг ниток/дюйм
UNC № 1_______________1.854____________64
UNC № 2_______________2.184____________56
UNC № 3_______________2.515____________48
UNC № 4_______________2.845____________40
UNC № 5_______________3.175____________40
UNC № 6_______________3.505____________32
UNC № 8_______________4.166____________32
UNC № 10______________4.826____________24
UNC № 12______________5.486____________24
UNC 1/4_______________6.35_____________20
UNC 5/16______________7.938____________18
UNC 3/8_______________9.525____________16
UNC 7/16______________11.11____________14
UNC 9/16______________14.29____________12
UNC 5/8_______________15.88____________11
UNC 3/4_______________19.
 05____________10
05____________10 UNC 7/8_______________22.23_____________9
UNC 1″________________25.4______________8
UNC 1 1/8_____________28.58_____________7
UNC 1 1/4_____________31.75_____________7
UNC 1 1/2_____________34.93_____________6
UNC 1 3/8_____________38.1______________6
UNC 1 3/4_____________44.45_____________5
UNC 2″________________50.8______________4 1/2
[attachment=1266]elements003.gif[/attachment]
Рис. 3 Элементы резьбы
Основные элементы резьб представлены на рис. 3
К ним относятся следующие элементы:
— шаг резьбы — расстояние между вершинами или основаниями двух соседних витков;
— глубина резьбы — расстояние от вершины резьбы до ее основания;
— наружный диаметр — наибольший диаметр резьбы болта, измеряемый по вершине резьбы перпендикулярно к оси резьбы;
— внутренний диаметр — расстояние, равное диаметру цилиндра, на которой навернута нитка резьбы.
Моменты затяжки крепежныйх изделий с дюймовой резьбой стандарта США
В следующих таблицах приведены общие нормативы моментов затяжки для болтов и гаек SAE класса 5 и выше.
Размер резьбы,дюймы Момент затяжки стандартных болтов и гаек
__________Н*м*______Фунт силы-фут**
1/4_______12±3___________9±2
5/16______25±6__________18±4,5
3/8_______47±9__________35±7
7/16______70±15_________50±11
1/2_______105±20________75±15
9/16______160±30________120±20
3/4_______370±50________275±37
7/8_______620±80________460±60
1_________900±100_______660±75
11/8______1300±150______950±100
1 1/4_____1800±200______1325±150
1 3/8_____2400±300______1800±225
1 1/2_____3100±350______2300±250
*1 Ньютон-метр (Н*м) примерно = 0,1 кГм.
** Фунт силы-фут — британский и американский эквивалент Н*м.
- Наверх
#2
modest (Тарас)
Отправлено 03 Июнь 2011 — 15:58
ПТУ, слесарно-токарная группа.
- Наверх
Отличие резьбы метрической от трубной: талицы размеров резьб
Автор Монтажник На чтение 9 мин Просмотров 18.4к. Обновлено
Резьбовые соединения являются одними из основных методов стыковки элементов трубопроводных магистралей, иногда при монтаже линий с трубами своими руками можно столкнуться с их различными типами. Поэтому при подборе материалов и комплектующих при самостоятельном устройстве трубопроводов, полезно знать отличие резьбы метрической от трубной.
По принятым стандартам трубную резьбу измеряют в специальных и обычных дюймах, она насчитывает несколько видов, которые в зависимости от назначения отличаются определенными параметрами.
Рис.1 Профильные размеры конусной резьбы
Содержание
- Почему в дюймах
- Параметры резьбы
- Трубные резьбы, применяемые в быту
- Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
- Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
- Отличие резьбы метрической от трубной
- Нарезка трубной резьбы своими руками
- Определение размеров резьбы
Почему в дюймах
Хотя в странах мира повсеместно распространена метрическая система измерений, и резьбовой шаг привязан к миллиметру, вся современная сантехника, насосное, отопительное оборудование и прочие системы с использованием трубопроводов рассчитаны на систему измерения в дюймах.
Связано это с тем, что неметрическая система вместе со всем оборудованием пришла к нам из развитых стран мира, где вся промышленность с 15 века были ориентирована на английский дюйм, приблизительно равный ширине большого пальца в 25,4 мм.
Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
 Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.
Появившаяся значительно позднее в 19 веке система с основной размерной единицей в 1 метр используется везде, но так и не смогла вытеснить дюймы из измерений элементов оборудования, газовых и водопроводных магистралей.Частично это произошло потому, что считать десятые доли миллиметров слишком неудобно и при этом страдает точность, в то время, как резьбовые элементы в полдюйма, три четверти, полтора и так далее проще обозначать и производить. При изготовлении бытовой сантехники стандартный дюймовый шаг составляет 1/4″ — это в 6 раз больше миллиметра и позволяет существенно уменьшить число типоразмеров соединительных патрубков сантехнической арматуры.
Рис.2 Цилиндрический профиль и его размерные показатели
Параметры резьбы
Любая резьба определяется показателями:
- Наружный диаметр. Соответствует расстоянию от вершин гребней на разных сторонах и равен окружности цилиндра, на который производится нарезание.
- Внутренний диаметр. Расстояние между впадинами диаметрально расположенных профильных гребней.
- Шаг или ход. Расстояние между вершинами профиля резьбы. В трубных накатках оно измеряется витками на дюйм.
- Профильный угол. Измеренный в градусах угол конусного гребня.
- Глубина. Высота гребня от верха до его основания.
 Расстояние между впадинами диаметрально расположенных профильных гребней.
Расстояние между впадинами диаметрально расположенных профильных гребней.Трубные резьбы, применяемые в быту
Отечественными ГОСТ регламентируется два основных вида трубной резьбы: конические и цилиндрические, главное отличие которых состоит в профиле заготовки. В первом случае он конической формы (конусность 1 к 16), во втором типе основанием является цилиндрическая заготовка.
Также известны американские разновидности стандартов трубных дюймовых накаток NPSM и NPT, главное отличие которых — профильный угол в 60 градусов. Отечественный аналог американского стандарта NPT — ГОСТ 6111-52 на коническую резьбу с углом конуса гребня в 60 градусов.
Рис. 3 Таблица резьбы трубной конической
Коническая трубная резьба по ГОСТ 6211-81 и ее маркировка
Резьбовые соединения этого вида предназначены для работы в условиях высокого давления, применяются в гидравлических системах мобильного инструмента, приводящих в движение тяжелые механизмы (гидростанции), для подключения гибких рукавов и муфт, рассчитанных на давление 700 и более бар.
- ГОСТ регламентирует не только максимальный наружный диаметр в 6″, но и длину нарезки, которая разбивается на полную длину и рабочую часть.
- Уклон конуса имеет соотношение 1:16 по всей длине, ход резьбовой насечки включает в себя четыре позиции и привязан к внешнему диаметру.
- Маркировка включает в себя номинальный диаметр резьбы в дюймах и тип изделия, который обозначается латинской буквой R с дополнительными символами C и Р, означающими внутреннюю коническую или внутреннюю цилиндрическую нарезку. Направление указывается для левостороннего исполнения, имеет символьное обозначение LH.
Рис.4 Трубная цилиндрическая дюймовая резьба
Цилиндрическая трубная резьба по ГОСТ 6357-81 и ее обозначение
Применяют дюймовые резьбы цилиндрической формы для состыковки металлических трубопроводов водопроводных и газовых систем, внутренняя накатка согласуется с наружной конической по ГОСТ 6211-81.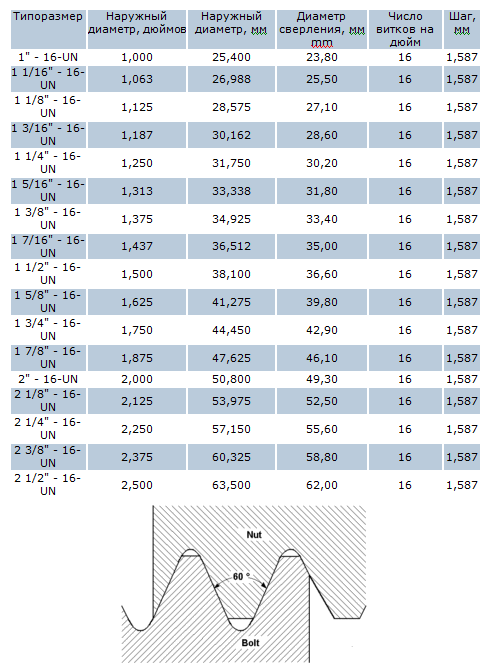
- Как и в конической, максимальный размер окружности заготовок, на которые нарезается резьба, составляет 6 трубных дюймов.
- Шаг имеет 4 типоразмера с количеством нитей 11, 14, 19, 29 на стандартный дюйм, он привязан к наружному диаметру.
- Наружные диаметры разбиты на два ряда, которые при измерении принято обозначать номерами, при выборе размеров предпочтение отдается первому ряду. В отличие от конической, для цилиндрической длина не регламентируется.
- Обозначение цилиндрической резьбы состоит из символа G, размера и класса точности, левое исполнение дополняется символами LH, в обозначении могут быть приведены данные о длине свинчивания L в миллиметрах, которые добавляются в конце. Например обозначение G1 1/2 LH — B — 50 указывает на цилиндрическую левостороннюю резьбу класса точности В диаметром 1/2″ и длиной 50 мм.

Рис. 5 Таблица стандартов дюймовых конических резьб NPT и ГОСТ 6111-52
Отличие резьбы метрической от трубной
Основными показателями резьбовых накаток являются их диаметр и шаг, которые регламентируются соответствующими нормативами.
Широко распространенная метрическая резьба, применяемая во всех сферах промышленности, отличается от трубной по следующим параметрам:
Размеры. Трубная имеет наружный диаметр, кратный специальному фиксированному трубному дюйму (33,24 мм.) и его десятым долям, при этом дюйм не является величиной, кратно связанной с единицами измерения в миллиметрах. Понятно, что элемент с дюймовой нарезкой не может подойти по размерным показателям к изделию, выполненному по метрическим стандартам. В трубной резьбе шаг измеряется в количестве ниток на дюйм — из этого следует, шаг резьбы в миллиметрах не будет совпадать с дюймовым.
Все вышесказанное означает, что на практике метрическую гайку не накрутишь на болт с дюймовой накаткой — детали не совпадут по ходу и диаметру.

Профильный угол. Трубная нарезка, регламентированная отечественными ГОСТ 6211-81, 6357-81, имеет профиль равностороннего треугольника с углом конусного гребня в 55 град., в то время как в метрической этот показатель равен 60 град. Понятно, что помимо различного диаметра и шага, эти резьбовые соединения не смогут работать в паре по причине разного угла конусных гребней.
Рис. 6 Резьба NTPS
Накатка. Трубная резьбовая накатка проводится на заготовки с учетом толщины их стенок и внешних габаритов — это позволяет получить максимально прочную стыковку изделий, зависящую от их физических и механических характеристик заготовок. Трубная резьба отличается от метрической тем, что по стандарту для каждого диаметра установлен свой шаг — это позволяет при соблюдении нормативов обеспечить резьбовому стыку высокую и заранее рассчитанную прочность.
Маркировка и обозначение. В государственных стандартах основные трубные резьбовые размеры привязаны к дюйму (обозначается одной или двумя косыми чертами), в то время как метрические приведены в миллиметрах. Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Основная разница видов в указании хода — в дюймовом варианте указывается количество ниток на 1″.
Рис. 7 Таблица метрической конической резьбы
Нарезка трубной резьбы своими руками
Как и метрическая, трубная резьба бывает наружной и внутренней, выполняется ручными или механическими способами. Для создания нарезки ручным способом используют метчики (для внутренней насечки) и плашки (для нарезания внешних поверхностей).
Самостоятельная нарезка резьбы на трубе внутри и снаружи проводится в следующем порядке:
- Перед нарезанием стачивают внешнюю или внутреннюю кромки, делая небольшую фаску — это помогает установить режущий инструмент без перекосов. Также под рукой необходимо иметь машинное масло, которым будет смазываться поверхность трубы и режущий инструмент в процессе проведения работ.
- Труба надежно фиксируется в тисках и смазывается машинным маслом, плашка закрепляется в плашкодержателе, а метчик в воротке, после чего инструмент надевают или вставляют в трубу.
- Вращая плашку или метчик, вворачивают их в заготовку на необходимую глубину. Вращательные движения совершает в одну и другую сторону, при большой глубине нарезания плашку или метчик периодически извлекают и очищают от стружки вместе с поверхностью детали.
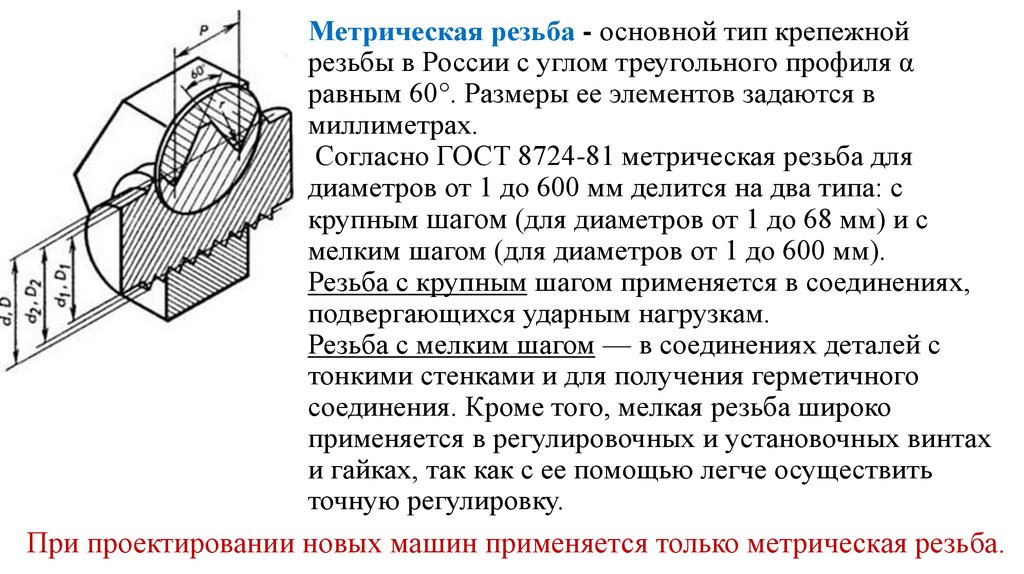
Рис.8 Ручной способ создания резьбы
Для качественного выполнения нарезаемой резьбы используются два типа плашек и метчиков: черновые и чистовые, первыми, более выработанными, проход совершают в начале, после чего проходку довершают чистовыми.
При наличии в домашнем хозяйстве токарного станка, применяют механический способ нарезания, при этом выполняемая работа состоит из следующих операций:
- Трубу фиксируют в патроне токарно-винтового станка, в его суппорт устанавливают специальный резец.
- Включают станок, выставляют заданные режимы скорости вращения шпинделя и движения суппорта с резцом, а также глубину погружения резца. Прорезание наружной трубной поверхности проводят с применением смазывающей охлаждающей жидкости или масла.
- В начале вырезают фаску, затем совершают проходы, с каждым постепенно увеличивая глубину погружения резца. Последний проход совершают с минимальным снятием металла на малых оборотах.

Рис. 9 Изготовление резьбы на токарном станке
Определение размеров резьбы
Определение диаметра и хода дюймовой резьбы может понадобиться в случае подбора деталей по своим параметрам, аналогичным используемым.
Для установления данных значений используется инструменты, аналогичные метрическим — калибры, гребенчатые резьбомеры, штангенциркули. Еще одним бытовым вариантом получения необходимой информации является использование изделий, с известными характеристиками. В этом случае накручивание гайки с известным диаметром и шагом на болт или наоборот, если процесс прошел без затруднений и соединение плотно зафиксировано, помогает в определении искомых размеров.
Процесс определения диаметра при помощи штангенциркуля не вызовет затруднений даже у школьника, как и замер хода с помощью гребенчатого резьбомера. Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для определения шага к нарезной поверхности прикладывают гребенчатые пластинки с порезанным профилем, при их взаимном совпадении шаг определяется по маркировке на гребенках.
Для точного определения внутреннего диаметра, шага и проверки качества выполнения изделия в промышленности используются специальные калибры. Определить резьбу на трубе с их помощью можно вкручиванием во внутренние или на внешние стенки изделия.
Рис.10 Инструмент для определения резьбового шага и диаметра
Параметров, по которым трубная резьба отличается метрической, довольно много: помимо того, что угол витка первой составляет 55 градусов, ее размерные показатели взаимосвязаны между собой (каждый диаметр имеет соответствующее количество витков) и привязаны к дюймам. При этом в ГОСТ для измерения диаметра указаны специальные трубные дюймы (соответствуют 33,24 мм.), а шаг определяется количеством витков на обычный дюйм (25,4 мм.) и включает четыре типоразмера.
Как идентифицировать метрическую резьбу
Метрическая резьба имеет много общих характеристик с британской резьбой, поэтому при попытке различить их необходимо соблюдать осторожность. Во-первых, если метрическая резьба соответствует стандарту DIN 7631, она будет иметь 30-градусную фаску на наружной резьбе, как и наружная резьба BSPP. Для фитингов в портах метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179) с той лишь разницей, что резьба. Фитинги BSPT очень похожи на фитинги с метрическим конусом, хотя метрический конус встречается гораздо реже. Существуют также варианты уплотнительных поверхностей для различных типов метрических фитингов, которые могут создать трудности при попытке идентификации.
Во-первых, если метрическая резьба соответствует стандарту DIN 7631, она будет иметь 30-градусную фаску на наружной резьбе, как и наружная резьба BSPP. Для фитингов в портах метрические фитинги (ISO 9974) также имитируют концы шпилек BSPP (ISO 1179) с той лишь разницей, что резьба. Фитинги BSPT очень похожи на фитинги с метрическим конусом, хотя метрический конус встречается гораздо реже. Существуют также варианты уплотнительных поверхностей для различных типов метрических фитингов, которые могут создать трудности при попытке идентификации.
Для метрических параллельных резьб измерение наружного диаметра резьбы штангенциркулем в миллиметрах (мм) даст показание точного размера резьбы, но не шага резьбы. Например, показание штангенциркуля 12,03 мм указывает на то, что это, скорее всего, резьба 12 мм. Однако мы до сих пор не знаем, является ли это шагом резьбы 1,0 или 1,5 (или каким-либо другим шагом).
Эти шаги должны быть выполнены, чтобы убедиться, что вы успешно определили правильную метрическую резьбу:
- Определите, является ли резьба параллельной или конической
- Определите шаг резьбы в мм с помощью резьбомера или штангенциркуля (обычно 1,0, 1,5 или 2,0, но существуют и другие размеры)
- Определите наружный диаметр резьбы (наружная резьба) или внутренний диаметр (внутренняя резьба) с помощью штангенциркуля.
- Найдите наиболее близкое соответствие в соседней таблице (наружный диаметр и шаг резьбы объединяются в «обозначение резьбы», например, M12 x 1,5 указывает на наружный диаметр 12 мм с шагом 1,5 мм)
- Если имеется уплотнение или наклонная уплотнительная поверхность, используйте его для определения конкретного типа метрического фитинга в таблице на следующей странице.
- Чтобы упростить этот процесс, попробуйте TGK от Adaptall (набор резьбовых калибров).

Таблица спецификаций метрической резьбы
Если вы определили, что фитинг имеет метрическую резьбу, вам все равно необходимо определить версию или тип метрического фитинга.
Метрическая резьба и методы уплотнения
Трубные фитинги DIN
Как упоминалось ранее, трубные фитинги DIN имеют конусообразную горловину под углом 24° на внутренней стороне охватываемого фитинга, что должно четко идентифицировать его как DIN, если также была идентифицирована метрическая резьба.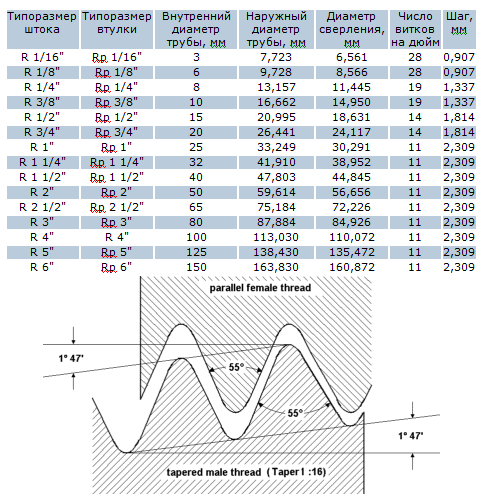 Чтобы определить, к какой серии и размеру трубы относится фитинг, осмотрите трубную гайку: большинство производителей указывают серию и размер трубы на самой гайке. Система, используемая для этой маркировки, объединяет СЕРИИ ТРУБ с Н.Д. ТРУБЫ, например: размер трубы 15 мм в серии L укорачивается до L15.
Чтобы определить, к какой серии и размеру трубы относится фитинг, осмотрите трубную гайку: большинство производителей указывают серию и размер трубы на самой гайке. Система, используемая для этой маркировки, объединяет СЕРИИ ТРУБ с Н.Д. ТРУБЫ, например: размер трубы 15 мм в серии L укорачивается до L15.
Если серия и размер не указаны на детали, сопоставьте наружный диаметр трубы с обозначением метрической резьбы (размер и шаг резьбы в мм) в таблице, чтобы найти соответствующую серию и размер трубы:
DIN Tube Extra Light Duty (LL), Light Duty (L) и Heavy Duty (S) Таблица совместимости компонентов
| Серия трубок | Трубка Н.Д. | Метрическая система Резьба Выноска | Трубная гайка Деталь № | Резка Кольцевая часть # | Трубная заглушка Деталь № | Крышка пробирки Деталь № |
|---|---|---|---|---|---|---|
| LL Extra Light Duty | 4 мм 6 мм 8 мм 10 мм 12 мм | 8 мм x 1,0 10 мм x 1,0 12 мм x 1,0 14 мм x 1,0 16 мм x 1,0 | 5201LL-04 5201LL-06 5201LL-08 5201LL-10 5201LL-12 | 5202LL-04 5202LL-06 5202LL-08 5202LL-10 5202LL-12 | ||
| L Легкий Рабочий | 6 мм 8 мм 10 мм 12 мм 15 мм 18 мм 22 мм 28 мм 35 мм 42 мм | 12 мм x 1,5 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 22 мм x 1,5 26 мм x 1,5 30 мм x 2,0 36 мм x 2,0 45 мм x 2,0 52 мм x 2. 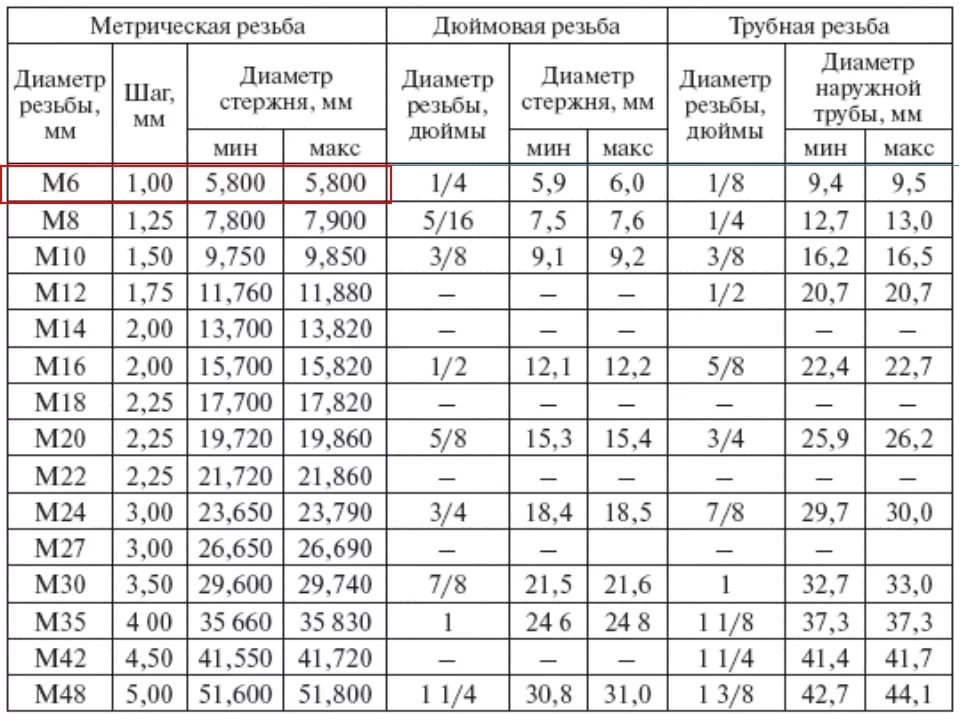 0. 0. | 5201L-06 5201L-08 5201L-10 5201L-12 5201L-15 5201L-18 5201L-22 5201L-28 5201L-35 5201L-42 | 9944 5201L-35 5202-06 5202-08 5202-10 5202-12 5202-15 5202-18 5202-22 5202-28 2 9002-49 2 5202-45 | 5203L-06 5203L-08 5203L-10 5203L-12 5203L-15 5203L-18 5203L-22 5203L-28 5203L-35 5203L-42 99944 5203L-35 5203L-42 9699944 5203L-35 5203L-42 99994 | 5204L-06 5204L-08 5204L-10 5204L-12 5204L-15 5204L-18 5204L-22 5204L-28 5204L-35 5204L-42 |
| S Тяжелый Надежный | 6 мм 8 мм 10 мм 12 мм 14 мм 16 мм 20 мм 25 мм 30 мм 38 мм | 14 мм x 1,5 16 мм x 1,5 18 мм x 1,5 20 мм x 1,5 22 мм x 1,5 24 мм x 1,5 30 мм x 2,0 36 мм x 2,0 42 мм x 2,0 52 мм x 2. 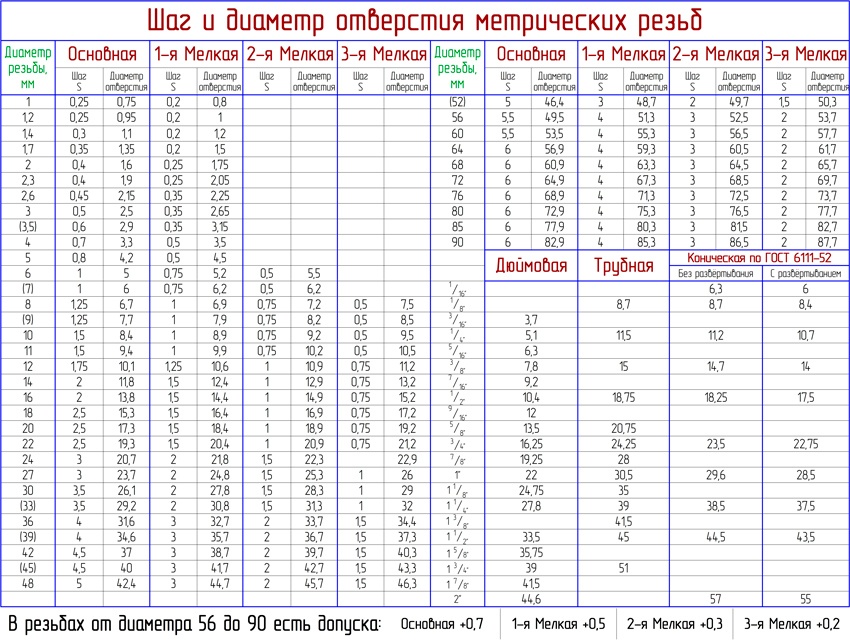 0. 0. | 5201S-06 5201S-08 5201S-10 5201S-12 5201S-14 5201S-16 5201S-20 5201S-25 5201S-30 5201S-388 99 5201S-30 5201S-388 | 999 5202-06 5202-08 5202-10 5202-12 5202-14 5202-16 5202-20 5202-25 6 9002-43 5202-40 | 5203S-06 5203S-08 5203S-10 5203S-12 5203S-14 5203S-16 5203S -20 5203S-25 5203S-30 5203S-388 | 99 5204S-06 5204S-08 5204S-10 5204S-12 5204S-14 5204S-16 5204S-20 5204S-25 5204S-30-39 5 |
Фитинги Kobelco
Фитинги Kobelco по существу аналогичны трубным фитингам с метрической резьбой DIN 24°, однако все размеры резьбы Kobelco имеют шаг 1,5 мм. Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако единственные размеры, которые действительно уникальны для Kobelco, представлены в списке ниже.
Все трубные аксессуары для фитингов Kobelco относятся к серии L и полностью взаимозаменяемы. Однако единственные размеры, которые действительно уникальны для Kobelco, представлены в списке ниже.
Таблица совместимости компонентов Kobelco
| Серия трубок | Трубка Н.Д. | Метрическая система Резьба Выноска | Трубная гайка Деталь № | Резка Кольцевая часть # | Трубная заглушка Деталь № | Крышка пробирки Деталь № |
|---|---|---|---|---|---|---|
| Л | 22 мм 28 мм 35 мм | 30 мм x 1,5 36 мм x 1,5 45 мм x 1,5 | 5201L-22-30X1,5 5201L-28-36X1,5 5201L-35-45X1,5 | 5202-22 5202-28 5202-35 | 9248-22-30 9248-28-36 9248-35-45 | 9249-22-30 9249-28-36 9249-35-45 |
Фитинги Komatsu
Фитинги Komatsu имеют шаг резьбы 1,5 мм во всех размерах и уплотняются с помощью конусного седла 30°/60°. Если вы идентифицируете метрическую резьбу с носовым конусом, будьте очень осторожны, чтобы отличить, действительно ли это седло конуса 30 ° / 60 ° (Komatsu) вместо 37 ° / 74 ° (китайский язык Великобритании).
Если вы идентифицируете метрическую резьбу с носовым конусом, будьте очень осторожны, чтобы отличить, действительно ли это седло конуса 30 ° / 60 ° (Komatsu) вместо 37 ° / 74 ° (китайский язык Великобритании).
37°/74° и фитинги с плоской поверхностью в китайской метрической системе
Эти фитинги все чаще экспортируются из Китая на тяжелое оборудование с использованием китайских стандартов. Что определяет эти стандарты, так это то, что они оба используют североамериканские типы уплотнений, но с метрической резьбой. Это включает торцевое уплотнение с уплотнительным кольцом (ORFS) и методы уплотнения с развальцовкой на 37° (JIC), однако резьба UN и SAE заменена метрической и не соответствует традиционному шагу резьбы для всех размеров.
Метрическая коническая резьба
Если у вас метрическая коническая резьба, для определения шага резьбы необходимо выполнить те же начальные шаги, что и для параллельной метрической резьбы. Также аналогично параллельной метрической резьбе то, что измерение наружного диаметра покажет фактический размер резьбы (т.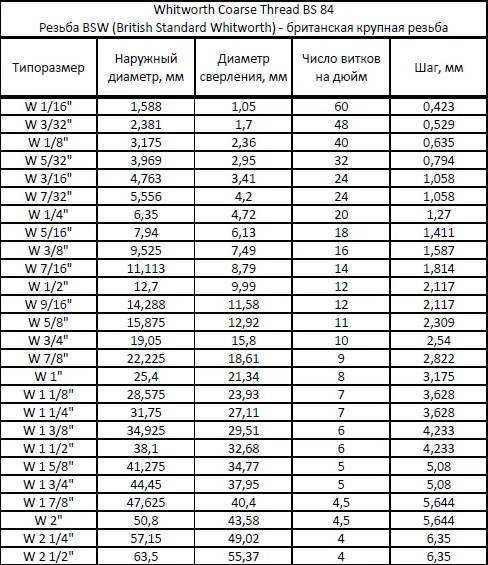 е. измерение 18,01 мм означает, что резьба, скорее всего, M18). Однако, чтобы сделать это точно с конической метрической резьбой, необходимо измерить наружный диаметр в третьем ряду резьбы от конца фитинга.
е. измерение 18,01 мм означает, что резьба, скорее всего, M18). Однако, чтобы сделать это точно с конической метрической резьбой, необходимо измерить наружный диаметр в третьем ряду резьбы от конца фитинга.
Как определить размер резьбы болта — Прочность и конструкция резьбы болта
О резьбе болтаМожет показаться необычным считать болты и гайки передовой технологией, но по крайней мере 1800 лет эти крепежные детали были ни чем иным, как самой передовой технологией. До промышленной революции за каждое механическое преимущество отвечали шесть классических машин. Из шести первоначальных машин винты, вероятно, были изобретены последними, но и самыми революционными.
Их можно использовать для линейного перемещения объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны в качестве редукторов в червячных передачах. Самое главное, они могли собирать материалы надежно и умело.
Легко утверждать, что болты и гайки сегодня так же высокотехнологичны. В конце концов, большинство сложных машин представляют собой гибриды простых машин. Теперь, после многовековой практики металлообработки, резьбовые соединения изготавливаются с прецизионными допусками и должны соответствовать строгим требованиям современного высокоэффективного и высокопроизводительного рынка. Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками не ограничиваются размерами. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет занятий по подгонке резьбы? Метрическая резьба или унифицированный стандарт резьбы? Или грубая или тонкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать аппаратное обеспечение для ваших конкретных приложений? Мы делаем это в Bayou City Bolt и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах. От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
От, винты с головкой под торцевой ключ, болты с шестигранной головкой и тяжелые болты с шестигранной головкой и многое другое.
Даже с технической точки зрения часто не проводится различия между винтами и болтами. Правда в том, что эти термины использовались до появления механически обработанных резьбовых соединений, поэтому они часто используются взаимозаменяемо. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методом производства; скорее это то, как они используются. Как указано в Справочнике по машинному оборудованию и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут вкручиваться в материалы для сборки компонентов. Для установки или удаления винта к головке крепежного элемента прикладывается крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте, пока к гайке прикладывается крутящий момент. Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Совместимые внутренние резьбы должны иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежек созданы одинаковыми. На самом деле существует два метода изготовления резьбы — накатка и нарезка, — которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а лишний материал срезается с заготовки для создания резьбы. Это приводит к увеличению диаметра перед началом резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены методом нарезки. Как правило, болты и винты с нарезанной резьбой обладают большей прочностью на сдвиг, но они также сложнее в производстве и дороже.
Для изготовления накатанной резьбы используется заготовка диаметром несколько меньше диаметра назначенного конца. Заготовка деформируется штампами для создания спиральных пиков и впадин, которые огибают стержень болта. Это создает крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти застежки проходят холодную обработку, что упрочняет резьбу. В целом накатывание является быстрым, эффективным и менее затратным методом нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком тверды для холодной обработки штампами. Два типа структурных болтов, A325 и A490, не может быть свернут из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7 % прочнее, чем нарезанная резьба. В то время как холодная обработка упрочняет минимальный диаметр, резка истирает его и ослабляет поверхность материала. Как правило, единственным случаем, когда явно требуется нарезание резьбы, является случай, когда указанные материалы слишком тверды для прокатки.
Стандартизация крепежных изделий
В 19 ом веке индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий. Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Конкурирующие болты одного размера с несовместимой резьбой привели к проблемам совместимости, особенно с импортным оборудованием. Потребовалось глобальное событие эпических масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, США и Великобритания не смогли починить танки и машины друг друга во время войны, поэтому в 1949 они приняли Унифицированный стандарт резьбы (UTS), в котором изложен критерий резьбы с использованием дюймовых измерений. Тем временем метрическая система набирала популярность в Европе и Азии, что привело к тому, что Соединенное Королевство отказалось от UTS и вместо этого приняло метрическую систему. Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. По данным ISO, глобальная популярность оборудования делится на 60% метрических, 31% UTS и 9% прочих.
Имея наибольшую долю рынка, метрические болты легче всего идентифицировать. Номиналы начинаются с буквы М, а цифра сразу после указывает на диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, то есть расстоянием между соседними витками, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт диаметром 10 мм и расстоянием между витками 1,5 мм.
Посадка резьбы классифицирует допуски между вершинами и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по числовой и буквенной системе; более низкие числа обозначают резьбу с более высокой точностью, а буквы обозначают позицию допуска. В некоторых случаях фурнитура может быть помечена двумя наборами размеров посадки резьбы. Первая метка представляет диаметр делителя (воображаемый диаметр, который пересекает резьбу наполовину — расстояние равно большому и меньшему диаметрам), а вторая — диаметр вершины, который является меньшим диаметром на внутренней резьбе и большим диаметром на резьбе. внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
внешние нити. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с вершиной 4 класса. Когда уклон и высота гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет помечен как 4G. Резьба с более высоким допуском устанавливается быстрее и лучше подходит для нанесения покрытий, таких как фиксатор резьбы.
Тип диаметра | Внутренняя резьба | Внешняя резьба |
Шаг | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Семь типов: 3 класс, 4 класс, 5 класс, 6 класс, 7 класс, 8 класс, 9 класс |
Герб | Пять типов: класс 4, класс 5, класс 6, класс 7, класс 8 | Три типа: 4 класс, 6 класс, 8 класс |
Кроме того, позиции допуска могут быть следующих типов.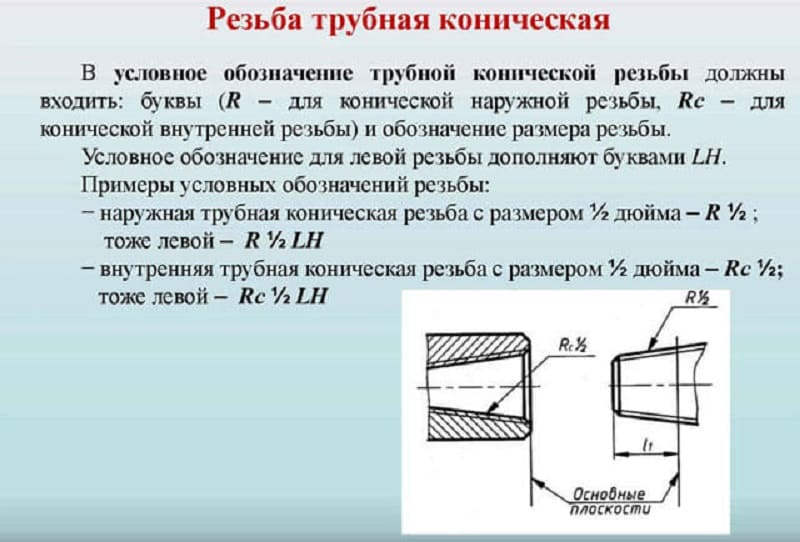 Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Строчные буквы обозначают внешние резьбы, а прописные буквы обозначают внутренние резьбы.
Резьба | Классы допуска положения |
Внутренний | г, ч |
Внешний | Э,Ф,Г,Ч |
По сравнению с UTS метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
Болты UTS диаметром менее 1/4 дюйма имеют номер калибра, но размеры в дюймах используются для размеров от 1/4 до 1 дюйма. Второе число болта UTS обозначает количество витков резьбы на дюйм (TPI). Болты UTS размером от № 0 до № 10 имеют две возможные конфигурации TPI (грубая и тонкая), а диаметры № 12 и выше могут иметь две или три конфигурации TPI (грубая, тонкая и сверхтонкая). Например, болт UTS с номером 3-48 представляет собой болт или винт калибра 3 с 48 витками на дюйм, а винт 1/4-20 имеет диаметр 1/4 дюйма и 20 витков на дюйм.
Посадка резьбы также является проблемой для винтов и болтов UTS. Свободная посадка лучше подходит для приложений, требующих быстрой сборки и разборки, но точная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и жестких условий, таких как болты с головкой под торцевой ключ в двигателе. Резьбы класса А используются для наружной резьбы, а резьбы класса В — для внутренней резьбы.
Класс резьбы | Допуск | Приложение |
1А | Делительный диаметр 1,50 % | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | Делительный диаметр 1,50 % | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
2Б | 1,10% делительного диаметра | Приемлем для большинства применений: самый распространенный класс болтов UTS |
3А | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |

Органы по стандартизации приложили огромные усилия для классификации шага резьбы, поскольку он определяет площадь напряжения растяжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
AS = π/4 x (D — (.938194 x P)) ²
Где:
As: Область растяжения
D: диаметр болта
P: 1/нить на дюйм (TPI)
Например, давайте сравним площадь растягивающего напряжения двух винтов. Первый винт 3/4-10 UNC.
.3382=π/4 X (.75-(938194 x (1/10)))²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3/4-16 UNF.
0,3754 = π/4 x (0,75 — (0,9)38794 x (1/16)))²
Как видно из уравнения, винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы Наконец, резьба метрических и UTS-креплений также подразделяется на крупную, мелкую и сверхтонкую. Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Типы резьбы UTS обычно имеют маркировку UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет никакой разницы в качестве изготовления между типами грубой, мелкой и сверхмелкой резьбы, но есть различия в том, как они трудоустроены
Крупная резьба толще и долговечнее, чем фурнитура с мелкой резьбой. Крепеж с крупной резьбой также можно установить быстрее. Например, для 3/4-10 UNC требуется 10 оборотов, чтобы установить 1 дюйм вала болта, а для 3/4-16 UNF потребуется 16 оборотов. Крупная резьба обеспечивает зазор для покрытия резьбы и менее подвержена истиранию. Эта резьба также вряд ли сорвется, если болт изготовлен из мягкого материала.
Мелкие и сверхтонкие нити можно исследовать вместе. Их меньший шаг и больший TPI приравниваются к лучшей прочности на растяжение, а больший внутренний диаметр обеспечивает лучшую прочность на сдвиг. Меньший угол спирали резьбы также обеспечивает превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что является очень важным фактором. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых соединений относятся к одному из этих обозначений.
Метрическая система | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | .2 |
1,2 | .25 | .2 |
1,4 | .3 | .2 |
1,6 | .35 | .2 |
1,8 | .35 | .2 |
2 | . | .25 |
2,5 | .45 | .35 |
3 | .5 | .35 |
3,5 | .6 | .35 |
4 | .7 | .5 |
5 | .8 | .5 |
6 | 1 | .75 |
7 | 1 | .75 |
8 | 1,25 | 1(0,75) |
10 | 1,5 | 1,25(1) |
12 | 1,75 | 1,5(1,25) |
14 | 2 | 1,5 |
16 | 2 | 1,5 |
18 | 2,5 | 2(1,5) |
20 | 2,5 | 2(1,5) |
22 | 2,5 | 2(1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3,5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4,5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5,5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
 4
4
УТС | |||
Диаметр (номер датчика или дюймы) | Грубый | Мелкий TPI | Сверхтонкий TPI |
#0 | н/д | 80 | н/д |
#1 | 64 | 72 | н/д |
#2 | 56 | 64 | н/д |
#3 | 48 | 56 | н/д |
#4 | 40 | 48 | н/д |
#5 | 40 | 44 | н/д |
#6 | 32 | 40 | н/д |
#8 | 32 | 36 | н/д |
#10 | 24 | 32 | н/д |
#12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
16. | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
7/16 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
16 сентября | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
 05.
05.
Этот документ может быть бесценным ориентиром при выборе крепежа, но нет необходимости запоминать его.