Разница метрическая и дюймовая резьба: основные отличия от метрической, параметры и маркировка — РИНКОМ
Характеристика трубной и дюймовой резьб
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Категории» Абразивный инструмент»» Абразивный инструмент на керамической связке»»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»»» Шлифовальные круги тип 6»»» Бруски»» Инструмент на бакеллитовой связке»»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»»» Круги зачистные армированные тип 1 (прямой профиль)»»» Сегменты шлифовальные»»» Круги отрезные не армированные»»» Круги для заточки пил тип 3 (конический профиль) »»» Круги зачистные не армированные тип 1 (прямой профиль)»» Инструмент на гибкой основе»»» Наждачная бумага»»»» Наждачная бумага в рулонах»»»» Наждачная бумага в листах»»» Лепестковые круги КЛТ»»» Лепестковые круги КЛ»»» Лепестковые круги КЛО»»» Фибровые диски»»» Клетированные диски»»» Ленты бесконечные»»» Шлифблоки»» Паста ГОИ»» Вулканитовые круги»» Тигли» Измерительный инструмент»» Штангенциркули»» Измерительные приборы»» Калибры»»» Гладкие калибры-пробки»»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr»» Концевые меры длины»» Линейки металлические»» Рулетки»» Угольники слесарные» Стальные клейма и инструменты для маркировки HEIDENPETER»» Серия GRAVUREM-S Standart ( стандартные требования, до 800 МПа)»» Серия CYRILLIC ALPHABET ( КИРИЛЛИЦА)»» Серия OVERSIZES ( высота > 16 мм)»» Серия GRAVUREM-№1 extra-extra ( маркировка нержавеющих сталей, защита от коррозии)»» Серия GRAVUREM-SPECIAL ( повышенная точность оттиска)»» Серия GRAVUREM-T ( контролируемая глубина оттиска)»» Серия GRAVUREM-RP ( точечные)»» Серия GRAVUREM-R ( бережная маркировка)»» ПУАНСОНЫ В НАБОРАХ С ДЕРЖАТЕЛЯМИ»» НУМЕРАЦИОННЫЕ ГОЛОВКИ серии "Compact Marker"»» РУЧНЫЕ ДЕРЖАТЕЛИ ДЛЯ СТАЛЬНЫХ КЛЕЙМ» Металлорежущий инструмент»» Сверла»»» Сверла с коническим хвостовиком Р6М5(HSS) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком HSSCo5 (Р6М5К5) ГОСТ 10903-77, DIN-345»»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»»» Сверла с цилиндрическим хвостовиком Р6М5, HSS ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком HSSCo5 (Р6М5К5) ГОСТ-10902, DIN-338»»» Сверла с цилиндрическим хвостовиком длинные ГОСТ 886-77, DIN-340»»» Сверла с цилиндрическим хвостовиком длинные HSSCo5 DIN-340»»» Cвёрла с цилиндрическим хвостовиком сверхдлинные для металла и нержавеющей стали»»» Сверла с цилиндрическим проточенным хвостовиком»»» Сверла для сварных точек с центральной вставкой по DIN-1897»»» Центровочные сверла тип "А" ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»»» Центровочные сверла тип "NC" для станков с ЧПУ»»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»»» Наборы сверл»»» Сверла для печатных плат»»» Ступенчатые сверла для листовых материалов»»» Сверла двухсторонние»» Метчики»»» Метчики с метрической (М) резьбой»»»» Метчики гаечные прямые и изогнутые»»»» Метчики машинно-ручные ГОСТ 3266-81»»»» Метчики ручные»»» Метчики с трубной цилиндрической (G) резьбой»»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»»» Метчики с дюймовой резьбой»»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80»» Развертки»»» Развертки ручные»»» Развертки машинные»» Фрезы»»» Борфрезы»»» Фрезы дисковые отрезные ГОСТ 2679-93»»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»»» Фрезы концевые с коническим хвостовиком ГОСТ 170»»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»»» Фрезы модульные»»» Фрезы монолитные (концевые и шпоночные)»»» Фрезы торцевые»»» Фрезы трехсторонние»»» Фрезы цилиндрические»»» Фрезы шпоночные»»» Фрезы червячные»»» Фрезы радиусные выпуклые и вогнутые»» Круглые плашки»»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73»» Пластины твердосплавные»»» Напайные пластины»»» Сменные пластины»» Токарные резцы»»» Резцы отрезные ГОСТ 18884-73»»» Резцы подрезные отогнутые ГОСТ 18880-82»»» Резцы проходные отогнутые ГОСТ 18877-82»»» Резцы проходные прямые ГОСТ 18878-73»»» Резцы проходные упорные отогнутые ГОСТ 18879-73»»» Резцы проходные упорные прямые ГОСТ 18879-73»»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»»» Резцы резьбовые ГОСТ 18876-73»»» Канавочные резцы»»» Резцы левые» Алмазный инструмент и инструмент из СТМ»» Карандаши алмазные правящие»» Круги алмазные»» Бруски алмазные правящие»» Круги эльборовые»» Надфили алмазные»» Паста алмазная»» Сверла алмазные»» Сверла алмазные трубчатые»» Стеклорезы алмазные» Оснастка для электро-бензо-пневмоинструмента»» Оснастка для перфораторов»»» Буры для перфораторов SDS+»»» Буры для перфораторов SDSmax»»» Пики, долота, зубила, переходники для перфораторов »» Биты для шуруповертов»»» Биты, насадки, головки, держатели USH»»» Биты, насадки, головки, держатели ПРАКТИКА»» Коронки биметаллические»» Коронки твердосплавные»» Сверла по кирпичу и бетону твердосплавные»» Сверла по стеклу и кафелю»» Сверла по дереву»»» Перовые сверла по дереву»»» Сверла для мебельных стяжек»»» Сверло по дереву 3-х заходное»»» Сверло по дереву спиральное»»» Винтовое сверло по дереву»»» Сверла ФОРСТНЕРА»»» Сверла фрезерные»» Диски пильные с твердосплавными пластинками»» Диски алмазные»» Коронки алмазные»» Корщетки для дрелей и шлифмашинок»» Патроны и переходники для дрелей»» Пилки для электролобзиков»»» Пилки REBIR для электролобзиков »»» Пилки BOSCH для электролобзиков»»» Пилки ПРАКТИКА для электролобзиков»» Полировальные приспособления»» Аккумуляторы для электроинструмента»» Ножи для электрорубанков»» Наборы инструментов и приспособлений» Сварка и пайка»» Все для сварки»» Сварочные электроды»» Сварочная проволока»» Все для пайки» Слесарно-монтажный инструмент»» Головки сменные и приспособления к ним»» Зубила слесарные»» Кельмы»» Стамески, долота»» Клещи»» Ключи»»» Ключи динамометрические»»» Ключи комбинированные»»» Ключи накидные»»» Ключи разводные»»» Ключи рожковые»»» Ключи свечные»»» Ключи торцевые»»» Ключи трубные (КТРы)»»» Ключи шестигранные Г-образные»» Молотки и кувалды»» Наборы инструментов»» Топоры »» Надфили»» Напильники»»» Напильники квадратные»»» Напильники круглые»»» Напильники плоские»»» Напильники полукруглые»»» Напильники ромбические»»» Напильники трехгранные»»» Напильники для заточки цепей бензопил»» Ножевки по металлу»» Ножницы по металлу»» Отвертки»» Плоскогубцы, кусачки, и т.

Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Разница между метрической и дюймовой резьбой?
Резьба – это поверхность цилиндрического тела, обработанная определённым образом. Внешне она представлена линиями выступов и впадин, чередующихся с постоянным шагом и опоясывающих цилиндр по линии, проходящей под постоянным углом к образующим цилиндра.
Внешне она представлена линиями выступов и впадин, чередующихся с постоянным шагом и опоясывающих цилиндр по линии, проходящей под постоянным углом к образующим цилиндра.
Изготовление резьбы на деталях
Конструктивные элементы, напоминающие резьбу, имеются на исторических артефактах разных времён. В старину элементы резьбы делали ковкой, штамповкой. С появлением винторезных станков резьбу начали «нарезать» на поверхности цилиндрической детали. Точность увеличивалась, шаг и глубина уменьшались. Причина появления двух типов резьбы – историческая. Промышленная революция в Англии в восемнадцатом веке способствовала распространению по Европе, а затем и по всему миру изделий, произведенных в Англии. А страна пользовалась дюймовой системой единиц измерения. Так как резьбовые соединения уже широко применялись в технике, то дюймовая резьба быстро распространилась по миру.
Резкое увеличение производства станков для текстильной промышленности в XVIII веке в Англии потребовало ещё большего количества крепёжных изделий и винтовых механизмов.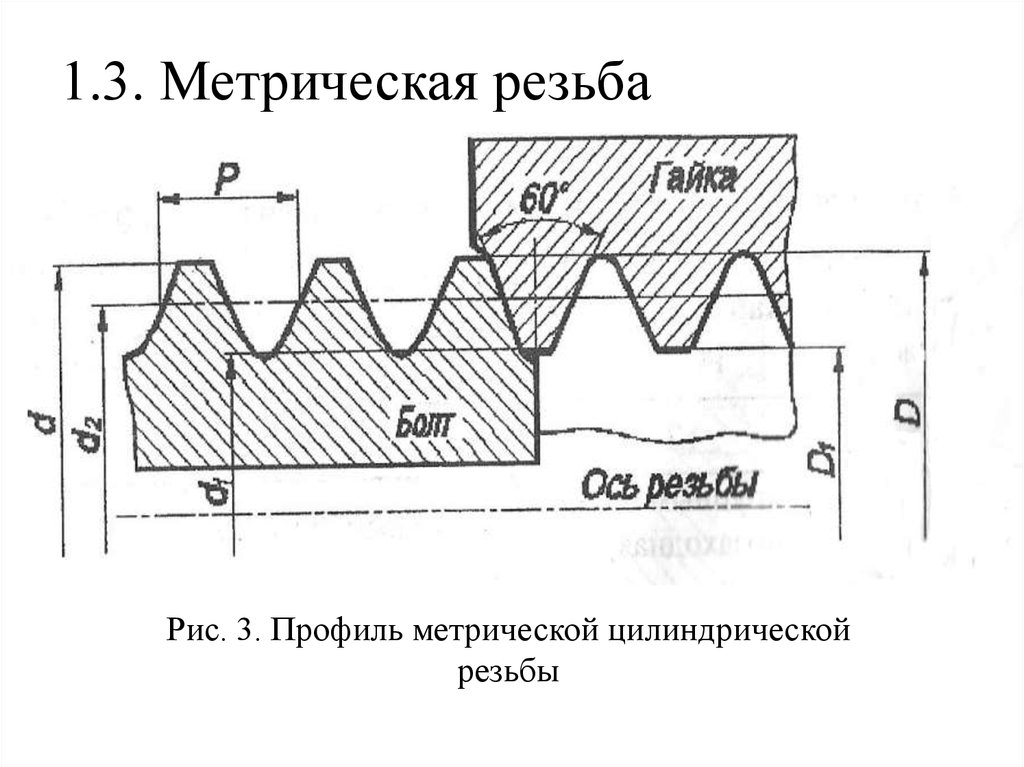 Поскольку в Англии главенствовала дюймовая система единиц измерения размеров, параметры резьбовых изделий стали обозначать в дюймах. Само слово «дюйм» имеет древнее происхождение.
Поскольку в Англии главенствовала дюймовая система единиц измерения размеров, параметры резьбовых изделий стали обозначать в дюймах. Само слово «дюйм» имеет древнее происхождение.
Наполеон распространил в Европе метрическую систему. Поэтому и резьбы имеют два варианта обозначений и, что более существенно, два типа. Промышленное изготовление современной метрической резьбы началось в XIX веке в США. Эта резьба оказалась более технологичной и более дешёвой в производстве. При этом, резьбы стандартизованы, что позволяет обеспечить взаимозаменяемость деталей, произведённых на разных заводах и в разных странах. Но метрическая и дюймовая резьба между собой не взаимозаменяемы.
Метрическая резьба
Классификация резьбы
Виды резьбы, как конструктивный элемент детали, подлежат классификации. Т.е., всё многообразие видов резьбы можно сгруппировать по сходным классификационным признакам.
Такими признаками, например, являются:
- Размещение по поверхности детали – внешняя резьба или внутренняя резьба.

- Функциональное назначение – для соединения деталей, для передачи движения, для передачи усилий.
- Размеры – диаметр изделия, шаг резьбы.
- Система единиц измерения параметров резьбы – метрическая (измерения в миллиметрах), дюймовая (измерения ведутся в долях дюйма), питчевая (измерения параметров резьбы ведётся в питчах).
- Форма зуба – треугольная, прямоугольная, трапецеидальная и другие.
- Количество заходов резьбы – однозаходная резьба (это одна выступающая линия на поверхности цилиндра), многозаходная (это несколько параллельных линий с одинаковыми параметрами).
- Способ изготовления резьбы на изделии – резание лезвием, резание абразивом, накатка, прессование, литьё, электрохимические технологии.

В каждой из обозначенных классификационных групп существуют более конкретные признаки, описывающие особенности резьбы. По этим признакам осуществляется более подробная классификация резьбы.
Дюймовая резьба
Различия между метрической и дюймовой резьбой
Наиболее популярными в производстве массовых изделий техники являются резьбы, выполненные по двум системам единиц измерения – по метрической системе и дюймовой системе.
Одно из различий у этих двух типов резьбы в способе измерений основных параметров. Для метрической резьбы диаметры изделий с резьбой указываются в миллиметрах, для дюймовой резьбы – в дюймах. Метрические значения, при необходимости, пользуются десятичными дробями, например, резьба 2,5 мм. Дюймовые размеры обозначают с применением обычных дробей, например, 1 1/4″.
По-разному измеряется шаг резьбы. В случае метрической резьбы величина шага определяется как расстояние между вершинами двух соседних гребней резьбы. Обозначается эта величина в миллиметрах. Шаг метрической резьбы может быть крупным и мелким, крупная резьба считается основной. Деталь с такой резьбой обозначается буквой «М». Рядом пишется значение номинального диаметра, например, М8. Мелкая резьба используется в регулировочных механизмах и тонкостенных деталях. Обозначение детали с резьбой дополнительно включает величину шага, например, М20х1,5.
Рядом пишется значение номинального диаметра, например, М8. Мелкая резьба используется в регулировочных механизмах и тонкостенных деталях. Обозначение детали с резьбой дополнительно включает величину шага, например, М20х1,5.
В случае дюймовой резьбы шаг обозначается как количество витков на один дюйм длины нарезанной части детали.
Численные значения параметров резьбы конкретной детали измеряются либо резьбомером, либо штангелем, либо микрометром.
Имеется разница в геометрии профиля витка резьбы. У метрической резьбы угол между поверхностями соседних витков (угол профиля) составляет 60°, а у дюймовой резьбы 55°. Поэтому расстояние между впадиной и вершиной профильного гребня (глубина резьбы) у дюймовой резьбы больше. По этому различию опытный специалист сможет визуально различить изделия с разной резьбой.
Эта разница не случайна. Дюймовая резьба, в основном, в настоящее время применяется на трубных изделиях. У дюймовой резьбы имеется второе название – «трубная». С целью обеспечения прочности трубопроводов при высоких давлениях транспортируемой среды, стандартами регламентируется величина шага для каждого диаметра трубы. Таким образом учитывается толщина стенок трубы.
Дюймовая резьба, в основном, в настоящее время применяется на трубных изделиях. У дюймовой резьбы имеется второе название – «трубная». С целью обеспечения прочности трубопроводов при высоких давлениях транспортируемой среды, стандартами регламентируется величина шага для каждого диаметра трубы. Таким образом учитывается толщина стенок трубы.
В России действует адаптированный стандарт трубной резьбы – ГОСТ 6357-81. Точные значения всех параметров резьбы и трубы, на которую резьба нанесена, берутся из справочных таблиц.
Ремонт и строительствоКомментировать
Гайки и болты гаек и болтов
Опубликовано by Blair Lampe Know How
С незапамятных времен люди считали необходимым измерять вещи. Сегодня в США есть две официальные системы: стандартная и метрическая. Это может немного сбить с толку, но мы по-прежнему не решаемся перейти к полной метрике с остальным миром. Итак, как обстоят дела с метрикой и стандартом? Ну как-то долго.
Сегодня в США есть две официальные системы: стандартная и метрическая. Это может немного сбить с толку, но мы по-прежнему не решаемся перейти к полной метрике с остальным миром. Итак, как обстоят дела с метрикой и стандартом? Ну как-то долго.
США изначально адаптировали свои обычные единицы из Британской имперской системы. В автомобильном мире Общество автомобильных инженеров установило широко используемую сегодня систему SAE. Но в конце 1790-х годов Франция начала разрабатывать систему, которая будет измеряться в идеальных единицах по 10, что значительно упростит вычисления и преобразования. Это была метрическая система, и со временем ее приняло большинство стран мира. США сдерживаются по экономическим причинам, но это странно, особенно в условиях глобальной экономики, где одна система используется в качестве международного стандарта.
Better Off Thread Метрические и SAE крепежные детали измеряются по-разному и с разным словарем. Гайки, болты и винты SAE измеряются числом резьб или TPI (витков на дюйм) и их длиной. Метрические застежки измеряются по длине и шагу или расстоянию между резьбами. Таким образом, системы в некотором роде противоположны: чем выше TPI в стандартном болте, тем тоньше резьба, потому что в заданное пространство втиснуто больше. Чем больше шаг на метрических крепежах, тем больше расстояние между витками. На самом деле в метрической системе существует до четырех вариантов шага, в зависимости от приложения. Преимущество метрических резьб в том, что они легко преобразуются в расстояние. Измеряемый в миллиметрах, один полный оборот крепежа перемещает его на точное расстояние шага — инженерам гораздо проще управлять им в процессе проектирования.
Гайки, болты и винты SAE измеряются числом резьб или TPI (витков на дюйм) и их длиной. Метрические застежки измеряются по длине и шагу или расстоянию между резьбами. Таким образом, системы в некотором роде противоположны: чем выше TPI в стандартном болте, тем тоньше резьба, потому что в заданное пространство втиснуто больше. Чем больше шаг на метрических крепежах, тем больше расстояние между витками. На самом деле в метрической системе существует до четырех вариантов шага, в зависимости от приложения. Преимущество метрических резьб в том, что они легко преобразуются в расстояние. Измеряемый в миллиметрах, один полный оборот крепежа перемещает его на точное расстояние шага — инженерам гораздо проще управлять им в процессе проектирования.
Опытные механики, которые регулярно имеют дело с обоими типами крепежа, могут определить разницу между метрическим болтом и болтом SAE, взглянув на него, но, поскольку большинство резьб очень малы, разница едва уловима. И есть последствия неправильного понимания. Вдавливание метрического болта в гайку SAE сорвет один или оба болта и поставит под угрозу целостность соединения, возможно, вызовет утечки в зависимости от применения и значительно усложнит некоторые ремонтные работы. Точно так же использование гаечного ключа SAE для затягивания метрического болта может скруглить головку и очень быстро превратиться в большую проблему.
И есть последствия неправильного понимания. Вдавливание метрического болта в гайку SAE сорвет один или оба болта и поставит под угрозу целостность соединения, возможно, вызовет утечки в зависимости от применения и значительно усложнит некоторые ремонтные работы. Точно так же использование гаечного ключа SAE для затягивания метрического болта может скруглить головку и очень быстро превратиться в большую проблему.
Как правило, никогда не вставляйте крепеж с усилием, так как вы рискуете перекрутить резьбу, и всегда проверяйте, что вы работаете с правильным набором инструментов для проекта. На некоторых крепежных элементах указаны спецификации, но лучше всего использовать новые крепежные детали из отмеченного контейнера. По сути, это гарантия того, что если вы работаете с японским, корейским или немецким автомобилем, вы смотрите на метрическую систему. В прошлом большинство производителей в США использовали SAE, но современные автомобили с деталями, произведенными в разных странах, также начинают использовать метрические системы, поэтому всегда сверяйтесь с руководством пользователя.
Доступны калибры резьбы, отлитые из пластика или даже распечатанные, которые могут быть полезны для определения резьбы в домашних условиях. Когда крошечные различия могут быстро создать целый мир проблем, чрезвычайно важно знать, с чем вы имеете дело.
Ознакомьтесь со всеми инструментами и оборудованием, доступными в NAPA Online, или доверьтесь одному из наших 17 000 пунктов обслуживания AutoCare NAPA для планового технического обслуживания и ремонта. Для получения дополнительной информации о метрических и стандартных параметрах поговорите со знающим экспертом в местном магазине NAPA AUTO PARTS.
Фотографии предоставлены Блэр Лэмп.
Категории
Ноу-хау
Теги
болт, крепеж, скобяные изделия, гайка, винты, шаг резьбы
Блэр Лэмп — профессиональный механик, блоггер, театральный техник и спичрайтер из Нью-Йорка. В свободное от работы время она любит ходить в походы, куда бы ни несли ее сапоги, скалолазание, экспериментальный театр, хрустящее розовое вино и изливать любовь на своем грузовике Sierra 2001 года.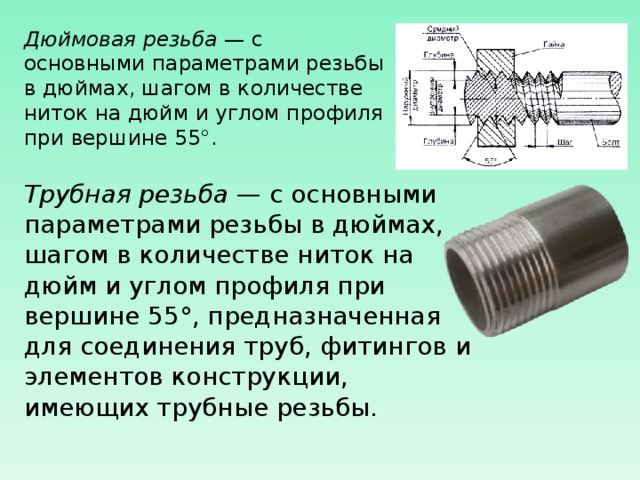
Как отличить дюймовую и метрическую резьбу? – Gzipwtf.com
Как отличить дюймовую и метрическую резьбу?
Метрическая резьба измеряется по шагу. Это расстояние от гребня одной нити до гребня следующей, измеряемое в миллиметрах. Шаг метрической резьбы можно проверить прямым измерением с помощью метрической линейки. Шаг имперских резьб измеряется косвенно как заданное количество зубьев на дюйм.
В чем разница между метрической и дюймовой резьбой?
Обозначения метрической резьбы существенно отличаются, поскольку указывается шаг резьбы (расстояние между каждой резьбой в мм), а не резьба на дюйм или мм. Например, M10x1. 5 (крупная) имеет шаг 1,5 мм, а M10x1. 25 (тонкая) резьба имеет шаг 1,25 мм.
Что такое дюймовая резьба?
Имперская резьба измеряется в витках на дюйм или TPI. Как следует из названия, TPI измеряется путем подсчета количества вершин резьбы на длине 1 дюйм. Шаги имперской резьбы обычно делятся на две категории; UNC (Unified National Coarse) или UNF (Unified National Fine).
Одинаковы ли метрические и стандартные резьбы?
Измерения шага метрической резьбы читаются иначе, чем стандартные. В то время как для стандартных измерений шага резьбы меньшее число соответствует крупной резьбе, а большее число относится к мелкой резьбе, в метрической системе все наоборот. М10-1,50 — крупное обозначение резьбы, а М10-1,25 — мелкий шаг.
Как определяются метрические резьбы?
Метрические крепежные изделия указываются с шагом резьбы вместо количества резьбы. Шаг резьбы — это расстояние между витками, выраженное в миллиметрах (измеряется по длине крепежной детали). Например, шаг резьбы 1,5 означает, что расстояние между одной резьбой и следующей составляет 1,5 мм.
В чем разница между метрической и стандартной?
Как следует из названия, метрическая и стандартная – это две разные системы измерения. В то время как метрический ключ регулирует гайки и болты до метрических размеров, стандартный поворот регулирует гайки и болты до стандартных метрических размеров.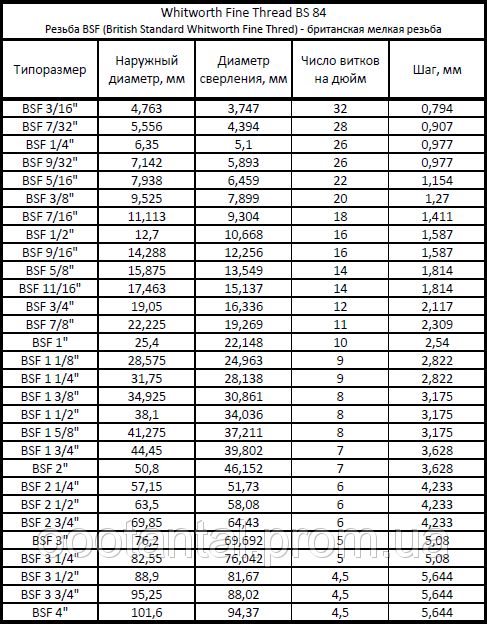 Напротив, в метрических ключах используются такие единицы измерения, как миллиметры, сантиметры, дециметры и т. д.
Напротив, в метрических ключах используются такие единицы измерения, как миллиметры, сантиметры, дециметры и т. д.
В чем разница между имперскими и стандартными?
Единственная разница между имперской системой и системой США заключается в измерении объема. Мало того, что количество унций в пинтах, квартах и галлонах больше в имперской системе, размер одной жидкой унции также отличается, как показано в таблице в Таблице 7. 1 (жидкая) унция. 160 (жидкость) унций.
У болтов с метрической резьбой другая резьба?
Что касается МЕТРИЧЕСКОЙ фурнитуры, то для крепежа данного размера может быть до четырех различных шагов резьбы. Шаг резьбы в метрическом оборудовании относится к ФАКТИЧЕСКИМ РАЗМЕРАМ КАЖДОЙ РЕЗЬБЫ и измеряется в МИЛЛИМЕТРАХ. Например, 10-миллиметровые болты обычно доступны с шагом резьбы 1,0, 1,25 и 1,5.
В чем разница между метрической и имперской системами?
Хотя основное различие между метрической системой и имперской системой заключается в типе используемых единиц измерения, есть еще несколько ключевых отличий.