Подготовка под покраску металла: Технология подготовки металла к покраске
Технология подготовки металла к покраске
Степени очисткиТребования к качеству подготовки металлической поверхности перед операциями окрашивания, нанесения металлизационных покрытий устанавливает ГОСТ 9.402-2004 «Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию». В ГОСТе выделяются четыре степени очистки поверхности черных металлов от прокатной окалины и продуктов коррозии:
- при осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются;
- при осмотре невооруженным глазом не обнаруживаются прокатная окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои;
- не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной прокатной окалины и литейная корка, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
- с поверхности удалены ржавчина и отслаивающаяся окалина.


Этим степеням подготовки поверхности в основном соответствуют степени Sa3, Sa 2 1/2, Sa 2, Sa l, устанавливаемые международным стандартом ISO «Подготовка стальной основы перед нанесением красок и подобных покрытий. Визуальная оценка чистоты поверхности. Степени коррозии и степени подготовки непокрытой стальной основы после полного удаления прежних покрытий»
При определении точной степени удаления ржавчины и очистки стальной поверхности перед покраской использует Международный стандарт ISO 8501-01-1988 и ISO 8504-1992. ISO 8501-01 употребляется по окалине. Это означает следующие уровни заражения ржавчиной:
- А — стальная поверхность в большой степени покрытая окалиной, но в незначительной степени или совсем не затронута ржавчиной.
- Б — стальная поверхность, которая начала ржаветь и с которой окалина начала осыпаться.
- С — стальная поверхность, с которой окалина отвалилась и откуда она может быть удалена, но с лёгким видимым питтингом (точечная коррозия).
- Д — стальная поверхность, с которой окалина отвалилась, но с лёгким питтингом, видимым невооружённым глазом.

Степени предварительной подготовки поверхности Стандарт ISO определяет семь степеней подготовки поверхности. В спецификациях часто употребляются следующие стандарты: Подготовка поверхности вручную и с помощью электроинструментов: скобление, зачистка проволочными щётками, механическими щётками и шлифовка — обозначается буквами «St».
- ISO-St1. Обработка вручную и электроинструментами
Прежде, чем начать очистку вручную или электроинструментами, толстые слои ржавчины должны быть удалены способом обрубки. Видимые загрязнения от масла, жира и грязи тоже должны быть удалены. После очистки вручную и электроинструментами, поверхность должна быть очищена от отслаивающейся краски и пыли.
- ISO-St2. Тщательная очистка вручную и электроинструментами
При поверхностном рассмотрении невооружённым взглядом, подложка должна выглядеть очищенной от видимых следов масла, жира и грязи и от плохо прилегающей окалины, ржавчины, краски и посторонних веществ.
- ISO-St3. Очень тщательная очистка вручную и электроинструментами
То же самое, что и для St2, но подложка должна быть очищена намного более тщательно, до появления металлического блеска.
- ISO-Sa. Пескоструйная очистка
Подготовка поверхности способом пескоструйной обработки обозначается буквами «Sa». Прежде, чем приступить к пескоструйной очистке, толстые слои ржавчины должны быть удалены методом обрубки. Видимые масляные, жировые загрязнения и грязь тоже должны быть устранены. После пескоструйной обработки подложка должна быть очищена от пыли и мусора.
- ISO-Sa1. Лёгкая пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от окалины с плохим прилеганием, ржавчины, краски и других посторонних веществ.
- ISO-Sa2. Тщательная пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Каждое остаточное загрязнение должно иметь плотное прилегание.
Каждое остаточное загрязнение должно иметь плотное прилегание.
- ISO-Sa2,5. Очень тщательная пескоструйная очистка
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Все остаточные следы заражения должны проявляться только в форме едва заметных пятен и полос.
- ISO-Sa3. Пескоструйная очистка до визуально чистой стали
При проверке невооружённым взглядом поверхность должна выглядеть зачищенной от видимых масляных, жировых пятен и грязи и от большей части окалины, ржавчины, краски и других посторонних веществ. Поверхность должна иметь однородный металлический блеск.
Подготовка поверхности1. Подготовка поверхности металла (стали) перед окрашиванием (новый металл)
ГОСТ 9.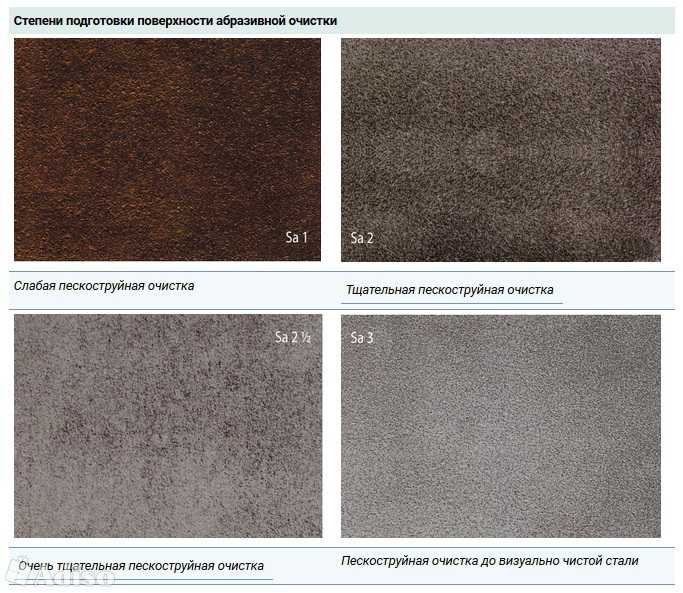 402-80 ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ. «Подготовка металлических поверхностей перед окрашиванием»., п.1.7 табл.3, стр. 56 приложение 1 предписывает степень очистки металлов I и II групп от окалины и продуктов коррозии 2(02), что соответствует степени очистки Sa2 по ИСО8501-1:1988. К I и II группам относятся изделия и листовой металл из углеродистой, низколегированной и легированной стали, подлежащие фосфатированию и окрашиванию, а также металл толщиной не менее 4мм.
402-80 ПОКРЫТИЯ ЛАКОКРАСОЧНЫЕ. «Подготовка металлических поверхностей перед окрашиванием»., п.1.7 табл.3, стр. 56 приложение 1 предписывает степень очистки металлов I и II групп от окалины и продуктов коррозии 2(02), что соответствует степени очистки Sa2 по ИСО8501-1:1988. К I и II группам относятся изделия и листовой металл из углеродистой, низколегированной и легированной стали, подлежащие фосфатированию и окрашиванию, а также металл толщиной не менее 4мм.
Для указанной выше степени очистки поверхности применяют: очистку ручным и механическим инструментом (стальными щетками), струйно-абразивную и гидравлическую очистку, однако следует иметь ввиду, что очистка стальными щетками трудоемка и не обеспечивает необходимой чистоты поверхности металла.
После очистки обязательна операция обеспыливания и обезжиривания.
Обеспыливание проводят путем обдува поверхностей сжатым воздухом или очистки мягкой широкой кистью. Возможна очистка сильной струей воды с последующим тщательным просушиванием поверхности.
Для обезжиривания чаще всего используют уайт-спирит, а также водные моющие растворы. При обезжиривании металла уайт-спиритом необходимо следить за массовой долей зажиривающих веществ в нем, т.к. растворяющая способность уайт-спирита резко падает при содержании в нем масла в количестве более 5г\л. Чистоту поверхности металла проверяют протиранием ее чистой белой салфеткой, марлей или мягкой белой бумагой.
НЕ ДОПУСКАЕТСЯ ПРИМЕНЕНИЕ В КАЧЕСТВЕ ОБЕЗЖИРИВАЮЩИХ ЖИДКОСТЕЙ: БЕНЗИН, ТОЛУОЛ, ДИХЛОРЭТАН, ЧЕТЫРЕХХЛОРИСТЫЙ УГЛЕРОД, СОЛЬВЕНТ, ЧТО ОБУСЛОВЛЕНО ИХ ВЫСОКОЙ ТОКСИЧНОСТЬЮ!
На очищенной поверхности металла при осмотре невооруженным глазом не должно быть окалины, ржавчины, пригара, остатков формовочных смесей и других неметаллических слоев. Поверхность металла должна быть серой, допускаются блестящие и матовые участки.
При необходимости очищенная от рыхлой ржавчины и посторонних наслоений металлическая поверхность может быть обработана модификаторами ржавчины, в том числе Кислотным модификатором ржавчины №3 (протравленный цинковым порошком раствор ортофосфорной кислоты в дистиллированной воде) или другим. Модификаторы ржавчины наносят на металлическую поверхность кистью методом двойной растушевки (вертикальные мазки перекрывают горизонтальными), краскораспылением или окунанием. При температуре воздуха 15-20°С и влажности 75-80% время выдержки после обработки поверхности модификаторами ржавчины должно составить не менее 10 часов. По истечении этого времени можно приступать к грунтованию металла, смывать остатки модификатора ржавчины не нужно.
Модификаторы ржавчины наносят на металлическую поверхность кистью методом двойной растушевки (вертикальные мазки перекрывают горизонтальными), краскораспылением или окунанием. При температуре воздуха 15-20°С и влажности 75-80% время выдержки после обработки поверхности модификаторами ржавчины должно составить не менее 10 часов. По истечении этого времени можно приступать к грунтованию металла, смывать остатки модификатора ржавчины не нужно.
Подготовленный к окрашиванию металл в помещении цехов должен быть окрашен (загрунтован) не позднее 24 часов, на открытых площадках не позднее 4 часов после проведения очистки и обработки модификаторами ржавчины, т.к. очищенный и обезжиренный металл легко реагирует с кислородом и влагой воздуха и покрывается слоем гидроксида (ржавчины).
Более высокая степень очистки 1(01) по ГОСТ 9.402-80 и Sa2 ½ по ИСО 8501-1:1988 предписана для подготовки металла в автомобилестроении.
Наилучшим методом подготовки металла является пескоструйная обработка.
Пескоструйная очистка поверхностей имеет следующие основные применения:
1. Пескоструйная обработка металла, очистка металлических поверхностей от окалины, старой краски, ржавчины и других загрязнений. Пескоструйная очистка металла определяется по степеням Sa3, Sa 2 1/2, Sa 2, Sa l ISO 8501-1:2007: «Подготовка стальной основы перед нанесением красок и подобных покрытий», ГОСТ 9.402-2004 также определяет 4 степени очистки:
· При осмотре с 6-кратным увеличением окалина и ржавчина не обнаруживаются;
· При осмотре невооруженным глазом не обнаруживаются прокатная окалина, ржавчина, пригар, остатки формовочной смеси и другие неметаллические слои;
· Не более чем на 5% поверхности имеются пятна и полосы плотно сцепленной прокатной окалины и литейной корки, видимые невооруженным глазом. На любом из участков поверхности изделия окалиной занято не более 10% площади пластины 25×25мм;
· С поверхности удалены ржавчина и отслаивающаяся окалина.
2. Пескоструйка металла от ржавчины перед покраской и газотермическим напылением, очистка до белого металла.
Пескоструйка металла от ржавчины перед покраской и газотермическим напылением, очистка до белого металла.
3. Пескоструйная очистка фасадов от остатков штукатурки, очистка кирпичных фасадов от высолов, санация бетонных поверхностей, чистка поверхностей от солевых отложений, удаление краски со стен, плесени и граффити.
4. Пескоструйная очистка деревянных поверхностей от старой краски, плесени, восстановление структуры дерева, искусственное состаривание дерева, очистка копоти и сажи.
5. Пескоструйная чистка гранитного и мраморного камня, очистка брусчатки от краски и атмосферных отложений.
6. Декоративное матирование стекла.
7. Создание декоративной » шероховатости» поверхности.
Технология пескоструйной очистки заключается в ускорении абразивных частиц из пескоструйного аппарата при помощи энергии сжатого воздуха.
Как качественно подготовить поверхность изготовленных строительных металлоконструкций конструкций к нанесению покрытия?
Один из самых популярных способов — пескоструйный метод подготовки. Пескоструйная обработка металлических конструкций, является необходимой частью качественной подготовки поверхностей к нанесению финишной краски и защитных антикоррозионных покрытий. Необходимость нанесения лакокрасочных и других защитных антикоррозийных покрытий (холодное цинкование, горячее цинкование) вызвана нашими атмосферными условиями, и прежде всего частыми осадками в виде дождя и снега и при эксплуатации в агрессивной среде производственных зданий из металлокаркаса. На поверхности металла накапливаются продукты коррозии, в процессе изготовления металлоконструкций — окалина и просто грязь. Чтобы удалить все это, нет ничего надежнее и проще, заказать пескоструйную обработку поверхности перед окрашиванием.
Пескоструйная обработка металлических конструкций, является необходимой частью качественной подготовки поверхностей к нанесению финишной краски и защитных антикоррозионных покрытий. Необходимость нанесения лакокрасочных и других защитных антикоррозийных покрытий (холодное цинкование, горячее цинкование) вызвана нашими атмосферными условиями, и прежде всего частыми осадками в виде дождя и снега и при эксплуатации в агрессивной среде производственных зданий из металлокаркаса. На поверхности металла накапливаются продукты коррозии, в процессе изготовления металлоконструкций — окалина и просто грязь. Чтобы удалить все это, нет ничего надежнее и проще, заказать пескоструйную обработку поверхности перед окрашиванием.
В разделе КМ указывается степень очистки перед покрытием металлоконструкций транспортной грунтовкой, лакокрасочными покрытиями или другими антикоррозийными покрытиями.
Применение пескоструйного метода значительно продлевает срок службы покрытия.
Пескоструйная обработка идеально подходит для очистки трубопроводов, гидросооружений, различных ёмкостей, металлоизделий и промышленных металлических конструкций.Кроме того, пескоструйная очистка позволяет обезжиривать металлические поверхности перед покраской, например, кузова автомобиля.
Технологии подготовки к окрашиванию металла, описаные в этой статье, применяются повсеместно, всеми специализированными компаниями по покраске металла.
Правильная покраска металла: подготовка поверхности и сушка
- Главная
- Продукция
- Важно знать
- Правильная покраска металла: подготовка поверхности и сушка
Опытные мастера утверждают, что успех покраски металлических изделий на 80% зависит от качества подготовки поверхности. Мы расскажем о главных тонкостях подготовки металла и сушки краски, чтобы результат радовал вас максимально долго.
Этап 1: Очищение поверхности
Прежде всего нужно хорошо очистить металлическое изделие от загрязнений, старого отслоившегося покрытия и ржавчины.
- Пятна грязи и жира, нагар можно убрать, тщательно вымыв поверхность мыльным раствором. Если поверхность просто запылилась, достаточно протереть ее влажной тряпкой.
- Чтобы избавиться от старой отставшей краски и рыхлой ржавчины, используйте скребок, жесткую щетку из проволоки и наждачную бумагу. Помимо прочего при помощи наждачки можно сделать поверхность слегка шершавой. Это улучшит сцепление краски с поверхностью, за счет увеличения площади покрытия.
- Заключительный шаг этапа очистки — обезжиривание поверхности. Для металлических оснований лучше использовать нитрорастворители, например растворитель P-4 Profilux.
Следующий этап подготовки к окрашиванию — грунтовка. Стоит серьезно отнестись к выбору грунта, т.к. он должен хорошо выполнять свои функции:
- обеспечивать лучшее сцепление поверхности с краской;
- защищать металл от коррозии.

Грунт ГФ-021 Profilux отлично справляется с этими задачами, благодаря качественной алкидной основе. Грунтовка, так же как и краска, наносится кисточкой, валиком или распылителем.
Этап 3: Покраска и сушка
Последний этап — непосредственно окраска металлического изделия и сушка. Для окрашивания металлических изделий лучше использовать краску с антикоррозийными свойствами для дополнительной защиты от ржавчины, например эмаль ПФ-115 Profilux или грунт-эмаль 3 в 1
Profilux (для нее не нужно использовать грунтовку).Время сушки зависит от вида краски. После нанесения эмали ПФ-115 следующий слой можно наносить не ранее чем через 10 часов. А для грунт-эмали 3 в 1 это время составляет всего 2 часа. Для полного высыхания и той и другой краске потребуются сутки.
Под воздействием ультрафиолета и кислорода краски сохнут быстрее. Поэтому на свежем воздухе в солнечную погоду этот процесс может занять всего несколько часов. Также скорость высыхания зависит от величины слоя краски — чем он толще, тем больше времени потребуется для высыхания. Лучше прокрасить изделие 2-3 раза, нанося тонкие слои, чем один толстый. Тогда качество окрашивания будет гораздо выше.
Также скорость высыхания зависит от величины слоя краски — чем он толще, тем больше времени потребуется для высыхания. Лучше прокрасить изделие 2-3 раза, нанося тонкие слои, чем один толстый. Тогда качество окрашивания будет гораздо выше.
4 Действия перед покраской металлических поверхностей
Подготовка поверхности является ключом к обеспечению долговечности металлической краски и других покрытий. Перед покраской любой поверхности, будь то металл или каменная кладка, следуйте нескольким простым советам по подготовке поверхности, таким как тщательная очистка окрашиваемой поверхности и нанесение правильной грунтовки, что в долгосрочной перспективе может иметь огромное значение. При отсутствии надлежащей подготовки поверхности даже грунтовки по металлу Premium или Advanced
 Взглянем.
Взглянем.1. Очистите металлическую поверхность
Перед покраской металлические поверхности должны быть очищены от грязи, жира, старой краски и ржавчины. Используйте подходящую наждачную бумагу или любой другой абразивный инструмент для удаления грязи, жира и других отложений с металлической поверхности. Уайт-спирит пригодится при работе с сильными отложениями жира. В качестве альтернативы, чистка раствором мягкого моющего средства также может помочь смыть стойкие загрязнения.
2. Устранение отслаивающейся или отслаивающейся краски
При нанесении новой краски по металлу любая старая краска, которая отслаивается или отслаивается, должна быть полностью удалена. Ручная проволочная щетка, соскабливание и шлифовка — вот несколько ручных методов удаления таких отложений краски. Хотя такие методы, как очистка электроинструментом, могут дать быстрые результаты, они также могут привести к полировке металлической поверхности, что может привести к проблемам с адгезией.
3. Избавьтесь от отложений ржавчины
Ржавчина препятствует адгезии краски, поэтому важно избавиться от нее перед нанесением краски по металлу. Легкую ржавчину можно восстановить с помощью чистки щеткой, шлифования и нанесения соответствующей высококачественной грунтовки с антикоррозийными свойствами. Нанесение любой краски на ржавую поверхность также в конечном итоге приведет к повреждению и ржавчине самой металлической краски.
4. Нанесите правильный грунт
Грунтование — один из самых важных этапов перед нанесением краски по металлу. Хотя грунтовку на водной основе нельзя наносить на металлические поверхности, более подходящими вариантами являются другие варианты грунтовки, такие как антикоррозионная грунтовка, грунтовка для гальванического покрытия и грунтовка на основе оксида железа. Нанесение грунтовки сразу после подготовки поверхности может помочь предотвратить мгновенную ржавчину или скопление пыли.
Подведение итогов
Независимо от того, наносите ли вы краску для металлических ворот или краску для металлических дверей, меры предосторожности и шаги, которые необходимо соблюдать, остаются одинаковыми. Очистите металлическую поверхность от пыли и жира, удалите отслаивающуюся или отслаивающуюся краску и избавьтесь от ржавчины. Наконец, нанесите слой грунтовки, после чего можно наносить краску по металлу. Shalimar Paints , известная своим богатым наследием и лучшими в своем классе продуктами, является одним из ведущих брендов красок в Индии, предлагающим широкий спектр красок, таких как краска для металлических дверей и эмалевая краска. Обсудите ваши требования с нашими экспертами в 18001036509 . Вы также можете заполнить нашу контактную форму , и мы возьмем ее оттуда.
Очистите металлическую поверхность от пыли и жира, удалите отслаивающуюся или отслаивающуюся краску и избавьтесь от ржавчины. Наконец, нанесите слой грунтовки, после чего можно наносить краску по металлу. Shalimar Paints , известная своим богатым наследием и лучшими в своем классе продуктами, является одним из ведущих брендов красок в Индии, предлагающим широкий спектр красок, таких как краска для металлических дверей и эмалевая краска. Обсудите ваши требования с нашими экспертами в 18001036509 . Вы также можете заполнить нашу контактную форму , и мы возьмем ее оттуда.
5 важных этапов подготовки металла к покраске
Профессиональные услуги по покраске и нанесению покрытий
Подрядчики по окраске, которым можно доверять!
Мы нанимаем — подать заявку здесь
Надлежащая подготовка поверхности является важным условием для обеспечения качества и долговечности металлических покрытий. Без должной подготовки даже самые передовые технологии покрытия металла не сработают. Чтобы превратить вашу первую работу по покраске металла в успешный опыт, мы предлагаем вам ознакомиться со следующими пятью шагами подготовки металла к покраске.
Чтобы превратить вашу первую работу по покраске металла в успешный опыт, мы предлагаем вам ознакомиться со следующими пятью шагами подготовки металла к покраске.
- Очистите поверхность. Чтобы должным образом подготовить новые металлические поверхности, используйте уайт-спирит для удаления жира и нанесите антикоррозийную грунтовку перед покраской. Для окрашенных поверхностей, находящихся в хорошем состоянии, удалите пыль чистой сухой тканью, удалите глянец с поверхности легким шлифованием и протрите уайт-спиритом, чтобы обеспечить хорошую адгезию. Чтобы удалить стойкие загрязнения, промойте поверхности раствором мягкого моющего средства или имеющимся в продаже продуктом, рекомендованным для очистки окрашенных поверхностей.
- Удалите отслаивающуюся и отслаивающуюся краску. Если старая краска в плохом состоянии, ее можно удалить вручную с помощью проволочной щетки, шлифовки или соскабливания. Поскольку эти методы трудоемки и обычно не дают ожидаемых результатов, многие профессионалы выбирают очистку с помощью электроинструмента, который может помочь быстро и легко удалить краску. Однако одним из недостатков использования электроинструментов является то, что они могут полировать металлические поверхности, что может вызвать проблемы с адгезией краски.
- Удалить ржавчину. При подготовке металла к покраске важно проверить его на наличие ржавчины, чтобы убедиться, что краска хорошо прилипает к поверхности. Чтобы восстановить слегка ржавые металлические поверхности до их первоначального состояния, используйте щетку, чтобы очистить рыхлую ржавчину, отшлифовать область и нанести высококачественную грунтовку, препятствующую ржавчине (например, Rust-Oleum Rust Reformer). Антикоррозийные грунтовки, также известные как преобразователи ржавчины, можно использовать для покрытия ржавых пятен и превращения их в нержавеющие, поддающиеся окраске поверхности.
- Ремонт небольших отверстий и вмятин. Для ремонта отверстий и вмятин отшлифуйте область до голого металла и протрите обезжиривателем, смешанным с уайт-спиритом. Для небольших отверстий и вмятин введите соответствующий композит на основе эпоксидной смолы непосредственно в отверстие и/или вмятину. Для больших отверстий нанесите эпоксидный наполнитель на край отверстия, отрежьте кусок стекловолоконной сетки размером примерно на один дюйм больше, чем отверстие, и вдавите его в наполнитель. Затем покройте сетку эпоксидной смолой, продвигаясь от края к центру отверстия.
- Загрунтовать поверхность. Грунтование – очень важный этап подготовки металла к окраске, особенно если поверхность будет подвергаться воздействию влаги. Чтобы выбрать правильную грунтовку, следует учитывать тип покрываемого металла, а также желаемый внешний вид, эксплуатационные требования и условия окружающей среды. Начнем с того, что грунтовки на водной основе (латексные) не следует использовать на металлических поверхностях, так как через них может просочиться влага, что приведет к разрушению краски в течение недель или месяцев. Профессионалы рекомендуют два вида грунтовок по металлу: упомянутые выше преобразователи ржавчины и грунтовки по оцинкованному металлу. В то время как преобразователь ржавчины идеально подходит для предотвращения повторного появления ржавчины и облегчения окрашивания ржавой поверхности, для металлов (например, алюминия) подходит оцинкованная грунтовка, которая предотвращает прилипание краски к поверхности. Вы также можете найти грунтовки на основе оксида железа и хромата цинка, которые можно использовать на большинстве металлических поверхностей, включая внутренние и внешние поверхности железа и стали.
 Однако одним из недостатков использования электроинструментов является то, что они могут полировать металлические поверхности, что может вызвать проблемы с адгезией краски.
Однако одним из недостатков использования электроинструментов является то, что они могут полировать металлические поверхности, что может вызвать проблемы с адгезией краски.  Для небольших отверстий и вмятин введите соответствующий композит на основе эпоксидной смолы непосредственно в отверстие и/или вмятину. Для больших отверстий нанесите эпоксидный наполнитель на край отверстия, отрежьте кусок стекловолоконной сетки размером примерно на один дюйм больше, чем отверстие, и вдавите его в наполнитель. Затем покройте сетку эпоксидной смолой, продвигаясь от края к центру отверстия.
Для небольших отверстий и вмятин введите соответствующий композит на основе эпоксидной смолы непосредственно в отверстие и/или вмятину. Для больших отверстий нанесите эпоксидный наполнитель на край отверстия, отрежьте кусок стекловолоконной сетки размером примерно на один дюйм больше, чем отверстие, и вдавите его в наполнитель. Затем покройте сетку эпоксидной смолой, продвигаясь от края к центру отверстия.  В то время как преобразователь ржавчины идеально подходит для предотвращения повторного появления ржавчины и облегчения окрашивания ржавой поверхности, для металлов (например, алюминия) подходит оцинкованная грунтовка, которая предотвращает прилипание краски к поверхности. Вы также можете найти грунтовки на основе оксида железа и хромата цинка, которые можно использовать на большинстве металлических поверхностей, включая внутренние и внешние поверхности железа и стали.
В то время как преобразователь ржавчины идеально подходит для предотвращения повторного появления ржавчины и облегчения окрашивания ржавой поверхности, для металлов (например, алюминия) подходит оцинкованная грунтовка, которая предотвращает прилипание краски к поверхности. Вы также можете найти грунтовки на основе оксида железа и хромата цинка, которые можно использовать на большинстве металлических поверхностей, включая внутренние и внешние поверхности железа и стали.Грунтовка сразу после очистки поверхности является обязательной для предотвращения скопления пыли или грязи и образования мгновенной ржавчины (ржавчины, которая появляется в течение нескольких часов).
В Performance Painting мы владеем различными системами и методами окраски, что позволяет нам выполнять различные проекты интерьеров и экстерьеров в соответствии с индивидуальными спецификациями. Свяжитесь с нашим дружелюбным персоналом сегодня по телефону (904) 641-4800 для получения компетентной и всесторонней консультации или бесплатной оценки.