Производство электродов сварочных: Производство сварочных электродов как бизнес: оборудование, технология изготовления
Производство сварочных электродов
Сеть профессиональных контактов специалистов сварки
Производство сварочных электродов требует следующие основные материалы:
• сварочная проволока нужного диаметра в бухтах или мотках,
• кусковые и порошкообразные материалы для обмазки,
• силикатная глыба (калиевая, натриевая).
(здесь и далее в тексте даны ссылки на разделы сварочного каталога предприятий, в котором можно продать соответствующие материалы или оборудование, разместив объявление).
Поступающее на завод сырье складируют на отведенных под него площадках. ОТК проводит входной и эталонный контроль сырья и при положительных результатах контроля выдает разрешение на его использование в производстве электродов.
Кусковые материалы подвергают крупному и среднему дроблению на щековой и валковой дробилке и тонкому помолу в мельнице. После помола порошкообразные материалы, а также сырьевые компоненты, поступающие в готовом виде, просеиваются через вибросито, затем в кюбелях поступают на участок дозирования.
Сырье перед измельчением и просевом сушат.
На участке дозирования производят рецептурное составление шихты. В кюбелях готовую шихту подают к смесителю.
Проволоку в бухтах и мотках со склада подают на размоточные устройства правильно-отрезных станков. Готовые стержни помещают в бункера для стержней и передают к электродообмазочному прессу (или стержни перемещаются туда подвесным транспортером без бункера).
Силикатную глыбу при необходимости подвергают дроблению, загружают в автоклав и заливают нужным количеством горячей воды. Из автоклава жидкое стекло закачивают в отстойники. Из отстойников жидкое стекло подают в смесители жидкого стекла. С разрешения ОТК готовое жидкое стекло передают в расходный бак.
Приготовление обмазочной массы происходит в смесителе из поступающей в кюбелях шихты и жидкого стекла, поступающего из бака. Из готовой обмазочной массы на брикетировочном прессе изготавливают брикеты для загрузки их в электродообмазочный пресс.
Бункер для стержней помещают на приемное устройство механизма подачи стержней электродообмазочного пресса.
Электроды опрессовывают под давлением 300-650 кгс/см2. Потоки стержней и обмазочной массы в головке опрессовочного пресса пересекаются под прямым углом. Такая организация потоков значительно упрощает устройство пресса. Конструкция опрессовочной головки обеспечивает стабильное и концентричное нанесение покрытия на стержни.
После опрессовки стержни с покрытием (т.е. электроды) транспортером передаются на машину для зачистки торцов. Выровненные на входе в машину электроды попадают в ее зачистной узел, где зачищаются контактный торец и стержень под держатель электрода. Зачищенные электроды поступают на выходной транспортер, на них наносится маркировка и зажигательная смесь. Во время опрессовки и зачистки электроды частично отбраковываются оператором. Эти электроды отправляют в бракоочистную машину.
Отходы обмазочной массы (появляющиеся, когда электроды зачищаются на торцах, очищаются в бракоочистной машине, и когда во время уборки прессов) сушат, измельчают в мельнице, просеивают через вибросито и возвращают на дозировку для повторного использования.
После опрессовки и зачистки сварочные электроды снимают на рамки и помещают на тележку. Загруженную тележку закатывают в печь для термообработки электродов. В некоторых случаях электроды проходят через печь на цепном транспортере.
Электроды после термообработки в печи подают на участок их временного хранения и упаковки.
После проведения сертификационных испытаний ОТК дает разрешение на упаковку электродов. Готовые упакованные сварочные электроды на поддонах подают на склад готовой продукции.
Copyright. При любом цитировании материалов Cайта, включая сообщения из форумов, прямая активная ссылка на портал weldzone.info обязательна.
оборудование, технология и поставщики в России
Производство и продажа электродов для сварки – довольно популярный вид предпринимательской деятельности в России.
представляют собой расходный материал, активно применяемый при строительных работах при конструировании строений из железобетона, а также в промышленности. То есть, спрос на подобный товар высок и стабилен.
То есть, спрос на подобный товар высок и стабилен.
Содержание
- Сварочные электроды: общая информация
- Технологии изготовления
- Производители электродов
- Отечественные
- Зарубежные
- Итоги
Электроды, применяемые при сварочных работах, выглядят как металлические или неметаллические стержни, изготовленные из электропроводного материала. Основное назначение таких изделий – подводить ток к свариваемому изделию в процессе сварки разного рода углеродистых и легированных сталей.
Производится такая продукция на электродных заводах. Спрос на сварочные расходные материалы среди отечественного покупателя устойчив много лет подряд, что можно объяснить стремительным ростом объемов строительства объектов с использованием конструкций из железобетона.
Они активно применяется во многих иных сферах, где необходимо выполнить сварку металлических деталей. Поэтому предприятия, производящие подобную продукцию, получают высокую прибыль.
Сегодня в России изготавливается 200 разновидностей электродов для проведения сварочных работ, но всех их классифицируют по разным признакам.
Устройство электрода для сварки.По материалу, примененному при изготовлении электродов, выделяют продукцию:
- Неметаллическую – графитовые и угольные изделия для сварки.
- Металлическую – производство электродов неплавящегося типа осуществляется из итрированной, вольфрамовой, лантанированной, торированной сварной проволоки. Плавящиеся изделия готовятся из тугоплавких материалов: сталь, бронза, чугун, алюминий, медь.
По назначению такие изделия делятся на варианты:
- Для сварки конструкционных сталей: углеродистых и низколегированных, легированных, легированных теплоустойчивых, высоколегированных с особенными характеристиками.
- Для наплавки поверхностного слоя с особыми свойствами.
По толщине покрытия, которое наносят на металлическую заготовку, выделяют продукцию с тонким, средним, толстым, особенно толстым покрытием.
Технологии изготовления
Для изготовления используют следующие материалы:
- особенная проволока определенного диаметра;
- мел и добавки;
- натриевые или калиевые глыбы.
Заводы по производству электродов, в большинстве своем, используют следующую технологию. Кусковые материалы промывают, очищают от пустой породы, загрязнений в специальных моечных машинах, а затем дробят в дробильных камерах.
На следующем этапе электродные материалы высушивают в сушильных установках, размалывают в шаровых мельницах.
Электродную проволоку режут на заготовки актуальной длины при помощи правильно-рубильных станков. Активные ферросплавы пассируют в автоклавах в процессе варки жидкого стекла, используемого в качестве связующего вещества для обмазочной массы.
Далее готовят шихту, обмазочную массу, дозируя компоненты согласно рецепту.
Обмазка готовится из двух частей: сухой и мокрой. Сухие компоненты смешиваются в смесителях, обмазочная или мокрая масса готовится в противоточных или бегунковых смесителях, а брикеты формируются на брикетировочных прессах.
Приготовленную обмазочную массу наносят на проволоку двумя способами: путем обмакивания или опрессовкой. Выбор способа обмазки определит особенности изготовленных .
При обмакивании электродную заготовку погружают в емкость с обмазочной массой и медленно извлекают наружу. Такой способ характерен для мини-производств.
Опрессовку осуществляют путем проталкивания проволоки через специальное оборудование – электродный пресс для производства электродов. Обмазка наносится на проволоку в цилиндре установки за счет высокого давления. Далее они протаскиваются вместе с обмазочной массой через специальные отверстия.
На заметку! Данный метод изготовления расходных материалов для сварки считается более современным и совершенным, потому что позволяет изготовить большие партии товара.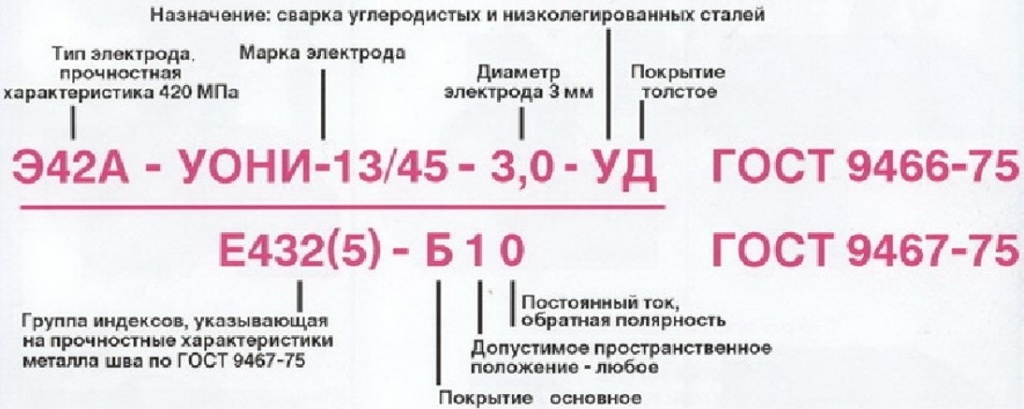
Сушка наделит обмазку высокой прочностью, но изделия потребуется прокалить в специальных печах, чтобы она крепко держалась на них.
https://youtu.be/jemAcPldLZY
Производители электродов
Внимания покупателей заслуживают те производители , которые тщательным образом контролируют технологический процесс на всех его этапах. Это позволяет добиться высокого качества изготавливаемой продукции.
По своим технологическим возможностям и мощностям производственных линий отечественные производители и поставщики полностью удовлетворяет спрос среди отечественных металлургических предприятий на сварные благодаря налаженной работе, и являются надежными партнерами.
Отечественные
Производство электродов в России представлено большим количеством отечественных заводов-изготовителей, имеющих различный опыт присутствия на рынке страны и номенклатуру. Назовем наиболее доходные из них.
ООО Алтайский завод сварочных электродов производит обширный ассортимент стержней с покрытием. Это современное предприятие, использующее в работе новейшие производственные линии и современные технологии.
Это современное предприятие, использующее в работе новейшие производственные линии и современные технологии.
Совокупность этих факторов гарантирует высокое качество товаров. Покупатели отмечают высокую устойчивость дуги, хорошие показатели разбрызгивания металла при плавлении, достойное формирование соединений, легкую отделимость шлака и низкую склонность к образованию пор.
Белореченский электродный завод Рамсес специализируется на производстве сварных расходных материалов, соответствующих всем стандартам: благодаря эксклюзивной вакуумной упаковке изделия надежно защищены от воздействия влаги, транспортируются без особенных сложностей, редко используются как образец для создания подделок.
Приобрести товары завода можно как оптом, так и в розницу. Крупные покупатели могут воспользоваться специальной системой цен.
ООО Электрод-Бор производит универсальные , которые можно использовать при операциях постоянным и переменным током. Такая продукция может использоваться для сваривания в любом актуальном пространственном положении.
Такая продукция может использоваться для сваривания в любом актуальном пространственном положении.
ЗАО Волгоградский завод сварочных материалов ХОБЭКС является крупнейшим производителем в Поволжье. В процессе изготовления сварных расходных элементов применяется импортное оборудование и проверенные компоненты, что позволяет наделить готовые изделия высокими качественными характеристиками.
Ассортимент завода разнообразен: покупатели могут подобрать варианты для сварки, резки и наплавки разного диаметра. А благодаря налаженным системам доставки продукции, заказ отправляется в любые уголки страны разным видом транспорта.
ЗАО Волгодонский электродный завод производит высококачественную продукцию для выполнения сварных работ.
Высокое качество собственного производства достигается за счет постоянного контроля каждого технологического этапа, большого опыта работы, проверенного лабораторным путем сырья и современного оснащения для производства сварочных электродов.
Основным достоинством покрытых стержней Волгодонского электродного завода называют стойкость обмазки к влаге, появлению трещин и пор.
Зарубежные
Процесс изготовления сварочных электродов.Отечественному покупателю доступны расходные материалы для сварки зарубежного производства:
- Шведский производитель Esab является мировым лидером по производству агрегатов и расходных материалов для проведения сварочных работ.
Компания насчитывает 30 промышленных предприятий, функционирующих в разных странах. Электроды этого бренда отличаются первоклассным качеством, применяются для разнообразных металлов и сплавов. Самые распространенные на отечественном рынке изделия Esab – OK 53.70 и OK 74.70. - Kobe Steel считают одним из ведущих производителей в сфере черной металлургии Японии.
Компания изготавливает широкий перечень электродов под торговой маркой Kobelco, но среди отечественного покупателя особой популярностью пользуются LB 52U.
- Klockner & Co SE специализируется на изготовлении стали, но среди ассортимента ее продукции можно найти расходные элементы для сварки.
Высокие эксплуатационные параметры товаров немецкой компании оценили отечественные сварщики: более остальных продаются Kessel 5520 и Phoenix K 50 R.

Итоги
Технология изготовления предполагает использование углеродистых материалов в качестве сырья и позволяет выпускать 200 различных марок подобных изделий.
Внимательный анализ основных технологических этапов изготовления электродов для сварки позволяет организовать прибыльное производство своими силами.
Процесс производства сварочного электрода
Сварочные электроды представляют собой кусок проволоки, который подсоединяется к сварочному аппарату и помогает произвести электрическую дугу. Ток, проходящий через эти провода, из-за тепла, выделяемого в этом процессе, заставляет электрод плавиться и плавиться, поэтому он может создавать электрическую дугу. Эти сварочные электроды в основном состоят из вольфрама. Частицы вольфрама имеют высокую температуру плавления, что помогает электроду выдерживать большой ток и помогает ему создавать электрическую дугу.
Ток, проходящий через эти провода, из-за тепла, выделяемого в этом процессе, заставляет электрод плавиться и плавиться, поэтому он может создавать электрическую дугу. Эти сварочные электроды в основном состоят из вольфрама. Частицы вольфрама имеют высокую температуру плавления, что помогает электроду выдерживать большой ток и помогает ему создавать электрическую дугу.
В сварочном аппарате используются два типа электродов: плавящиеся и неплавящиеся. Там, где плавящиеся электроды начинают плавиться в процессе плавления и становятся связанными со свариваемой деталью. Принимая во внимание, что нерасходуемые электроды не плавятся, и это отдельный фильтрующий материал.
Электроды, которые использовались для MIG и сварки электродами, являются лучшими примерами расходуемых типов электродов. Сварка TIG является лучшим примером нерасходуемых типов электродов. Эти типы электродов производятся компанией Tungsten.
Типы расходуемых электродов включают:-
Электроды с легким покрытием – Эти типы электродов имеют тонкий слой покрытия на их поверхности. Этот слой производится методом нанесения кистью и распылением.
Этот слой производится методом нанесения кистью и распылением.
Неизолированные электроды – Эти типы электродов в основном имеют ограниченное применение. Этот тип электродов в основном используется для сварки марганцевой стали.
Защитные дуговые электроды – Этот тип электродов создает защитный газ, подобный слоям, который помогает в качестве эффективного барьера для защиты горячей зоны сварки от загрязнения.
НЕРАСХОДИМЫЕ ЭЛЕКТРОДЫ:-Электроды, которые не плавятся, известны как нерасходуемые электроды. Различные типы неплавящихся электродов включают в себя: —
Углеродные электроды — Эти типы электродов в основном используются для резки и сварки. Эти электроды состоят из частиц графита.
Вольфрамовые электроды – Этот тип электродов используется для сварки TIG и состоит из вольфрама.
Существуют сварочные электроды различных диаметров. Это основано на толщине электрической дуги, создаваемой сварочным электродом. Различные диаметры сварочных электродов включают 6010, 6013, 7018 и 7024. Эти сварочные прутки стоят почти 300 рупий по всей нашей стране.
Это основано на толщине электрической дуги, создаваемой сварочным электродом. Различные диаметры сварочных электродов включают 6010, 6013, 7018 и 7024. Эти сварочные прутки стоят почти 300 рупий по всей нашей стране.
Сварочные электроды различных размеров производятся во многих отраслях промышленности в соответствии с их использованием в сварочных аппаратах. Наиболее распространенные размеры сварочных электродов включают 2,4 мм, 3,2 мм и 4 мм. Типов размеров было еще несколько, но чаще всего широкое распространение получили именно эти три размера.
ИСПОЛЬЗОВАНИЕ СВАРОЧНЫХ ЭЛЕКТРОДОВ:-Сварочные электроды используются для получения электрической дуги от сварочного аппарата. Использование сварочной дуги меняется в зависимости от их типа.
6011- Этот тип сварочных электродов используется для переменного тока.
6012- Этот тип электродов используется для общих целей сварочных аппаратов.
6013- Этот тип электродов используется для сварки с умеренным проплавлением.
7018- Этот тип сварочных электродов используется для сварки низко- и среднеуглеродистой стали.
СВОЙСТВА СВАРОЧНЫХ ЭЛЕКТРОДОВ:-Свойства сварочных электродов различаются в зависимости от их типа и сырья, которое использовалось для производства. Основные свойства сварочных электродов включают в себя:-
Коррозионная стойкость – Сварочные электроды в основном образуют покрытие и приклеиваются к свариваемой детали, поэтому эти электроды действуют как неагрессивный продукт.
Вспомогательное оборудование – Сварочные электроды в основном представляют собой твердые частицы и, следовательно, не являются пластичными.
Легкий – Электроды практически невесомы по сравнению с другими сварочными изделиями. Нормальный вес сварочных электродов размером 4,00×450 мм составляет почти 19 кг.
Процесс производства сварочных электродов представляет собой сложный процесс, состоящий из нескольких этапов, включающих волочение проволоки, покрытие, резку и прессование.
Первая настройка процесса включает настройку завода в зависимости от потребности. Завод включает в себя различные темы, такие как проектирование завода, требования к электропитанию, необходимое оборудование, компоновка завода и рабочая сила.
Второй этап процесса включает проверку производственных стандартов. Стандартный код сварочного электрода – E308L-15.
Третий этап производственного процесса — проверка рецептуры и спецификаций сварочного электрода. Каждый тип сварочных электродов имеет свою производственную формулу и технические характеристики. Это должно быть сначала определено производственным подразделением для производства идеального сварочного электрода.
Четвертый процесс этого процесса включает подготовку сырья на основе спецификаций электродов. Этот процесс собирает сырье, такое как проволока, порошок для производства электродов по всему миру. В зависимости от количества и производства единицы количество сырья различается.
Этот процесс собирает сырье, такое как проволока, порошок для производства электродов по всему миру. В зависимости от количества и производства единицы количество сырья различается.
Следующий процесс включает проверку качества сырья, которое было собрано для производства электродов. Качество сырья является важным фактором для производства идеального сварочного электрода.
Следующий процесс включает в себя проверку качества готового продукта с помощью произведенного сырья. Перед отправкой на рынок необходимо проверять качество готовой продукции. При этом качество и свойства сварочных электродов проверяются Manpower.
МАШИНЫ, ИСПОЛЬЗУЕМЫЕ ДЛЯ ПРОИЗВОДСТВА СВАРОЧНЫХ ЭЛЕКТРОДОВ: — Процесс производства сварочных электродов состоит из различных машин, в том числе экструзионного пресса, устройства подачи проволоки, сухого смесителя и т. д. Это зависит от типа производимых сварочных электродов. и зависят от заводской единицы. Диапазон цен на эти машины варьируется в зависимости от размера и процесса этих машин. Приблизительно машины, используемые в производстве сварочных электродов, стоят от 10 лакхов.
Приблизительно машины, используемые в производстве сварочных электродов, стоят от 10 лакхов.
Компания Many Industries занимается производством сварочных электродов по всей стране. В нашей стране много мелких производств, которые производят минимальное количество электродов. Эти отрасли будут иметь минимальное количество рабочей силы и техники. Ведущие отрасли промышленности по всей стране, производящие высокооктановые сварочные электроды. Производитель машин включает: —
* Logos Weld Products , расположенный в Коимбатур, Тамилнаду.
*Предприятия Alfa Omega расположены в Дели.
* Завод по измельчению песка Сай Бич, расположенный в Берхампуре.
Что такое сварочные электроды (и что вы должны знать)?
Независимо от того, являетесь ли вы профессиональным сварщиком или любителем делать что-то своими руками, вы должны знать, что такое сварочные электроды, а также их относительные плюсы и минусы.
Так что же такое сварочные электроды? Сварочные электроды — это отрезки проволоки, которые соединяются со сварочным аппаратом для создания электрической дуги. Через эту проволоку проходит ток, образуя дугу, которая выделяет много тепла для расплавления и сплавления металла для сварки.
Основные типы:
- Плавящийся
- Неплавящийся
так что вы можете определить лучший выбор для ваших приложений сварки. Читай дальше, чтобы узнать больше.
Различные сварочные электроды
Стержни, используемые для MIG и сварки электродами, являются примерами расходуемых электродов. У них есть присадочный материал, который плавится, образуя сварные швы.
Сварка ВИГ, с другой стороны, использует неплавящиеся электроды. Эти электроды состоят в основном из вольфрама, который не плавится (в отличие от расходуемых электродов) из-за его высокой температуры плавления. Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Он просто подает электрическую дугу для сварки. Присадочный материал подается с помощью проволоки, подаваемой вручную.
Следовательно, основное различие между ними заключается в том, что плавящиеся электроды плавятся, а неплавящиеся — нет.
Эти две категории также имеют несколько типов электродов.
Плавящиеся электроды
Плавящиеся электроды являются ключом к дуговой сварке электродом, MIG и порошковой проволокой. Плавящиеся электроды, используемые для электродуговой сварки, называются штучными электродами. К ним относятся электроды с толстым покрытием, экранированная дуга и электроды с легким покрытием.
Электроды со светлым покрытием
Как следует из названия, электроды со светлым покрытием имеют на своей поверхности тонкое покрытие, которое наносится распылением и кистью.
Эти электроды и их покрытия изготовлены из нескольких различных материалов. Присадочный материал во многом похож на свариваемый основной металл.
Световое покрытие служит еще одной важной цели. Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Это покрытие снижает содержание примесей, таких как сера и оксид, что обеспечивает более высокое качество сварного шва. Это также обеспечивает более равномерное плавление присадочного материала, что позволяет создать гладкий и надежный сварной шов.
Поскольку покрытие тонкое, образующийся шлак не слишком толстый. Электроды с экранированной дугой имеют некоторое сходство с электродами со светлым покрытием. Главное отличие в том, что они имеют более толстое покрытие. Эти сверхпрочные электроды подходят для сварки в более сложных условиях, например, для сварки чугуна.
Неизолированные электроды
Использование неизолированных электродов может быть затруднительным, поскольку дуга несколько нестабильна и ее трудно контролировать. Легкое покрытие повышает стабильность электрической дуги, тем самым облегчая вам управление. Голые электроды имеют ограниченное применение. Например, они используются для сварки марганцовистой стали.
Электроды для дуговой защиты
Электроды для дуговой защиты имеют три различных типа покрытий, которые служат разным целям. Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Один вид покрытия содержит целлюлозу и использует слой защитного газа для защиты зоны сварки. Второй тип покрытия имеет минералы, образующие шлак. Третий вид покрытия представляет собой комбинацию минералов и целлюлозы.
Защитные дуговые электроды создают слой защитного газа, который образует эффективный барьер, защищающий горячую зону сварки от загрязнения и коррозии со стороны окружающего воздуха. Это приводит к более прочным и надежным сварным швам. Нагретая зона сварки должна быть защищена от атмосферных газов, таких как азот и кислород, которые вступают в реакцию с высокотемпературным металлом, что приводит к образованию хрупких, пористых и непрочных сварных швов.
Электроды с экранированной дугой сводят к минимуму содержание серы, оксидов и других типов примесей в основном металле, обеспечивая ровные, гладкие и чистые сварные швы. Эти электроды с покрытием также обеспечивают более стабильную электрическую дугу по сравнению с электродами без покрытия, что делает сварку более управляемой и уменьшает разбрызгивание.
Защитные дуговые электроды также выделяют шлак из-за минерального покрытия. Этот шлак кажется трудным для удаления, но он служит полезной цели. Он остывает намного медленнее по сравнению с экранированными дуговыми электродами. Этот процесс вытягивает примеси и отправляет их на поверхность. Следовательно, вы получите высококачественные сварные швы, которые будут чистыми, долговечными и прочными.
Неплавящиеся электроды
Неплавящиеся электроды проще для понимания не только потому, что они не плавятся, но и потому, что их всего два типа.
Угольные электроды
Первый тип — это угольные электроды, которые используются как для резки, так и для сварки. Этот электрод изготовлен из угольного графита. Он может быть покрыт слоем меди или оставлен без покрытия.
Американское общество сварщиков не выпустило спецификаций для этого типа электродов. Однако для угольных электродов существуют военные спецификации.
Вольфрамовые электроды и их различные виды
Вторым видом неплавящихся электродов являются вольфрамовые электроды, которые используются для сварки TIG. Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5% циркония (с коричневой маркировкой), вольфрама с 2% тория (с красной маркировкой) и вольфрама, содержащего 1% тория (с желтой маркировкой). маркировка).
Эти электроды состоят из чистого вольфрама (с зеленой маркировкой), вольфрама, содержащего от 0,3 до 0,5% циркония (с коричневой маркировкой), вольфрама с 2% тория (с красной маркировкой) и вольфрама, содержащего 1% тория (с желтой маркировкой). маркировка).
Неплавящиеся электроды из чистого вольфрама имеют ограниченное применение и подходят для легких сварочных работ. Этому есть две причины. Во-первых, чистый вольфрам не обладает долговечностью и прочностью вольфрамовых сплавов. Во-вторых, чистый вольфрам может иметь проблемы с высоким током.
Вольфрамовые электроды с содержанием циркония от 0,3 до 0,5% дают отличные результаты при работе с переменным током. Они лучше чистого вольфрама, но не так хороши, как вольфрамовый электрод с содержанием тория.
Вольфрамовые электроды с содержанием тория 1-2% являются одними из наиболее широко используемых неплавящихся электродов, поскольку они служат дольше и имеют более высокое сопротивление, чем другие виды вольфрамовых электродов. Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
Их можно использовать для более высоких токов по сравнению с электродами из чистого вольфрама. Эти электроды также обеспечивают лучший контроль дуги и их легче запускать.
При использовании вольфрамового электрода лучше использовать максимально допустимый ток, если они имеют гладкую цилиндрическую форму, иначе становится трудно контролировать дугу и поддерживать ее.
Для лучшего контроля и стабильности дуги следует заточить кончики этих электродов до остроты, то есть нужно сделать кончики коническими. Если вы сделаете это, вам придется выбирать аппараты с контактным пуском вместо сварочных аппаратов постоянного тока. Помните, что вольфрамовые электроды с торием и цирконием будут иметь повышенную износостойкость по сравнению с электродами из чистого вольфрама, если вы выберете конические электроды с пуском касанием.
Как читать код на стержневых электродах
Теперь, когда вы хорошо разобрались с основами, пришло время углубиться в классификацию сварочных электродов.
Эта классификация стержневых электродов учитывает различные факторы, такие как процентное содержание железного порошка, наиболее подходящее положение сварки, прочность на растяжение, материал покрытия и диаметр.
Не используйте плавящиеся электроды, толщина которых превышает толщину свариваемого металла. Чаще всего используется электрод диаметром 3/32 дюйма. Однако в некоторых случаях диаметр электрода может быть в пять раз больше или составлять всего 1/16 дюйма.
Прочность на растяжение — это максимальное усилие, которое может выдержать сварной шов. Чтобы сделать прочный и надежный сварной шов, вам необходимо использовать электрод с более прочным присадочным материалом, чем основной металл. Если присадочный материал слабее основного металла, то сварное соединение станет слабым местом, которое может легко сломаться.
Процентное содержание железного порошка в электроде также имеет значение, так как оно будет преобразовано в сталь при расплавлении под действием тепла сварки. Более высокий процент железного порошка означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует иметь в виду, что процентное содержание железа вряд ли превышает 60 процентов.
Более высокий процент железного порошка означает, что каждый электрод может предоставить вам больше присадочного материала для сварки большего количества деталей. Однако следует иметь в виду, что процентное содержание железа вряд ли превышает 60 процентов.
Поняв эти свойства, теперь вы можете рассмотреть код классификации для этих электродов.
Например, вы можете встретить E6010. Буква «Е» указывает на то, что это электрод. Первые две цифры, следующие за буквой «Е», обозначают предел прочности при растяжении. «60» здесь означает, что предел прочности на растяжение составляет 60 000 фунтов на квадратный дюйм.
Таким образом, вы должны добавить четыре нуля к этим двум цифрам, чтобы определить прочность электрода на растяжение. Таким образом, число 70 означает прочность на растяжение в 70 000 фунтов на квадратный дюйм.
Если имеется пять цифр, то первые три цифры после «Е» относятся к пределу прочности при растяжении.
Вторая последняя цифра указывает позицию, для которой вы можете использовать электрод. «1» означает, что вы можете использовать электрод во всех положениях — над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
«1» означает, что вы можете использовать электрод во всех положениях — над головой, горизонтально, вертикально и горизонтально. «2» означает, что электрод подходит только для горизонтального и плоского положения.
Последняя цифра в сочетании с предпоследней цифрой говорит о покрытии. Эта информация поможет вам определить сварочный ток. Производитель электродов предоставит таблицу с текущими настройками для различных покрытий в соответствии с двумя последними цифрами.
Вопросы по теме
Из чего сделаны сварочные электроды?Сварочный электрод состоит из двух компонентов: чистого металла и флюсового покрытия. Сплав может отличаться от мягкой стали, чугуна, нержавеющей стали, высокопрочной стали, бронзы, алюминия, алюминия или алюминия.
Что означают цифры на сварочном электроде 7018? В этой процедуре классификации самые первые 2 или 3 числа указывают на прочность на растяжение склеенного продукта, которая может быть измерена в килофунтах на квадратный дюйм или в килофунтах на квадратный дюйм.