Плазменная сварка это – Плазменная сварка дугой прямого и косвенного действия, конструкция сварочного аппарата
принцип работы установки и в чем заключается сущность работы плазмотрона

Из большого многообразия методов обработки – плазменная сварка является наиболее распространенной.
В первую очередь это обусловлено тем, что в современной промышленности довольно часто используется нержавеющая сталь, цветные металлы и их сплавы, для которых применение других видов обработки малоэффективно.
Современное оборудование обеспечивает высокую продуктивность в сравнении с другими технологиями.
Достоинства и недостатки плазменной сварки
Итак, что такое плазменная ? Это процесс локального расплавления металлического изделия плазменным потоком. Он формируется высокоскоростной дугой, температурой 5000-30000°С.
Газовый поток, проходящий через дугу, нагревается и ионизируется, за счет чего он превращается в плазменный поток и выдувается соплом плазматрона для сварки. В этом и заключается сущность ее работы.
Для работы необходимо менять лишь плазмотрон и электроды. На этом обслуживание оборудования такого типа и заканчивается. В то время как для других типов сварок необходимо выполнять большее количество работ по уходу. Кроме того они являются более взрывоопасными.

Особенности сварки плазмой.
К основным достоинствам данных аппаратов можно отнести:
- высокую скорость резки металлов;
- возможность использования аппарата практически со всеми металлами и сплавами;
- высокая точность и качество шва;
- более низкая стоимость работ по сравнению с другими методами;
- отсутствие деформаций металла при обработке плазмой;
- высокий уровень безопасности выполнения работ.
Разновидности
Сварка плазмой разделяется на несколько видов, в зависимости от силы тока:
- микроплазменная;
- на средних токах;
- на больших токах.
Чаще всего используется именно первый тип. Дело в том, что дуга может гореть при достаточно низких токах, если используются диаметром до двух миллиметров. Это возможно за счет высокой степени электродуговой ионизации газа.
Схема микроплазменной сварки представлена ниже.

Чертеж плазменной сварки.
Данный вариант технологии наиболее эффективен для соединения тонких деталей толщиной до полутора миллиметров. При этом диаметр дуги не превышает 2 мм. Это позволяет сфокусировать тепло в достаточно маленькой области и не нагревать соседние участки.
Основным газом в данном методе является аргон. Тем не менее в зависимости от типа изделия, в него могут добавляться различные примеси, которые способствуют увеличению эффективности процесса.
Приборы для микроплазменной сварки позволяют работать в нескольких режимах:
- непрерывный;
- импульсный;
- непрерывный обратной полярности.
Плазменная сварка на средних токах во многом схожа с аргонодуговой. Однако первая обладает более высокими температурами, в то же время область нагрева существенно меньше. Это обуславливает ее высокую продуктивность.
Плазменная сварка позволяет проплавлять материал более глубоко, при этом ширина шва получается меньшей, чем в аргонодуговой.
Выполнять сварочные работы можно как с присадочным материалом, так и без него.
Плазменная сварка на больших токах оказывает сильное силовое действие на материал. Она полностью проплавляет металл. В результате в ванне формируется отверстие, то есть детали сначала как бы разрезаются, а затем сплавляются заново.
Характеристики
Принцип работы плазменной сварки дает понять, что ее лучше всего использовать для тонких материалов, нержавеющей стали, цветных металлов и сплавов на их основе. Стоит сразу отметить, что во многих случаях использование других технологий, не представляется возможным.
В то же время в металлургии и других областях промышленности необходимо выполнять работы именно с такими изделиями.

Схема технологии сварки плазмой.
К основным характеристикам дуги микроплазменной сварки относятся:
- цилиндрическая форма;
- концентрация энергии в небольшой области;
- маленький угол расхождения потока;
- невосприимчивость к изменению расстояния между плазмотроном и изделием;
- высокая безопасность зажигания.
Все перечисленные выше характеристики являются одновременно и достоинствами метода. Например, цилиндрическая форма и возможность увеличения длины позволяет осуществлять сварочные работы даже в самых труднодоступных местах.
Также особенности технологии упрощают проведение сварки при наличии колебаний изделий, за счет нечувствительности к изменению расстояния.
Устройство и принцип работы

Особенности аппарата для сварки плазмой.
Плазменная сварка характеризуется следующим принципом работы: она основана на формировании дуги посредством осциллятора. Приборы функционируют на токах прямой полярности, которые и питают дугу. Она, в свою очередь, образует плазму.
С использованием данной можно осуществлять резку или соединение любых типов металлов и сплавов во всех пространственных положениях.
Плазма формируется из газов, в качестве которых используют аргон или гелий. Они же выполняют и защитные функции. Это исключает косвенное влияние оксида на изделие при плазменной сварке.
Метод характеризуется незначительной чувствительностью к изменению длины дуги. При этом возможно соединение деталей толщиной более пятнадцати миллиметров без скоса кромок.
Это становится возможным благодаря сквозному прорезанию детали. В результате поток может выходить и на обратную сторону изделия. Само же соединение состоит из двух процессов: разрезание и последующая заварка.
Данная технология позволяет осуществлять различные типы соединений. Наибольшее преимущество заключается в возможности сваривания листового металла без разделывания кромок и использования припоя.
Технология сварки
Специфика метода плазменно-дуговой технологии сварки состоит в том, что в область соединения подается плазма из специальной горелки – плазмотрона. В некоторых случаях, если необходимо, может быть использован аргон или гелий для создания инертной среды в области стыка деталей.

Чертеж сварочного аппарата.
Вся энергия концентрируется в плазменной струе. За счет этого нагрев не распространяется по всей области изделия, а фокусируется только возле соединения. При этом температура на таком участке может составлять 10000-15000°С. Однако за счет быстрого отвода тепла металлом, она снижается до температуры плавления в зоне стыка.
Если во время данной процедуры соединение защитить инертным газом, то можно получить высококачественный шов, который не потребует дополнительной ручной обработки.
Корпус выполняется из стали, анод – из меди. Последний охлаждается водой. Дуга питается газом, подающимся под большим давлением в полость между анодом и катодом.
В то же время важно иметь в виду, что аргон не ионизируется. Он быстро улетучивается, смешиваясь с воздухом. Чтобы он надежно выполнял свои защитные функции, необходимо придерживаться определенного расстояния между горелкой и деталью.
Поскольку метод обеспечивает высокий нагрев только в области стыка, это может привести и к нежелательным последствиям. Иногда приходится изделие предварительно прогревать или использовать несколько горелок, чтобы избежать резкого перепада температур по поверхности материала.
При использовании микроплазменной сварки удается получать качественные швы на тонких материалах. Реализация данной технологии возможна даже без использования присадочной проволоки.
Используемое оборудование
Установки для плазменной сварки широко применяются не только на крупном производстве, но и в бытовых условиях. При этом стоит отметить, что спрос на данном оборудовании постоянно растет, что лишний раз подтверждает его востребованность.

Устройство оборудования для сварки.
Все оборудование, предназначенное для выполнения данной работы, можно разделить по следующим особенностям:
- тип воздействия;
- способ стабилизации дуги;
- сила тока.
По своим возможностям плазменная дуга уступает пальму первенства только лишь нескольким технологиям, основанным на лазерном и электронном лучах. В сравнении с другими методами, плазменный отличается более высокой эффективностью и производительностью.
При этом стоит отметить, что не стоит забывать и о других технологиях. Так, для сваривания деталей в серьезных отраслях, например, в авиастроении и аэрокосмической сферах, широко используется аргонодуговая сварка.
Плазменная, в свою очередь, чаще всего применяется для , так как она позволяет осуществлять данный процесс с высокой скоростью.
Особенно она становится незаменимой при обработке сплавов с минимальным последующим короблением и развитием напряжений, а также деформаций.
Итог
Плазменная технология сварки является единственно возможным и доступным методом обработки некоторых металлов и сплавов. Особенно это относится к нержавеющим сталям, меди, латуни и т.д. Данный метод позволяет получать качественные, надежные и тонкие швы, а также осуществлять резку с высокой эффективностью.
Отдельное применение она нашла в соединении тонколистового металла без использования присадочной проволоки. Кроме того, такой тип сварки обеспечивает локальный нагрев лишь в области стыка, что может быть очень удобным при решении многих задач.
сущность сваривания плазмотроном, цветных и черных металлов, отличие от аргоновой
Главная страница » Плазменная сварка » Технология плазменной сварки
 В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В последние годы технология плазменной сварки распространяется на все отрасли промышленности, вплоть до строительства и бытового ремонта, и все больше теснит традиционные виды сварки. Это связано с очень большими преимуществами данной технологии перед уже известными.
В первую очередь, качество шва, затем, минимальное коробление деталей, и наконец, высокая чистота и безотходность технологии. Энергоемкость такой сварки приблизительно одинакова с другими видами, а иногда превышает их.
Технология плазменной сварки и резки металла
Для нагрева деталей используется плазма – ионизированный газ, полученный в результате работы электрической дуги под повышенным давлением. Небольшая плазменная горелка (плазмотрон) показана на рисунке ниже. По нему можно примерно оценить практические параметры плазменного факела:
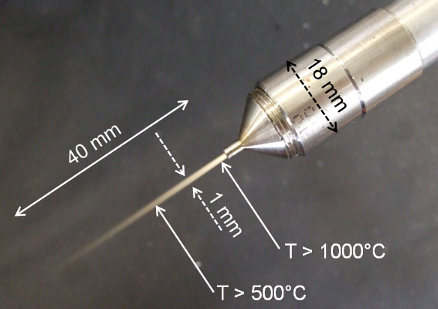
Источник фото: http://www.hhft.de/index.php?page=invent&subpage=microwave_plasma
Плазмотрон позволяет как резать, так и сваривать любые известные в природе металлы и неметаллы, если только для этого нет серьезных фундаментальных физических или химических препятствий (адгезия, реакционная способность и т.п.).
В чём заключается сущность плазменной сварки
На поверхность металла в области шва направляется струя плазмы из плазмотрона – специальной горелки, в которую подается рабочий газ. Может быть использован еще и защитный газ для создания химически нейтральной среды. Тепловая энергия вся сосредоточена в тонкой струе плазмы и нагрев ванны происходит в только в области сварки.
Температура в этой области очень высокая, может достигать 10000-15000 градусов. Благодаря теплопроводности металла она быстро снижается до температуры плавления в узкой области шва. Если при этом область шва защищена инертной или восстановительной средой, (а часто и тем и другим), то в результате можно получить очень точный и качественный шов. На рисунке ниже показан разрез работающей плазменной горелки:

Диаметр сопла на рисунке показан намного больше в пропорции, чем есть на самом деле, для наглядности.
Фактический диаметр сопла связан с рабочим давлением и оптимальным расходом газа.
Корпус горелки изготавливается из стали, анод – из чистой меди. Анод имеет полость, которая омывается охлаждающей водой. В полость между анодом и катодом подается рабочий газ под давлением 2-5 бар, который питает дуговой разряд.
Поскольку защитный газ (обычно аргон) практически не ионизирован, и не ускоряется электрическим полем дуги, то он довольно быстро “разлетается” и смешивается с воздухом. Поэтому оптимальное расстояние между сварочной ванной и торцом горелки занимает очень небольшой диапазон, который необходимо выдерживать в работе.
Поскольку при плазменной сварке не происходит лишнего прогрева металла, то и остывание шва происходит быстро, что иногда нежелательно. Поэтому процесс сварки может включать дополнительные операции: например, предварительный подогрев или даже работа несколькими горелками при автоматизированной сварке.
Технологический процесс
 Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Включает несколько необходимых этапов: подготовка деталей, подключение электродов, запуск горелки и ее прогрев, выполнение шва с выдерживанием нужного режима по температуре и перемещение горелки к месту новой операции с проверкой готовности самой горелки.
Технология выполнения плазменной сварки
Подготовка деталей состоит в том, что их предварительно сортируют или подают к рабочему месту уже отсортированными. Если детали получены путем теплового резания или грубого механического, то кромки обрабатываются до чистоты металла и обезжириваются, чтобы получить качественный шов.
После этого детали приводят в соприкосновение по линии шва. На производстве это делается не “на коленке” как при ремонтах, а при помощи приспособлений.
На рисунке ниже показан вид горячего шва от плазменной сварки:

Если требуется, на линию шва наносят флюсы. Обычно это сильные восстановители для работы в условиях высоких температур (сварочные флюсы), смешанные с легкоплавкими связующими, которые сами по себе являются восстановителями, или дают минимум трудноудалимого нагара (шлака). Расплавленный шлак защищает ванну от действия кислорода, а восстановитель отнимает его у окислов, которые успели образоваться. Флюсы требуются не для всех металлов или их пар.
Горелка запускается импульсом высокого напряжения или контактом между соплом и катодом в течение долей секунды. Загорается дуга, в горелку подают рабочий и защитный газы, а также охлаждающую воду в корпус анода (для мощных горелок длительного действия). Горелка прогревается до стабилизации плазмы и начинается операция сварки.
При сварке плавятся состыкованные края детали, в этот расплав вводится присадочный материал в форме ленты или прутка. При автоматической сварке подача механизированная. Сварка рассматривается как непрерывный процесс плавления и застывания металла в области шва и должна обеспечить монолитность шва, одинаковые механические свойства на всей длине, равную толщину шва, полное отсутствие раковин, посторонних включений и примесей.
Расплавленный шов довольно беззащитен по отношению ко многим факторам, поэтому для получения качества приходится создавать особые условия: до ванны, в ней самой, и после, в области кристаллизации расплава. Данные условия сильно зависят от свариваемых металлов.

После окончания шва проверяется готовность горелки к очередной операции, так, чтобы шов не пришлось прекращать в процессе сварки не доводя до конца. Любое такое прерывание, если оно вынужденное, создает лишние механические напряжения, которые потом будет или трудно, или невозможно снять. По этой причине, сварку ответственных швов: сосуды (баки) для ракетной техники, корпуса морских судов, особенно подводных, сосуды для ядерной техники и т.п. варят при непрерывной подаче катодов на горелках с мощным охлаждением сопел.
Приёмы плазменной сварки
Существует достаточно много сплавов и их пар, которые ведут себя совершенно по-разному в расплаве. У них может быть разная вязкость по температуре, газообразование, смешиваемость в расплаве и скорость застывания. Кроме того, очень большую роль играют силы тяжести – масса ванны может оказаться достаточно большой, а поверхностное натяжение расплава достаточно малым. При этих условиях ванна просто протечет, если только она как-то не уплотнена, что возможно далеко не во всех случаях.
Техника и особенности процесса во всех пространственных положениях
В технике мы имеем дело с самыми разнообразными расположениями сварных швов. При сварке отдельных деталей работа немного облегчается тем, что расположение можно свести к горизонтальному, с горелкой, расположенной сверху.
Это наиболее выгодное расположение при сварке, но не всегда технологически возможное. Например, при варке шва на корпусе судна приходится располагать горелку как угодно – судно не повернешь в доке как игрушку. Поэтому для защиты ванны от растекания за допустимые пределы приходится подбирать выгодные положения горелки.
Например, при варке вертикального шва горелка находится немного ниже шва и плазменная струя направлена вверх. С помощью подбора угла наклона и расстояния до ванны удается “сдувать” стекающий металл наверх. Это делается динамически, по мере прохождения шва и требует хороших навыков при ручном выполнении.
Варить вертикальные швы следует снизу вверх.
Сварка плазморезом цветных металлов
Сразу нужно сказать, что плазма является лишь мощным источником местного нагрева. Если так можно выразиться, она лучше “сфокусирована”, по аналогии с фотографией. И в этом отношении, по “резкости” она уступает только лазерной сварке. Плазменная струя дает хорошее проплавление шва в узкой области. Все остальное поведение металлов зависит только от их химической природы.
Если по какой-то причине сплавы не переносят “легирования” вольфрамом, гафнием, или другими добавками в структуру шва, то в плазмотроне просто используют угольный катод. Иногда наоборот, приходится вводить в расплав промежуточный металл, чтобы шов не трескался в горячем или холодном состоянии.
Цветные металлы имеют меньшую, по сравнению с черными металлами, температуру плавления и довольно легко свариваются. Тем не менее, за счет большой теплопроводности этих металлов (напр. Cu Al Mn) требуется такой же, или даже больший по мощности источник нагрева.

Главная помеха сварке – образование оксидов. Пленки окислов не дают металлам сплавляться. У большинства цветных сплавов, а это сплавы на основе меди, окислы довольно легко восстанавливаются, поэтому варить их удается и при слабых восстановителях. Достаточно даже присутствия органических радикалов в плазме (сварка водно-спиртовыми и водно-ацетоновыми смесями).
Исключением является алюминий, чрезвычайно легко окисляющийся и образующий прочную связь с атомами кислорода. К тому же, окись алюминия очень тугоплавкое вещество. Здесь необходимо применение специальных флюсов и их постоянное присутствие в ванне.
Видео
Посмотрите ролик, где наглядно и подробно показана сварка алюминия:
Для защиты от кислорода также применяют аргон, как наиболее распространенный и дешевый из инертных газов. Но он вполне эффективен только тогда, когда ванна обдувается со всех сторон. По этой причине очень сложно варить алюминий в присутствии ветра вне помещений. Сварка титановых сплавов также требует использования аргона. Причем аргон должен быть высшего качества.
Сварка тонколистового металла плазмотроном
При сварке тонких листов плазменную горелку не следует располагать слишком близко к металлу, так как при этом можно слишком легко выдуть его. Давление плазменной дуги на металл значительно (в 5-7 раз) выше, чем обычной. Сварочный ток необходимо ограничить величиной 12-14 и менее ампер. Иногда хватает и 1-2 А.
СОВЕТ: Тонкие листы металла обычно удобнее всего сваривать газовой сваркой. Сварка плазмой требует меньше оборудования (баллонов с газом, редукторов, шлангов), но зато требует больше специальных навыков от сварщика. Некоторые мастера, в основном, ювелиры и специалисты по лабораторному и научному оборудованию, могут сваривать микроплазмой на маленьком токе даже фольгу.
Сравнение технологии лазерной сварки с плазменной сваркой
Лазерная сварка производится мощными лазерами непрерывного или импульсного действия. Благодаря фокусировке пятна на очень малой площади удается получать очень высокие температуры. На луч света не действует магнитное поле или движение газа, лазер легко можно “подать” в труднодоступные места. Изменяя апертуру луча, можно очень плавно регулировать ширину зоны нагрева. Производительность лазерной сварки примерно в 50 раз выше дуговой. Например, лист стали 20 мм сваривается со скоростью 100 метров в час за один проход.
Однако, лазерной сварке присущи и недостатки: невысокий к.п.д. из-за значительного коэффициента отражения(0.1-2%) и очень высокая цена на оборудование. Несмотря на это, есть области, где лазерная сварка оказывается незаменимой, например, в электронной промышленности при изготовлении очень многих приборов, особенно миниатюрных. Поэтому обычно рабочее место лазерного сварщика для ручной работы выглядит не совсем подходящим для стройки или гаража:

Источник фото: http://www.newlaser.ru/tech/welding/blacklight.php
Сравнение: сварка аргоном или плазмой
Сварка аргоном – Gas Tungsten Arc Welding (на русский переводится немного длиннее: дуговая сварка вольфрамовым электродом в среде защитного газа) и плазменная сварка часто путаются между собой неспециалистами из-за внешней схожести оборудования и даже части расходных материалов. Между тем, это совсем разные процессы.
Отличие аргонной сварки от плазменной сварки
Аргонная сварка производится в атмосфере аргона при обычном давлении, плотность энергии в дуге не превышает таковую для простой сварки. Просто сварочная ванна защищается от действия кислорода, а вольфрамовый электрод практически не расходуется.
 Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Плазменная сварка выполняется плазмотроном – генератором плазменной дуги в атмосфере повышенного давления. При этом достигается очень высокая температура в узком столбе плазмы. В отличие от дуги атмосферного давления, факел у плазменной дуги почти цилиндрической формы, давление на металл в 5-8 раз больше.
Аргон или плазма: что лучше
Каждый вид процесса хорош для своих целей. Аргоновая сварка имеет очень широкую область применения: можно варить практически все, что вообще способно образовывать сплавы с приемлемыми механическими свойствами. Очень широко используется аргоновая сварка в аэрокосмической промышленности, особенно в ракетной технике, где к тонким металлическим деталям и швам предъявлены очень высокие прочностные требования.
Плазменная сварка также имеет свои преимущества. Хотя наиболее широко плазмотроны используются для резки металла (т.к. очень быстро и ровно режут), для сварочных работ они тоже применяются. Например, там, где требуется минимальное коробление металла, выгодно уменьшать зону термического воздействия. Для этого как раз и хороша плазменная сварка.
Скорость выполнения плазменной сварки гораздо выше. Плазменная дуга горит значительно стабильнее обычной. К тому же, использование защитного газа “поверх” рабочего прибавляет плазменной сварке большую часть преимуществ аргонной сварки.
***
Плазменная сварка, без всяких сомнений, представляет большой интерес как мощный источник нагрева с малой областью воздействия. Тот факт, что запатентована она была еще в начале 60-х прошлого века, а в открытых источниках о ней до сих пор можно найти не так уж много информации, говорит о том, что эта технология попала в гражданскую промышленность от военных, которые тщательно скрывают все и всегда, просто по природе своего ведомства. А действительно ценные вещи они берегут пуще глаз до последнего. Таким образом, и для гражданских инженеров в промышленности, и для домашних умельцев тут открывается большое поле для самостоятельных исследований.
Плазменно дуговая сварка —
Главная страница » Плазменная сварка » Плазменно дуговая сварка
 В настоящее время существует несколько разновидностей сварки металлов и стали. В последние годы все возрастающей популярностью пользуется дуговая плазменная сварка, позволяющая сваривать практически любые металлы.
В настоящее время существует несколько разновидностей сварки металлов и стали. В последние годы все возрастающей популярностью пользуется дуговая плазменная сварка, позволяющая сваривать практически любые металлы.
Плазменная дуговая сварка что это такое?
Плазменной сваркой называют специализированный технологической процесс, во время которого металл или сталь локально расплавляются узко направленным плазменным потоком. Поток раскаленной плазмы создается специальным устройством (плазменным аппаратом), а температура потока может колебаться от 5 000 и до 30 000 градусов Цельсия.
Именно благодаря высокой температуре данному виду сварки удается справляться практически с любыми материалами вне зависимости от их тугоплавкости и плотности.
Технология плазменно-дуговой сварки
Для того, чтобы разобраться в этой технологии необходимо четко понимать, что такое плазма.
Плазма – это особое агрегатное состояние вещества, представляющее собой ионизированный газ, который состоит из положительно заряженных электронов.
В технологическом плане сварка с помощью плазмы выглядит следующим образом. Для того, чтобы узко направить данное вещество на металл и параллельно максимально разогреть его используется два процесса: чрезвычайный разогрев дуги и принудительное вдувание газа.
Дуга разогревается до предельной температуры, что в свою очередь нагревает поток плазмы. Одновременно с этим, на дугу подается газ под высоким давлением, увеличивающийся в 50-70 раз. Энергия расширяющегося газа дополняется тепловой энергией, что усиливает плазму, делая ее крайне мощным источником энергии.
Для образования устойчивого плазменного потока используют либо чистый аргон, либо аргон с небольшими добавками гелия. В качестве защитного газа, отделяющего зону сварки от атмосферы, используют все тот-же аргон. Материалом для электрода служит вольфрам с торием или медью.
В зависимости от силы электрического тока подаваемого на дугу плазмотрона, сварка подразделяется на следующие виды:
- Небольшие токи (до 25 Ампер).
Наиболее распространенный вид плазменной сварки. Столь высокое распространение сварка на малом токе получила за счет того, что она позволяет нагревать лишь локальные участки металла и не повреждать все изделие целиком.
Как правило, дуга на небольшом токе имеет форму цилиндра, и это дает возможность полностью избежать сквозных прожогов стали или металла. Кроме того, с помощью небольших токов можно варить металлы в разных режимах, включая непрерывный и прямой режим с разными видами полярности. К примеру, алюминий можно варить только на малом токе, так как это позволяет разрушать оксидную пленку этого металла. - Средние токи (до 150 Ампер).
Подобный вид сварочных работ очень похож на сварку аргоном, но в отличии от нее характеризуется повышенной мощностью и точечной направленностью. Фактически, именно средние токи используют все преимущества, которые предоставляет раскаленная плазма.
Ток средней мощности гарантирует достаточно глубокое и узкое расплавление металла, без повреждения незапланированных участков детали. В случае необходимости, ток средней мощности позволяет не только сваривать металлы и стали, но и резать их, а также прорезать необходимые отверстия. - Высокие токи (свыше 150 Ампер).
Ток такой силы образует очень широкую дугу, с помощью которой происходит сквозное проплавление заготовки. Подобный вид сварки весьма специфичен, ведь в процессе деталь или заготовку фактически разрезают, а потом сваривают вновь.
С помощью высоких токов принято сваривать особо прочные стали, такие как титан, легированные стали и сплавы с большим содержанием алюминия. В большинстве случае, такая сварка используется в промышленности, когда необходима высокая производительность труда.
Сварка плазменной дугой прямого действия
Технологически сварка с помощью раскаленной плазмы может быть осуществлена двумя способами.
Первый способ – это прямое воздействие дуги на деталь, так называемый метод прямого действия. В этом случае, высокотемпературная дуга возникает непосредственно между электродом и материалом из которого изготовлена деталь.
Второй способ – косвенное воздействие дуги на деталь (метод непрямого воздействия). В этом случае, дуга находится между электродом и соплом сварочного аппарата.
Первый вариант получил более широкое распространение, так как с его помощью можно и сваривать твердые материалы, и резать их.
Основные преимущества плазменной сварки
Имеется несколько основных преимуществ, которые и сделали данную процедуру очень популярной и распространенной по всему миру. Причем преимущества настолько значительные, то сварка при помощи плазмы практически полностью вытеснили некоторые другие виды сварочных работ.
- Высокая скорость резки металлов и сплавов.
Достаточно сказать, что металл толщиной в 200 миллиметров узконаправленный поток плазмы разрежет в 3-4 раза быстрее, чем устаревшая газовая сварка. - Универсальность.
С помощью качественного сварочного оборудования можно варить абсолютно все виды металлов, включая алюминиевые и медные сплавы, а также чугун и титан. - Высокая точность резки и сварки.
Шов получается настолько точным и аккуратным, что практически не требует дополнительной обработки. Если речь идет о массовом производстве деталей, то дальнейшей обработки не происходит вовсе. - Нет необходимости в дополнительных материалах.
Используя данный вид сварки нет необходимости в применении аргона, кислорода или ацетилена. Более того, не нужно даже подготавливать металл перед операцией. Резать или сваривать можно даже грязную поверхность или изделие, покрытое ржавчиной. - Абсолютная сохранность деталей.
Поскольку плазменная дуга узко направлена не происходит нагрева всей детали, то она не деформируется и не меняет своих форм. Не придется даже перекрашивать изделие целиком, так как краска останется неповрежденной. - Полная безопасность работ.
Во время сварочных работ не используются баллоны с газом или другие взрывчатые вещества. Все это делает процедуру не только безопасной, но и экологически чистой.
Видео
Предлагаем посмотреть небольшой ролик, который демонстрирует автоматическую плазменную сварку, обратите внимание на качество сварного шва:
Ручная дуговая плазменная сварка
Ручная плазменная сварка – наиболее простая разновидность сварочного процесса. Вся работа проводится вручную, без применения автоматизированных средств. Сварщик самостоятельно выбирает и силу тока, и температурный режим, и электрод. Естественно, что качество работы зависит от опыта сварщика и от качества плазменного генератора.
Конечно-же, данный вид работы имеет свои достоинства и недостатки. К преимуществам ручного вида работы можно отнести:
- Возможность работы в любом положении (вертикальном или горизонтальном).
- Возможность работы на ограниченном пространстве, куда невозможно поместить автоматический аппарат.
- Легкий переход от одного свариваемого материала к другому. Достаточно сменить режим работы и электрод.
- Простота и доступность используемого оборудования.
Однако, имеются и недостатки:
- Низкая скорость работы (особенно по сравнению с автоматическими линиями).
- Уровень сварки целиком и полностью зависит от опыта и умений сварщика.
- Достаточно вредные условия работы.
Видео
В следующем ролике демонстрируется ручная сварка плазмой, точечная и шовная:
Плазменно-дуговая наплавка
Данный процесс представляет собой нанесения покрытия на изделие с отличной плотностью и в несколько слоев. При этом, толщина покрытия составит всего лишь несколько миллиметров. Таким образом, удается получать детали с отличными защитными характеристиками и отменной коррозийной стойкостью. Кроме того, с помощью дуговой наплавки можно восстанавливать износ изделий и придавать им новые свойства.
Можно ли своими руками?
Конечно можно! Несмотря на то, что самодельный сварочный аппарат будет не столь качественным и универсальным, как заводской, создать его самостоятельно все-же можно.
Простейший плазменный генератор состоит из следующих деталей:
• Источник тока.
• Плазмотрон.
• Баллон (или компрессор) необходимый для подачи газа.
Имея три эти устройства и правильно рассчитанную электрическую схему можно собрать свой собственный сварочный аппарат. Эта работа не такая простая, как может показаться на первый взгляд, но справится с ней самостоятельно можно.
Это же относится к сварочным работам своими руками. Варить самостоятельно не сложно, главное регулярно практиковаться и не боятся браться за работу, какой бы сложной она не казалась.
что это такое, особенности и сущность
Чтобы металлические конструкции изделия были прочными и качественными, для соединения важных частей из стали применяется сварка. Эта технология используется на протяжении многих лет и за период ее существования появилось множество разновидностей, которые позволяют работать с разными материалами.
Плазменная сварка является популярной разновидностью, которую применяют многие опытные сварщики. В ее основе лежит принцип расплавления сплавов узконаправленной струей плазмы, которая обладает огромной энергией. Этот вид технологии используется для соединения некоторых марок нержавеющих сталей, тугоплавких и многих цветных металлов, а также изделий из разных материалов. Но все же перед тем как приступать к сварочным работам стоит предварительно рассмотреть важные особенности.

Сущность плазменной сварки
Плазменная сварка металла основывается на использовании технологии аргонодуговой технологии. Различие между этими двумя технологиями состоит в особенностях дуги. В отличие от электрической дуга плазма имеет вид сжатой плазменной струи, которая обладает мощной энергией.
Чтобы понять, в чем заключается сущность плазменной сварки, требуется для начала рассмотреть, что такое плазма и условия ее возникновения. Плазмой считается состояние газа при его частичной или полной ионизации. Это означает, что в его основу могут входить не только нейтральные молекулы и атомы, но и электроны, ионы, имеющие определенный электрический заряд, состоящие полностью из заряженных частиц.
Для перевода газа в состояние плазмы требуется провести ионизацию большей части его молекул и атомов. Чтобы это получить, необходимо приложить к электрону, входящему в основу атома, усилие, превышающее его энергию связи с ядром и помочь оторваться от него. Именно в этом состоит сущность плазменной сварки.
Особенности и характеристики процесса
Чтобы понять, что такое плазменная сварка, стоит рассмотреть ее важные особенности, а именно как производится процесс. Во время него обычно в области сваривания применяется очень высокая температура, которая образуется при принудительном уменьшении размеров сечения дуги и повышении ее показателей мощности.

В результате получается сварка плазменной струей, при которой показатели температуры могут доходить до 300000С. А вот при аргонодуговой сварке они могут быть всего 5000-70000С. Во время сварочного процесса дуга приобретает цилиндрическую форму, именно это позволяет сохранять одинаковый показатель мощности по всей длине.
Во время проведения плазменного сваривания наблюдается высокое давление дуги на поверхность свариваемых металлических элементов. Именно это позволяет оказывать воздействие практически на все виды металлов и сплавов.
Стоит отметить! Плазменную технологию сваривания можно применять при небольших величинах электрического тока. Процесс может осуществляться при 0,2-30 А.
Все эти особенности делают этот вид сварки практически универсальным. Он может с успехом применяться в труднодоступных зонах, при соединении тонких алюминиевых листов без возможных прожогов. Незначительное изменение расстояния между электродом и деталью не оказывает сильного воздействия на прогревание, а это значит, не влияет на качество шва, как это бывает в других видах сварки.
За счет того, что во время плазменной технологии наблюдается большая глубина прогревания деталей, это позволяет обходиться без предварительной подготовки кромок. Допускается проводить сваривание металлов с неметаллами.
В итоге происходит повышение производительности работ, уменьшение температурной деформации сварного соединения, это значит, что деталь конструкции не ведет. А вот сварка плазморезом позволяет проводить не только сваривание металлических конструкций, но и обеспечивает качественное разрезание металлов и неметаллов в разном положении.
Преимущества и недостатки
Плазменная сварка и резка является востребованной технологией, при помощи которой производят сваривание конструкций разного размера. Этот процесс имеет ряд положительных качеств:
- повышенный показатель температуры плазмы, который может доходить до 300000С;
- небольшое поперечное сечение дуги;
- в отличие от газовой сварки скорость металла с толщиной от 5 до 20 см по плазменной технологии выше три раза;
- наблюдается высокая точность сварных соединений, которые получаются в процессе плавления;
- качество проведенных работ не требует проведения дополнительной обработки краев изделий;
- плазменный сварочный процесс может применяться практически для любых типов металла. К примеру, при помощи него можно варить изделия из запорожской стали, меди, алюминия, чугуна;
- во время проведения сварочных работ металл не подвергается деформациям, даже при вырезании сложных фигур;
- плазменная технология предполагает проведение резки металлической поверхности, которая не прошла предварительную подготовку. К примеру, ее можно применять в случаях, когда на изделии присутствует ржавчина, краска;
- нет необходимости применять аргон, ацетилен, кислород. Это позволяет существенно сэкономить;
- наблюдается высокая степень безопасности проводимых работ. Это связано с тем, что во время сваривания не применяются баллоны с газом, которые выделяют токсичные пары. Также при неправильном применении и хранении они могут взорваться.
У плазменного сварочного процесса имеются некоторые недостатки:
- во время его проведения происходит частичное рассеивание энергии в пространство;
- требуется использование плазмообразующего газа;
- обязательно должно проводиться охлаждение плазмотрона при помощи воды;
- высокая стоимость сварочных аппаратов.
Принцип работы
Перед тем как приступать к плазменной сварке стоит рассмотреть ее принцип работы. Во время процесс подается мощный электрический разряд, который превращает рабочую среду в плазменную. Образуется газ, который имеет высокую температуру.

За счет воздействия на металлическую поверхность потока ионизированного газа, проводимого электрическим током, происходит плавление металлической основы. Во время нагревания дуги газ подвергается ионизации, уровень которой увеличивается с повышением температурных показателей газа.
Плазменная струя, которая обычно имеет сверхвысокую температуру, повышенная мощность, это все формируется из обычно дуги после сжатия, вдувания в дугу. Она образуется при помощи плазмообразующего газа, в качестве которого часто применяется аргон, в редких случаях используется водород, гелий.
Плазменная сварка прямого действия
Что такое плазменная сварка прямого действия? Этот метод является распространенным, он осуществляется благодаря электрической дуге, которая образуется между электродом и рабочим изделием.
Технология плазменной сварки имеет некоторые характерные особенности:
- Плазменная сварка алюминия должна выполняться с максимальной осторожностью. Это связано с тем, что данный металл плавится при температуре 660,3 градусов.
- Обязательно нужно внимательно контролировать процесс, чтобы не допустить пропал.
- В инструкции к сварочным аппаратам всегда указывается таблица, в которой обозначается рекомендованная сила тока для каждого вида металла. К примеру, плазменная сварка нержавейки выполняется на среднем токе, а стали — на высоком.
Обратите внимание! В дуге с прямым действием изначально происходит возбуждение дуги на малых токах, между соплом и заготовкой. После того как плазма прикасается к свариваемой детали образуется основная дуга прямого действия.
Питание дуги производится при помощи переменного или постоянного тока с прямой полярностью. Ее возбуждение выполняется осциллятором.
Плазменная сварка косвенного действия
Перед тем как приступать стоит рассмотреть, что такое плазменная сварка косвенного действия. Во время этого метода образование плазмы осуществляется так же, как и при технологии прямого действия. Отличие состоит в том, что источник питания подключается к электроду и соплу, в результате этого между этими элементами образуется дуга, и на выходе из горелки появляется плазменная среда.
Скорость выхода потока плазмы находится под контролем давления газа. Секрет состоит в том, что газовая смесь при переходе в состояние плазмы увеличивает объем в 50 раз и благодаря этому вылетает из аппарата в виде длиной струи. Энергетические показатели расширяющегося газа совместно с тепловой энергией делают плазму мощным источником энергии.
К преимуществам сварки косвенного действия можно отнести:
- обеспечивает бесперебойный рабочий процесс;
- позволяет существенно сэкономить затраты на электрический ток;
- за счет того, что во время сварочного процесса применяется высокое давление, газовые смеси практически не разбрызгиваются;
- этот вид отлично подходит для сварки и резки металлов.
Важно! Плазменная сварка и резка металлов должна проводиться с использованием правильных режимов. Они должны осуществлять правильную подачу тока, учитывать типы свариваемых материалов, их показатели толщины, диаметр сопла плазмотрона. Для резки разных материалов должны применяться разные виды газов.
Устройство и принцип работы плазмотрона
Во время плазменного сварочного процесса применяется специальный аппарат, который выполняет роль плазменного генератора, он называется плазмотроном. Это устройство применяет энергию электричества для преобразования газа в состояние плазмы для сварки, которая в дальнейшем применяется для создания сварочной дуги.

Применяется два вида устройств, которые работают по схеме косвенного и прямого преобразования дуги. Плазмотрон для сварки плазмой идет прямого действия, когда в качестве катода применяется вольфрамовый электрод, а анода — свариваемая поверхность. Именно это приводит к тому, что дуга приобретает цилиндрическую форму.
К основным узлам плазмотрона относят:
- Вольфрамовый электрод (катод). Он образует одну связку с устройством подачи плазмообразующего газа.
- Корпусная часть прибора.
- Сопло с формообразующим наконечником.
- Термостойкий изолятор.
- Система охлаждения, для которой применяется водная струя.
- Пусковое устройство.
Для возбуждения основной дуги к поверхности металла от устройства подключается кабель с положительным зарядом. Появившаяся дуга ионизирует газ, который поступает из баллона или компрессора в камеру под давлением. При разогревании во время ионизации газ расширяется и выбрасывается из камерного пространства в форме струи с высокой кинетической энергией.
Стоит отметить! Чтобы облегчить розжиг основной дуги, в область камеры плазмотрона встроен вспомогательный электрод, который выполняет функции анода. При включении плазмотрона в сеть и запуске, данный электрод получает положительный заряд и образует дугу с вольфрамовым катодом.
Важные требования
Возможно, для многих плазменно-дуговая сварка покажется простым процессом, который можно с легкостью выполнить с первого раза не имея большого опыта. Однако во время него обязательно требуется соблюдать все важные правила технологии. К основным ошибкам относятся:
- запоздалая замена сменных компонентов плазмотрона;
- применение деталей с низким качеством или дефектами;
- использование некорректных режимов, которые снижают длительность срока службы элементов;
- отсутствие контроля за параметрами плазмообразующего газа;
- применение высокой или низкой скорости резки по сравнению с предусмотренным режимом.

Все эти важные требования относятся к плазменному сварочному процессу, а также его подвидам — микроплазменной сварке, воздушно-плазменной сварке и другим методам. Обязательно требуется применять сварочный аппарат, который сможет обеспечить необходимые характеристики сварочного тока. Понадобится горелка, неплавящийся электрод, комплект шлангов для подачи или циркуляции охлаждающей жидкости и другие важные компоненты для работы.
Плазменный сварочный процесс считается востребованной технологией, которую активно применяют в разных областях промышленности — машиностроение, приборостроение, изготовление деталей высокой точности, ювелирная сфера и так далее. Этот метод отличается высокой точностью, он позволяет получить ровный шов отличного качества. Но все же его проведение должно осуществляться с учетом важных правил и требований.
Интересное видео
что это такое, как работает и где используется, плюсы и минусы
Впервые плазму для сварки стали использовать в середине двадцатого столетия, создавши генератор плазмы промышленного типа – плазмотрон.
В начале сварку плазмой применяли лишь в узких областях, в космонавтике, к примеру. Однако с течением времени она стала распространенной также в других областях производства.
Технический прогресс развивался, сваркой с помощью плазмы стали пользоваться частные специалисты. А сейчас плазменные сварочные устройства еще более доступны и приобрести их может каждый.
В этой статье собрана главная информацию о том, что собой представляет аппарат для плазморезки, как он устроен и его разновидности.
Содержание статьиПоказать
Общие сведения
Плазма состоит из ионизированного газа, и, вместе с тем, есть одним из четырех физических состояний вещества. Нынешние плазменные устройства для сварки могут производить температуру от 5000 до 10000 °C.
Такие аппараты называют еще плазмотронами. Эти приспособления для резки и сварки плазмой могут образовывать дуги трех типов: прямую, косвенную, комбинированную.
Дуга склонна к распаду, поэтому перед началом работы ее особым способом «закручивают». После такой процедуры создается тонкая устойчивая дуга, так как газ почти мгновенно ионизируется.
В результате, образуется дуга высокой мощности, которая может создавать энергию в некой точке. Плавка основного металла производится как раз в этой точке.
Независимо от состава и плотности металла, плазменная дуга может нагреть почти каждый. Она способна выполнять нагрев даже до температуры плавления или кипения. Для этого нужно лишь создать дугу достаточной мощности.
Защита дополнительной сварочной зоны осуществляется за счет инертного газа. Для этого подходят органические ацетоновые пары, аргон или азот. Конструкция плазменной горелки такова, что она способна сразу подавать и плазму, и защитный газ.
Таким образом, сварочная ванна прямо в процессе проведения работ защищена. Швы выходят хорошего качества, а металл не поддается коррозии.
Из чего состоит?

В комплекцию плазмотрона входят такие элементы: источник питания, специальная горелка для сварки, катод, а также кабель-пакеты.
Далее рассмотрим каждую составляющую более подробно.
Источник питания

Для первых сварочных плазменных аппаратов источником питания служил простой трансформатор. Он значительно утяжелял вес устройства, его габариты, поскольку был тяжелым и больших размеров.
В результате, плазменные аппараты для сварки прошлого поколения были очень массивными и тяжелыми, что существенно усложняло рабочий процесс.
Но технический прогресс шел полным ходом — через некоторое время изобрели альтернативу трансформаторам – транзисторный источник питания. Его начали применять для полуавтоматов, инверторов, плазмотронов.
Такой прорыв помог создать легкие и небольшие установки. Кроме того, они стали функциональнее в сравнении с первыми аналогами плазменных сварочных аппаратов.
Сейчас источники питания работают на транзисторах IGBT, производят горение дуги высокой стабильности и при помощи одной рукоятки позволяют быстро и четко настраивать сварочный ток.
Плазменные аппараты для профессионалов снабжают также такими функциями, как режим дежурной дуги при работе на малом токе или бесконтактное поджигание.
Сварочная горелка

Необходимым элементом для плазменной резки и сварки является сварочная горелка. Через нее подается защитный газ, формируется плазменная дуга, там же закрепляется катод.
Есть разные типы горелок, различаются они за своими функциональными возможностями и конструкциями. Обычно горелку выбирают в зависимости от мощности имеющегося плазменного сварочного аппарата.
Для ручного использования подойдут горелки малой и средней мощности. А на специальный роботизированный манипулятор закрепляют горелки для аппаратов с сильным током.
Катод

Этот элемент предназначен для передачи тока, при его изготовлении применяют различные материалы. Катоды из вольфрама или меди, легированные гафнием, применяют в устройствах, рассчитанных на домашнее или полупрофессиональное пользование.
Они считаются одними из более безвредных для здоровья сварщика.
А для профессиональных плазменных сварочных аппаратов могут использовать ториевые или бериллиевые катоды. Такие проводники могут иметь неблагоприятное воздействия на здоровье сварщика, потому что они выделяют токсичные испарения.
Поэтому, для снижения негативного воздействия, советуем создать на рабочем месте мощные вентиляционные условия.
Кабель-пакет

Горелку следует прикрепить к плазменному сварочному аппарату. Кабель-пакет служит специально для этих целей. В его комплекцию входят два шланга, для подачи рабочего и защитного газа.
Также есть два шланга для подачи воды, кабели для пусковой искры, подачи тока и для цепи управления.
Называется кабель-пакет так из-за того, что все его составляющие расположены в большом шланге по типу «пакет».
Невзирая на такое изобилие содержимого этот кабель-пакет можно применять в работе не боясь сломать все компоненты, так как он очень хорошо гнется.
Разновидности
Плазменные сварочные аппараты могут розниться за своим назначением и характеристики. Ток плазменной дуги – их главная черта в различии. Разные аппараты могут значительно отличаться по его значению.
Конструкция устройств и сварочных горелок также отличаются друг от друга. Далее мы расскажем о трех условных типа сварочных плазменных аппаратов и детально разберем каждый из них.
Микроплазменный аппарат

Хотя микроплазменные аппараты могут выдавать ток максимум в 25 А, у них на удивление высокий функционал.
Устройства такого типа рассчитаны и для сваривания тонких металлов, и для очень сложных и тщательных ювелирных работ. Также, такие аппараты используются для резки тонких деталей, до 1 см в толщину.
В применении и по конструкции микроплазменные аппараты очень простые. Для их работы нужен постоянный ток. У горелки сопло редко бывает больше 3 мм в диаметре.
Рабочим газом для таких установок служат смеси ацетилена. Катоды используют медные, легированные гафнием.
Среднеточный аппарат

За своими характеристиками модели среднего тока схожи с простым недорогим инвертором. Выдает предельную силу тока в диапазоне 50-150 А.
Однако область применения у такого типа устройств намного уже. Обычно среднеточными аппаратами режут металлы. Рабочим газом часто служит воздух, но подойдет и любой защитный газ.
Конструкция у этих устройств и их горелок немного сложнее. Катоды используют вольфрамовые. Некоторые горелки дополнительно оснащают охлаждающей водной системой для анода.
Сильноточный аппарат

Аппараты сильного тока называются так через свою способность генерировать высокие значения сварочного тока: начиная с 150 А и выше.
Эти устройства обычно применяются на больших предприятиях и в промышленности, а полупрофессиональные и мастера-любители их практически не используют. Такие устройства не удобны, очень мощные для применения в домашних условиях.
Соответственно, и структура у аппаратов сильного тока намного будет посложнее, чем у предыдущих двух типов. У горелок тоже сложная конструкция, они снабжены мощной системой охлаждения. Катод – из вольфрама, легированные торием или бериллием.
Итоги
Сварка плазмой – это хороший и достойный внимания метод резки и сварки, однако не очень популярный.
Для любительских или полупрофессиональных сварочных работ такой метод не всегда подойдет, так как он требует приобретения дорогого оборудования и специальных умений от сварщика.
И хоть плазменные сварочные установки могут хорошо справляться со своей задачей в разных условиях, все же, наилучшим образом они проявляют себя на производствах как роботизированный аппарат.
Для лучшего представления о работе и применении плазменных аппаратов вы можете посмотреть видео ниже. Успехов вам в работе!
Технология плазменной сварки
Что такое плазма? Это ионизированный газ (полностью или частично), в котором присутствуют как нейтральные атомы, так и заряженные электричеством. Если говорить именно о таком состоянии плазмы, то и электрическую сварочную дугу можно считать таковой. Но на практике дугу плазмой не называют, потому что ее температурный предел – это 5000-7000С, у плазмы для сварки металлов он доходит до 30000С. Поэтому плазменная резка – это высокая температура с большим запасом энергии.

Чтобы из обычной сварочной дуги сделать плазму, необходимо ее сжать и подавать на дугу газ, который под действием температуры и станет ионизироваться. Сжатие производится за счет того, что дугу загоняют в специальный прибор с узким проходом, стенки прибора при этом охлаждаются. Кстати, такой прибор называется плазмотроном. При сжатии дуги происходит ее сужение, за счет чего повышается плотность и мощность, то есть, увеличивается количество энергии на единицу свариваемой площади.
В процессе сжатия дуги в плазмотрон подается газ, из которого затем и образуется сама плазма. При нагреве газ увеличивается почти в 100 раз. Узкое сопло плазмотрона и большой объем газа создают условия, при которых ионизированный газ вылетает наружу с огромной скоростью. То есть, получается, что к тепловой энергии электрической дуги прибавляется и кинетическая энергия движущегося ионизированного газа. Отсюда и высокая мощность плазменной энергии.
Итак, сущность плазменной энергии теперь понятна. Она отличается от дуговой:
- значительной температурой;
- уменьшенным в несколько раз диаметром сварочной дуги;
- форма плазменной дуги цилиндрическая, у электрической дуги она коническая;
- давление при сварке на металл в 8-10 раз выше;
- при этом можно такую дугу поддерживать на не очень больших значениях тока – 0,2-30 ампер.
Учитывая это, можно сказать, что плазменная дуга более универсальное средство для нагрева металлических заготовок. С ее помощью производится более глубокий прогрев металла, но при этом область нагрева сильно уменьшается. Все дело в цилиндрической форме дуги, которая имеет одинаковые размеры и мощность на протяжении всей ее длины, что позволяет варить заготовки без учета длины самой дуги. А это очень важно, когда производится плазменная сварка в труднодоступных местах.
Технология плазменной сварки
Плазменную сварку металла можно проводить двумя технологическими схемами.
- Дуга располагается между заготовкой и неплавящимся электродом.
- Дуга находится внутри плазмотрона в сопле и выдувается оттуда струей плазмы.
Чаще всего для сварки металлов используется схема под номером один. Что касается газа, то обычно для этого используется аргон. В качестве электрода – стержень из вольфрама, реже меди.
Существует несколько параметров, которые делят плазменную сварку на группы. К примеру, по мощности.
- Низкая – 0,2-25 ампер.
- Средняя – 50-150 ампер.
- Высокая – больше 150 ампер.
Первая группа – самая распространенная. Это энергоемкая технология, в которой можно использовать электроды диаметром 1-2 мм. При этом сварочная дуга будет гореть даже при очень незначительных показателях силы тока – 0,2 ампера.
Как работает аппарат плазменной сварки при таких режимах?
- С помощью источника питания (малоамперного) зажигается дежурная дуга, которая горит между неплавящимся электродом и соплом плазмотрона, сопло изготавливается из меди. При этом данная деталь охлаждается водой, чтобы не расплавиться.
- Как только плазмотрон подносится к металлической заготовке, зажигается основная сварочная дуга.
- В сопло плазмотрона подается газ, из которого будет образована плазма.
- Внутри плазмотрона есть два сопла: медный – он же внутренний, керамический – он же внешний. Между ними есть пространство, по которому движется защитный газ. С его помощью закрывается зона сварки от негативного воздействия кислорода и влажности.
Необходимо отметить, что напрямую электрод от источника электрической энергии не зажигается. Между ними устанавливается специальный прибор, который называется осциллятором. Он стабилизирует сварочную дугу и при этом дает возможность зажечь ее без соприкосновения электрода с металлом.
Плазменная сварка металлических заготовок со средней величиной тока очень похожа на процесс соединения по технологии аргонодуговой. Но высокая мощность, плюс небольшая площадь нагрева делает ее более эффективной. Если говорить о том, в каком диапазоне находится этот вид плазменной сварки, то можно поставить ее между обычной электродуговой и лазерной.
Что касается эффективности, то необходимо отметить:
- глубокий провар при небольшой ширине сварочного шва;
- большое давление на сварочную ванну, что обеспечивает уменьшение слоя расплавленного металла под дугой, а это увеличивает теплоотдачу вглубь заготовки;
- процесс сваривания может проводиться без присадочной проволоки или с таковой.
Плазменная сварка при больших значениях тока – это огромное воздействие на сам металл. К примеру, данный режим сварки при плазме производится с использованием тока величиною 150 А, точно такие же показатели даст обычная электродуговая сварка при потреблении тока не меньше 300 А. При этом плазма насквозь прожигает соединяемые металлические заготовки, после чего производится проплавление и сваривание на всю глубину. То есть, сначала происходит разрезание, далее заварка.
При таком прожоге нижний слой металла не выпадает из шва. Он удерживается в зоне силами поверхностного натяжения. Вот почему очень важно правильно соблюдать режим сваривания. Потому что, увеличивая ток, можно прожечь заготовки, не удержав нижний расплавленный слой металла.
Обычно высокими токами варят низкоуглеродистые или легированные стальные сплавы, титан, алюминий и медь. Важно правильно выставить режим сварки, и, конечно, обеспечить режим охлаждения сопла. Небольшое нарушение может привести к значительному снижению качества конечного результата.
Особенности сварочных аппаратов
Плазменный сварочный аппарат, в независимости от его стоимости, будет работать долго и эффективно, если позаботиться об охлаждении сопла. Самыми распространенными сегодня являются аппараты, охлаждение в которых производится водой. Есть агрегаты и со спиртовым охлаждением.
Здесь необходимо правильно настроить подачу воды в сопло, потому что чрезмерное ее поступление создаст большое количество пара, а это причина увеличения разбрызгивания металла. Новичкам рекомендуется для этого выбирать сварочный аппарат, у которых отверстие сопла больше, чем обычно. Это снизит выделение пара, плюс увеличит захват плазменной дугой участков двух заготовок.
Что касается используемых материалов в процессе плазменной сварки, то сегодня аргон часто заменяется техническими газами: водородом, кислородом, азотом и даже сжатым воздухом, что снижает финансовые затраты. Вместо вольфрама для электродов используют стержни из циркония или гафния, что позволяет сегодня вести сварку в окислительных средах.
Чтобы обеспечить качество сварочного шва, необходимо сохранить мощность свариваемой дуги и уменьшить при этом ее давление на расплавленный металл, чтобы последний не выдувался из зоны сварки. Это напрямую влияет на формирование шва. Поэтому очень важно найти рациональное соотношение многих параметров сварочного режима: расход плазмы, силы тока, длина электрической дуги. К примеру, чтобы сварить две заготовки из алюминия или нержавейки толщиною 10 мм, необходимо увеличить диаметр канала, по которому движется плазма наружу, что приводит к снижению обжатия дуги.
Но самое большое достижение – это разработка микроплазменной сварки, которую впервые провели инженеры компании «Сешерон» из Швейцарии. Плазменная сварка этого типа дает возможность соединять между собой очень тонкие листы: 0,025-0,8 мм, изготовленные из различных металлов. Этот способ сваривания сегодня активно применяется в самолетостроении, электронной, медицинской, атомной и других областях промышленности.
Наверное, надо будет сказать, что процесс плазменной сварки (видео расположено ниже) в ближайшие несколько десятков лет будет активно применяться для соединения тонких металлических заготовок. А в некоторых случаях это будет единственный вариант. Так что есть смысл к нему присмотреться более внимательно.
Поделись с друзьями
0
0
0
0
схема, принцип работы, преимущества и отличия от других видов сварки
Плазменная сварка (PAW — Plasma Arc Welding) – это сварка плавлением металла, нагрев которого проводится направленным потоком сжатого ионизированного газа (плазмы).
Данная технология известна еще с советских времен — 80-х годов прошлого столетия, существенное развитие получила на Западе и за время своего существования претерпела множество изменений в лучшую сторону.
Так, например, источники стали производить инверторными, программируемыми, плазматроны заметно уменьшились в габаритах, технологические возможности расширились, сильный шум, который присутствовал раньше при сварке, отсутствует.
Промышленный источник плазменной сварки состоит из двух инверторов – вспомогательного и основного. Именно это является в том числе причиной, почему плазменные источники дороже аргонодуговых. НО при этом они имеют большие преимущества по сравнению с TIG сваркой.
Схема классического промышленного аппарата плазменной сварки
Вспомогательный инвертор зажигает дугу между вольфрамовым электродом и соплом, которая затем выдувается, и в работу включается основной инвертор, который уже обеспечивает поддержание и регулировку сварочного процесса. Именно благодаря наличию малоамперной 3-15 А вспомогательной дуги поджиг осуществляется на плазме всегда стабильно в отличие от аргонодуговой TIG сварки. Особенно это заметно при сварке алюминия и при сварке/пайке оцинкованных сталей, где при ТИГ сварке электрод разрушается и загрязняется, а при плазме стойкость электрода в 30-40 раз выше, т.к. электрод «спрятан» за плазменным соплом и помимо этого обдувается сжатым газом аргоном.
Благодаря наличию плазменного сопла и подачи сжатого газа аргона, сварочная дуга сжимается, становится узконаправленной, а не свободно горящей как при ТИГ, поэтому иногда плазменную сварку называют «аргонодуговая сварка сжатой дугой». Из-за того, что дуга при TIG сварке является свободной, при ТИГе существуют проблемы, когда при нахлесточном шве дуга переходит на верхнюю кромку, то же происходит и при стыковой сварке, когда один лист в зажатом состоянии выше другого, в этом случае — прожог или непровар. При плазме прожога или непровара не происходит из-за сжатой дуги.
По сути дела, говоря простым языком, плазменная сварка – это доработанная аргонодуговая сварка.
По качеству плазменная сварка по праву занимает положение между аргонодуговой и лазерной сваркой.
Отличия от других видов сварки
Главные отличия плазменной сварки от аргонодуговой и полуавтоматической МИГ/МАГ наглядно показаны на рисунке. Применение плазменной сварки помогает решить такие вопросы как образование брызг и пор, непровар и большой расход сварочной проволоки, повреждение электрода и коробление изделия.
Виды плазменной сварки
Свариваемые материалы
— нержавеющие стали
— низкоуглеродистые стали
— оцинкованные стали
— титан
— медь, бронза, латунь
— сплавы алюминия (для источника PMI 350AC)
— для оцинкованных сталей также возможен процесс плазма-пайки
Преимущества технологии плазменной сварки
- повышение производительности процессов сварки в 2-3 раза, cкорость сварки до 4 м/мин;
- повышение качества сварочных швов, швы более узкие, можно варить с усилением и без;
- отсутствие брызг в отличие от полуавтоматической МИГ/МАГ сварки и большая экономия на сварочной проволоке, т.к. варим без разделки и ток и скорость подачи проволоки при плазме – независимы;
- малая зона термического влияния, благодаря механическому сжатию плазменным соплом, вследствие этого незначительный нагрев основного металла и минимизация коробления после и во время сварки;
- глубокое проплавление в стыковом соединении, сварка проникающей дугой без разделки до 8 мм. По сравнению с МИГ и ТИГ плазменная сварка не имеет конкурентов по качеству и производительности на диапазоне толщин от 3 до 8 мм;
- гладкая поверхность швов, не требующая дополнительной обработки;
- высокая надёжность зажигания основной дуги благодаря наличию вспомогательной;
- отсутствие включений вольфрама в сварном соединении;
- высокая стойкость расходных материалов.
Более подробно о применении и преимуществах плазменной шовной и плазменной точечной сварки можно прочитать в статьях:
«Плазменная шовная сварка: особенности и преимущества шовной плазменной сварки при сварке различных материалов»
«Плазменная точечная сварка: особенности, преимущества и применение»