Сварочный инвертор сварочный ток: Сварочный инвертор и силовая сеть
Инвертор постоянного или переменного тока: какой лучше выбрать
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
1 / 1
С момента своего появления и по сегодняшний день сварка прочно удерживает первенство в процессах соединения различных деталей, изделий и элементов металлических конструкций. Такая широкая сфера применения требует большого количества методов и технологий. Для того чтобы иметь возможность варить значительный ассортимент металлов, используют различные виды сварочных токов.
Виды сварочного тока
Сварочные трансформаторы выдают на выходе переменный ток (AC) сетевой частоты, то есть 50 герц. Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Скажем откровенно: сваривание металлов таким способом – процесс достаточно проблематичный. Во-первых, требуются сварщики высокой квалификации, во-вторых, шов получается недостаточно качественным.
Изменение напряжения дуги 100 раз в секунду приводит к соответствующим изменениям в скорости переноса расплавленного металла и температуры сварочной ванны. Результатом этих процессов станет разбрызгивание металла и неравномерность провара. Кроме того, такому виду сваривания свойственен уход шва в сторону.
Лучшие показатели получаются при ведении сварки постоянным (DC) током как прямой, так и обратной полярности (для подключения обратной полярности «+» и «-» источника меняют местами).
Постоянный ток можно получить от сварочного трансформатора с дополнительным силовым выпрямителем. Но, как вы понимаете, это вызовет лишние расходы. Наилучшие возможности предлагают нам инверторы. Здесь можно получить на выходе как переменное, так и постоянное напряжение.
Переменное напряжение сварочных инверторов имеет высокую частоту, за счет чего параметры дуги становятся более стабильными и по своим характеристикам приближаются к параметрам дуги постоянного тока. Некоторые металлы и сплавы можно варить только переменным током, например, алюминий, который имеет очень специфическую оксидную плёнку на поверхности. Эта плёнка может быть разрушена только переменным током. Таким образом, на сегодняшний день мы имеем широко востребованными три вида сварочного тока:
-
высокочастотный переменный;
-
постоянный прямой полярности;
-
постоянный обратной полярности.
Инверторы постоянного и переменного тока
Устройство и отличие
Рассмотрим принцип работы инвертора переменного тока. Преобразование сетевого напряжения в сварочное происходит в следующей последовательности.
В этом случае значительно снижаются габариты и вес трансформатора. Для того чтобы вы смогли представить себе эту колоссальную разницу, приведем пример: трансформатор мощностью около 5000 Вт, преобразующий напряжение частотой 50 Гц, будет весить около 20 килограммов. Трансформатор такой же мощности, но работающий на частоте 50 кГц будет весить 250грамм. Что вы выберете?
Далее пониженное до 60 вольт напряжение поступает на сварочный электрод с выхода трансформатора.
Инвертор постоянного тока в большей части повторяет схему инвертора переменного тока. Но на выходе добавлен выпрямитель, который преобразует выходное переменное напряжение в постоянное.
Что выбрать
С отличиями в устройстве этих типов источников питания для сварочных процессов мы разобрались. Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Но, по большому счёту, для большинства пользователей устройство источника питания представляет слабый интерес. Более важным для него является назначение различных источников и области их применения. Это и станет, в конце концов, решающим при выборе.
Постарайтесь выбрать сварочный источник питания, который можно подключить к существующей сети без риска её перегрузки. Кроме того, назначение источника должно соответствовать работам, которые вы собираетесь выполнять с его помощью. Для правильного выбора ознакомьтесь с особенностями сваривания различных металлов.
Отличается ли сварка переменным и постоянным током
Сваривание металлов постоянным током, полученным от инверторных преобразователей, позволяет получить качественный сварной шов даже сварщикам невысокой квалификации. Отсутствие изменений направления и силы тока, свойственные переменному напряжению, обеспечивают ровное и стабильное горение дуги, что приводит к увеличению глубины проплавления металла и создаёт условия увеличения механической прочности сварного соединения.
Ещё одно существенное преимущество сварки постоянным током — уменьшение разбрызгивания металла, которое экономит электроды, присадочные материалы и повышает производительность труда за счёт уменьшения объёмов работ по зачистке швов.
Инверторные преобразователи входят в состав различных аппаратов как источники питания. Аппараты ручной дуговой сварки прекрасно справляются со свариванием стальных и чугунных деталей. Для сваривания нержавеющих сталей и цветных металлов, лучше использовать аппараты аргонно-дуговой сварки. Автомобильный кузов обычно ремонтируют точечной сваркой на базе того же инвертора постоянного тока.
Обратная полярность напряжения имеет свои преимущества и недостатки, в сравнении со свариванием постоянным напряжением прямой полярности. Для реализации этого метода требуются специальные электроды или проволока (в случае работы на полуавтомате). Принятие решения об использовании той или иной полярности зависит от особенностей процесса и вида сварочного оборудования.
Сварку переменным током используют для соединения тугоплавких металлов. В современной практике этот вид применяется для сваривания деталей, имеющих загрязнённую поверхность. Так иногда случается, что очистить деталь либо невозможно, либо очень сложно. Этот метод хорошо справляется с оксидными плёнками на поверхности металлов, даже на алюминии. На крупносерийных производствах сваривание переменным током используют как способ снижения себестоимости работ на изделиях, не требующих особой точности шва.
Делаем выводы: каждый вид имеет место в производстве, но наиболее универсальным и подходящим для дома, гаража, дачи является сварка изделий постоянным током, получаемым от сварочных инверторов. В подтверждение справедливости наших выводов можно привести статистические данные, говорящие о том, что 95,9 % сварочных аппаратов, купленных в Москве в прошлом году, составили аппараты на основе инверторов постоянного тока. Приобрести инверторные аппараты постоянного тока вы можете от производителя КЕДР на официальном сайте:
-
Инверторный аппарат КЕДР UltraARC-200
-
Инверторный аппарат КЕДР ВД-500.
 01
01
-
Сварочный инверторный аппарат КЕДР ВД-413.01
-
Аппарат инверторный КЕДР UltraARC-180
-
Инверторный аппарат MultiARC-4000
-
Сварочный инвертор КЕДР MultiARC-2500-1
 01
01
Основные характеристики сварочного инвертора | Блог компании Кувалда.ру
Максимальный диаметр электрода
По своей сути – та же характеристика диапазона рабочего тока. Иногда по неграмотности или злонамеренно указывается диаметр электрода, которым заявленным максимальным током варить не получится. Иногда наоборот: указан максимальный диаметр электрода, явно не дотягивающий до значения заявленного сварочного тока.
Последний вариант изредка является проблеском совести поставщиков-обманщиков. В качестве максимального тока они указывают ток короткого замыкания. А максимальный рабочий диаметр электрода указывают все-таки честно.
Тип сварочного тока: постоянный (DC) или переменный (AC)
Варить постоянным (иначе прямым, по-английски – DC) током проще: легче удерживать дугу. Поэтому 99,9% современных инверторных аппаратов ММА выдают постоянный сварочный ток.
А вот среди трансформаторов раньше большинство составляли как раз аппараты переменного тока.
Переменный ток (по-английски – AC) используется для сварки цветных металлов. Но не аппаратами ММА, а аппаратами TIG. Поэтому сварочный инвертор ММА, выдающий переменный ток, — большая редкость.
Напряжение без нагрузки
После включения аппарата, до момента поджига дуги напряжение на кончике электрода существенно выше, чем во время работы. И чем оно выше, тем легче поджечь дугу. Но стандарты запрещают уровень напряжения холостого хода на аппаратах, выдающих прямой ток, свыше 100В.
Для еще большего сокращения рисков используют т.н. блоки VRD. Аппарат, снабженный VRD, имеет на кончике электрода до начала поджига дуги всего несколько вольт. И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
И лишь при прикосновении к металлу напряжение холостого хода восстанавливается до уровня, необходимого для поджига дуги.
На всех электродах всегда указывается полярность подключения, тип сварочного тока (постоянный или переменный) и минимально требуемый для поджига уровень напряжения холостого хода. Для абсолютного большинства широко распространенных электродов он не превышает 60В.
Напряжение холостого хода, также как и сварочный ток, зависит от уровня входного напряжения. Чем ниже напряжение в источнике питания, тем ниже напряжение холостого хода. Поэтому по мере снижения напряжения питания поджиг электрода становится все сложнее.
Рабочий цикл, он же ПВ (период включения), он же ПН (полезная нагрузка)
ПВ указывается двумя цифрами. Первая – сила тока. Вторая – процент времени. Например, «130А-50%» означает, что данный аппарат током 130А может варить половину времени. А столько же будет простаивать в ожидании охлаждения до рабочей температуры. Если измерения проводятся на максимальном токе аппарата, первую цифру опускают, оставляя только показатель в процентах. Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Например, если аппарат с номиналом 160А имеет напротив «ПВ» запись «30%», это означает, что током 160 ампер он может работать 30% времени, а 70% будет остывать.
Все верно. Остается только добавить, что отечественный ГОСТ Р МЭК 60974-1-2004 не устанавливает единой обязательной методики измерения показателя ПН для аппаратов ММА.
«Стандарт не распространяется на источники питания для ручной дуговой сварки с ограниченным режимом эксплуатации, которые проектируются преимущественно для эксплуатации непрофессионалами»
.
Европейская методика, изложенная в стандарте EN60974-1, предлагает измерение на нагрузочном стенде при температуре окружающей среды 40С только до первого отключения ввиду перегрева. Полученный результат относят к 10-минутному промежутку. Получается, сработала термозащита через 3 минуты, цикл аппарата на данном токе – 30%.
Методика концерна TELWIN. К настоящему времени ее используют большинство китайских производителей (тех, которые вообще проводят такие испытания своих машин). Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Сам итальянский концерн при замерах ПВ своих аппаратов по собственной методике после показателя скромно указывает «TELWIN». Абсолютное большинство китайских производителей этого не делает.
Наконец, существует российская, она же советская, методика. По своей сути она ближе к методике TELWIN: суммируются все промежутки за контрольный период, когда аппарат работал. Но отрезок берется не 10, а 5 минут. И – самое главное – аппарат сначала вводится в режим срабатывания защиты от перегрева, после чего начинаются измерения.
В итоге один и тот же аппарат по всем 3 методикам выдает совершенно различный процент! Естественно, самые скромные «циферки» получаются по европейской методике, а самые впечатляющие – до 2 раз и более – по методике Telwin.
Исполнение: класс защиты IP
Класс защиты IP указывает на исполнение электротехнических приборов в отношении твердых объектов (первая цифра) и жидкостей (вторая цифра).
Определить степень защиты аппарата можно визуально. Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Если у аппарата с IP21 все вентиляционные щели полностью открыты, то у IP22 они уже прикрыты сверху выступающими козырьками. А у аппарата с IP23 эти козырьки почти полностью закрывают щели.
Степень защиты IP24 и выше технически затруднена и не имеет смысла.
Исполнение: класс изоляции (по нагревостойкости)
Многие материалы при нагреве выше определенной температуры утрачивают свои рабочие свойства. Для стандартизации материалов по данному признаку введена классификация изоляции по нагревостойкости. Почти все сварочные инверторы на транзисторах IGBT имеют класс изоляции H, что соответствует предельной температуре нагрева 180С. Предыдущая «ступенька» — класс F – означает предел нагрева 155С. Выше класса F – только класс С, указывающий на возможную температуру нагрева свыше 180С.
Температура эксплуатации
Как и внутренний нагрев, внешний нагрев и особенно охлаждение накладывают на эксплуатацию определенные ограничения. Большинство инверторных сварочных аппаратов пригодны для работы в диапазоне от 0С до +40С. Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Если аппарат пригоден для эксплуатации на морозе, обязательно указывается его предельное значение: минус 20С или минус 40С.
Автор текста: Ю.Шкляревский.
Фактическая сила тока в современном сварочном аппарате инверторного типа ✓ Новости
Выбирая перед покупкой сварочный инвертор, одним из первых параметров, на который обращают внимание покупатели, является сила тока аппарата. Так уж сложилось, что украинский потребитель отдает предпочтение инструментам по-мощнее. И сегодня этим активно пользуется большинство производителей.
В этой статье мы хотим разобраться с указанной и реальной силой тока сварочных инверторов, рассказать, какие маркетинговые ходы используют производители, что бы вы отдали предпочтение именно их товару, а так же мы попробуем подсказать, какая реальная сила тока в сварочном инверторе потребуется, в зависимости от поставленных задач и условий работы сварочного аппарата.
На инверторе написано 250 Ампер, а по факту 180…
Здесь уместным будет вспомнить стихотворение рубаи с глубоким смыслом от Омара Хайяма:
Все, что видим мы — видимость только одна.
Далеко от поверхности моря до дна.
Полагай несущественным явное в мире,
Ибо тайная сущность вещей не видна.
Как правило, указанную на корпусе сварочного инвертора информацию, например ММА-200 или ММА-250, большинство расценивает как пресловутую силу тока, а ведь зачастую — это далеко не так. Особенно, если речь заходит про инверторы произведенные в Китае. На самом же деле, на практике — это маркетинговый ход производителей. Большинство таких аппаратов имеют реальную рабочую силу тока от 140 до 180 Ампер. А порой, встречаются инверторы с током и в 120 Ампер, на корпусе которых гордо указана цифра — 250. Более того, как правило, шкала регулировки тока, тоже подвергается модификации, получая градацию значений до 250 Ампер (которых по сути в инверторе нет), а это уже добавляет сложности пользователю в регулировке сварочного тока при работе с различными типами электродов, либо при регулировании уровня провара металла.
Поэтому первое что стоит запомнить при выборе сварочного инвертора, не ориентируйтесь на то что написано на панеле аппарата.
Если этот показатель вам необходимо знать совершенно точно, тогда полезно будет раздобыть токоизмерительные клещи с датчиком Холла, тогда вы сможете проверить выдаваемый сварочным аппаратом ток прямо во время покупки, включив инвертор, установив на его регуляторе максимальное значение и померив ток, который может генерировать инструмент.
Более того, одного замера тока недостаточно, ведь аппарат может выдать ток в 200 или 250 Ампер, но рабочим этот ток едва ли можно назвать. Здесь потребуется замер сварочного напряжения, и если при номинальном токе в 200 Ампер, напряжение окажется ниже требуемого, тогда рабочими 200 Ампер в сварочном инверторе назвать нельзя.
Стоит понимать что рабочее сварочное напряжение для различной силы тока будет отличаться, но посчитать необходимое не составит труда. Для этого нужно применить следующую формулу:
Рабочее сварочное напряжение=20+0,04*Сила тока аппарата
Так легко вычислить, что для аппарата в 160 Ампер напряжение должно составлять 26,4 Вольта; для 200А — 28В, а для 250А — 30В
Но как быть, если приборов нет, либо вы выбираете инвертор в интернет магазине?
Тогда нужно просто немного внимательней изучить другие характеристики. Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя.
Правильно их сопоставив, вы сможете определить приблизительную к реальной силу тока сварочного выпрямителя.
1. Мощность, которую потребляет инвертор (ее указывают в киловаттах, — кВт)
Нужно понимать, что чем большую силу тока способен генерировать сварочный инвертор, тем больше ему для этого необходимо потребить электроэнергии. И если вы сравниваете похожие по конструкции сварочные устройства (например инверторные сварочные выпрямители на IGBT транзисторах), с одинаковым КПД (80-90%), тогда можно руководствоваться следующими соотношениями:
- Сварочные инверторы, которые генерируют на выходе 160 Ампер, имеют максимальное потребление (мощность) — 5-5,5 кВт.
- Если аппарат способен выдать около 200 Ампер, он максимально будет потреблять 6,5 — 7 кВт
- При 250 Амперах — максимальная мощность потребления инвертором составит 8,5 — 9 кВт.
Другими словами, если в характеристиках указана сила тока 250 Ампер, и в то же время мощность не превышает 5,5 кВт, тогда, скорее всего, реальная производительность подобного сварочного инвертора составляет не более 160 Ампер.
2. Цена на сварочный инвертор
Конечно, наценка может различаться в зависимости от многих факторов: степени популярности и разрекламированности торговой марки, качества самих комплектующих, уровня наценки розничного магазина и прочих моментов, но все-же, исходя из цены на сварочный инвертор, можно сделать некоторые предположения о его производительности.
Как правило если цена инвертора составляет менее 2000 грн, тогда вряд ли стоит ожидать, что аппарат выдаст более 160 Ампер. Транзисторные сварочные аппараты с силой тока от 200 Ампер, находятся в ценовом диапазоне от 2500 до 3000 грн. А цена на инверторы, которые способны реально выдать 250 Ампер уверенно перескакивает 3000 грн.
Какая же сила тока нужна сварочному инвертору?
Здесь в первую очередь мы советуем оттолкнутся от тех задач, которые вы поставите перед аппаратом.
Начните с вопроса: А нужно ли вам 250 Ампер?
Для справки: тока 160 ампер вполне достаточно для качественного провара металла толщиной 4 мм, ели вы будете использовать электрод диаметром 4 мм. Что уже говорить о электродах с меньшим диаметром.
Что уже говорить о электродах с меньшим диаметром.
Для того, чтобы более точно подобрать производительность инвертора в зависимости от толщины используемого электрода, предлагаем ознакомится со следующей таблицей.
Толщина металла, мм | Диаметр электрода | Сила тока, А |
1-2 | 1,6 | 25-50 |
2-3 | 2 | 40-80 |
2-3 | 2,5 | 60-100 |
3-4 | 3 | 80-160 |
4-6 | 4 | 120-200 |
6-8 | 5 | 180-250 |
10-24 | 5-6 | 220-320 |
30-60 | 6-8 | 300-400 |
Как видим инверторы с мощностью до 200 Ампер вполне способны справится практически с любой бытовой задачей, а если основное назначение, это работа с электродом 3 мм и металлом толщиной до 4 мм, тогда вы вполне можете рассматривать недорогой сварочный инвертор, для таких задач его вполне хватит, даже если окажется что реальная выдача у него 140-150 Ампер, вместо 250-ти заявленных.
Надеемся эта статья поможет грамотно подойти к выбору сварочного инвертора и вы сможете найти аппарат, который качественно поможет выполнять необходимую работу.
А ознакомится с ассортиментом аппаратов мы предлагаем посетив каталог сварочных инверторов нашего магазина.
Сварочный инвертор, ММА
Преимущества
Описание
Компактный и мощный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Аппарат сварочный инверторный постоянного тока предназначен для производства сварочных работ методом ручной электродуговой сварки с применением плавких электродов ММА.
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
| Артикул | |
|---|---|
| Тип | инвертор |
| Тип сварки | ММА |
| Тип транзистора | IGBT |
| Мощность, кВА | 7. 5 5 |
| Макс. потребляемый ток, А | 34 |
| Род сварочного тока | постоянный |
| Сварочный ток, А | 10-190 |
| Диаметр электродов, мм | 1. 6-4,0 6-4,0 |
| Напряжение холостого хода, В | 60 |
| Рабочее напряжение, В | 27.2 |
| Диапазон напряжений сети, В | 160-230 |
| Пв, % | 60 |
| Кпд, % | 85 |
| Форсаж дуги | есть |
| Горячий старт | есть |
| Защита от прилипания электрода | есть |
| Защита от перегрева и перегрузки | есть |
| Дисплей | нет |
| Класс электробезопасности | I |
| Степень защиты | IP21 |
| Номинальное напряжение, В/Гц | 230 /50 |
| Габариты, см | 46x26x34 |
| Масса изделия, кг | 8 |
| Масса в упаковке, кг | 9. 1 1 |
| Комплектация | |
| Аппарат сварочный | 1 |
| Кабель с электрододержателем | 1 |
| Кабель с зажимом массы | 1 |
| Руководство по эксплуатации | 1 |
Документация
Инструкция
(скачать pdf, 1. 73 МБ)
73 МБ)
Рекламная брошюра
(скачать pdf, 1.18 МБ)
Инструкция для печати
(скачать pdf, 1.87 МБ)
ЗАС-Т3-190_Приложение к инструкции
(скачать pdf, 181.33 КБ)
ЗАС-Т3-190_Приложение к инструкции
(скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Напольные стабилизаторы
Щетки крацовки
Защита рук
Защита органов дыхания
Одежда защитная
Верстаки, тиски, струбцины
Сварочный инвертор, ММА
Преимущества
Описание
Компактный и надежный сварочный аппарат предназначен для ручной электродуговой сварки с применением плавких электродов (ММА). Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Электронные компоненты и микропроцессорное управление сварочным током обеспечивают малые вес и габариты, стабильность характеристик и оперативное подстраивание к любым условиям процесса сварки: реализация защит, облегчение зажигания дуги, возможность сварки различных материалов различными электродами и т.д. ЗУБР — передовые технологии у Вас на службе
Применение
Аппарат сварочный инверторный постоянного тока предназначен для производства сварочных работ методом ручной электродуговой сварки с применением плавких электродов. Аппарат может применяться для сварки различных видов стали
На электроинструменты и бензотехнику «ЗУБР» действует расширенная 5-летняя гарантия. Служба качества контролирует процесс производства на каждом этапе.
Техническая информация
| Артикул | |
|---|---|
| Тип | инвертор |
| Тип сварки | ММА |
| Тип транзистора | IGBT |
| Мощность, кВА | 5. 6 6 |
| Макс. потребляемый ток, А | 25.5 |
| Род сварочного тока | постоянный |
| Сварочный ток, А | 10-140 |
| Диаметр электродов, мм | 1. 6-3,2 6-3,2 |
| Напряжение холостого хода, В | 78 |
| Рабочее напряжение, В | 25.6 |
| Диапазон напряжений сети, В | 160-230 |
| Пв, % | 35 |
| Кпд, % | 85 |
| Форсаж дуги | есть |
| Горячий старт | есть |
| Защита от прилипания электрода | нет |
| Защита от перегрева и перегрузки | есть |
| Дисплей | нет |
| Класс электробезопасности | I |
| Степень защиты | IP21 |
| Номинальное напряжение, В/Гц | 230 /50 |
| Габариты, см | 34x25x31 |
| Масса изделия, кг | 5. 9 9 |
| Масса в упаковке, кг | 6.7 |
| Комплектация | |
| Аппарат сварочный | 1 |
| Кабель с электрододержателем | 1 |
| Кабель с зажимом массы | 1 |
| Ремень | 1 |
| Руководство по эксплуатации | 1 |
Документация
Инструкция
(скачать pdf, 2. 66 МБ)
66 МБ)
Рекламная брошюра
(скачать pdf, 1.18 МБ)
Инструкция для печати
(скачать pdf, 2.57 МБ)
ЗАС-М3-140_Приложение к инструкции
(скачать pdf, 181.33 КБ)
ЗАС-М3-140_Приложение к инструкции
(скачать pdf, 181.33 КБ)
Сопутствующие товары
Защита глаз и лица
Напольные стабилизаторы
Щетки крацовки
Защита рук
Защита органов дыхания
Одежда защитная
Верстаки, тиски, струбцины
Как выбрать сварочный инвертор – Диапазон тока, ПВ
Собираясь заняться сваркой, позаботьтесь о том, чтобы сварочный аппарат полностью удовлетворял ваши нужды и даже немного выходил за рамки. На что обратить внимание? Давайте рассмотрим – кратко и по делу.
На что обратить внимание? Давайте рассмотрим – кратко и по делу.
Начинайте всегда именно с этого параметра. Он считается основным и первым берется во внимание перед тем, как выбрать сварочный инвертор. Диапазон определяется в зависимости от толщины рабочего материала, как и диаметр электрода. Таблица ниже даст всю необходимую информацию:
|
Толщина металла, мм |
Диаметр электрода, мм |
Сила тока, А |
|
1-2 |
1,6 |
35-45 |
|
2-3 |
2 |
45-65 |
|
2-3 |
2,5 |
65-90 |
|
3-4 |
3 |
80-130 |
|
4-6 |
4 |
130-170 |
|
6-8 |
5 |
180-220 |
Чаще всего в быту сварочное оборудование используется для ремонта (сварки ворот, труб, арматуры и т. д.) или работы с возведением небольших металлоконструкций (каркас теплицы, забор, бокс и т.д.). Обычно материалом в таких случаях выступает мелкий фасонный и листовой прокат из низкоуглеродистой стали толщиной от 1 до 3 мм. Так, например, для профиля 3 мм понадобится электрод «тройка» и сила тока в диапазоне от 120-140 А.
д.) или работы с возведением небольших металлоконструкций (каркас теплицы, забор, бокс и т.д.). Обычно материалом в таких случаях выступает мелкий фасонный и листовой прокат из низкоуглеродистой стали толщиной от 1 до 3 мм. Так, например, для профиля 3 мм понадобится электрод «тройка» и сила тока в диапазоне от 120-140 А.
Даже если вы знаете, что будете варить в ближайшее время и не задумываетесь о другом применении, рекомендуем выбирать аппарат с запасом по рабочему току до 30% и более. Не ориентируйтесь на максимальное значение. Постоянная нагрузка на сварочный инвертор никак не пойдет ему на пользу. С запасом вы сможете обеспечить ее равномерность. К тому же расширенный диапазон тока пригодится на перспективу.
Определяем продолжительность включения аппарата сварки
Вторым по важности параметром считается ПВ или продолжительность включения сварочного аппарата. В соответствии с международным стандартом EN 60974-1 эта характеристика определяет количество времени работы инвертора с максимальным сварочным током внутри десятиминутного цикла. Например, если в паспорте указана длительность включения – 40 %, это означает, что из 10-ти минут на максимальном токе он проработает только 4, а на остальные 6 минут перейдет в режим покоя и будет остывать.
Например, если в паспорте указана длительность включения – 40 %, это означает, что из 10-ти минут на максимальном токе он проработает только 4, а на остальные 6 минут перейдет в режим покоя и будет остывать.
Обратите внимание на то, что показатель ПВ в стандарте измеряется при температуре окружающего воздуха равной 40-а градусам Цельсия. Почему мы заостряем на это внимание? Дело в том, что некоторые производители тестируют оборудование при 20 градусах, что увеличивает показатель в два раза. Такое значение несопоставимо с параметрами других агрегатов, указанных в характеристиках. Оно часто вводит в заблуждение тех, кто впервые выбирает сварочный аппарат.
Какой должна быть продолжительность включения в сварочном инверторе? На деле чаще всего длительность сварки без прерывания составляет не более 3-4 минут. Перерыв необходим для подготовки материала, подгонки деталей, замены электрода и т.д. Поэтому 4-х минут в рабочем режиме вполне хватает для выполнения бытовых задач.
Защита от сбоев в электросети
Если имеется проблема со скачками напряжения – не помешает запас мощности тока на 30-50 %. Альтернативой станет модель с защитой от перепадов в электросети. Инверторы FUBAG стандартно защищены от перепадов в диапазоне от 150 до 250 В. Что же касается аппаратов других производителей, нужно обязательно учесть этот нюанс, чтобы не прогадать с выбором.
Что за функции сварочного инвертора — Hot Start, Arc Force, Antistick?
Некоторые функции созданы, чтобы облегчить работу со сварочным аппаратом. Именно к ним и относятся перечисленные. Если вы новичок в сварочном деле, тогда обязательно обратите внимание на их наличие.
- Hot Start («Горячий старт») – функция для быстрого и легкого розжига дуги. Работает она довольно просто – в момент поджига сварочный аппарат автоматически увеличивает силу тока на доли секунды, а затем снова возвращает параметры заданные сварщиком.
- Arc Force («Форсаж дуги») – функция для стабилизации дуги. В процессе сварки может произойти всякое, особенно у новичков. Если сварочная дуга начинает «рваться» и гаснуть, то с включенным режимом Arc Force аппарат автоматически даст дополнительные импульсы тока.
- Anti Stick («Антизалипание») – функция для легкого отделения залипшего электрода. Во время сварки электрод может прилипнуть к металлу, что приводит к короткому замыканию. При этом просто так отделить его от заготовки никак не получится. Anti Stick срабатывает при коротком замыкании и сбрасывает значение тока до минимума, что позволяет легко отделить электрод и продолжить работу.

Специальные возможности сварочных инверторов – функции VRD и TIG-lift
От функций облегчающих работу перейдем к тем, которые позволяют выйти на уровень близкий к профессиональному. И начнем мы с Voltage Reduction Device или VRD. Включение данного режима позволит автоматически снижать напряжение холостого хода до безопасного уровня, что актуально во время сварки при высокой влажности или в стесненных условиях. Использование функции VRD в сварочном инверторе обезопасит процесс сварки, защищая сварщика от случайных касаний электрода.
Использование функции VRD в сварочном инверторе обезопасит процесс сварки, защищая сварщика от случайных касаний электрода.
Некоторые инверторы позволяют варить TIG-LIFT сваркой с использованием TIG-горелки. В линейке FUBAG эти модели легко опознать по маркировке в названии – IN. Комбинируя различные типы сварки, они становятся универсальными сварочными аппаратами, которые могут использоваться не только в быту, но и в профессиональной деятельности. Само собой для TIG-сварки понадобится не только баллон с аргоном, но и специальная горелка.
Компактность и эргономичность сварочного аппарата
С развитием технологий производителям удалось существенно уменьшить вес и габариты аппаратов для сварки. Если требуется бытовой сварочный инвертор, то лучше всего брать что-то небольшое и в то же время функциональное. Некоторые модели FUBAG пользуются спросом за счет своей компактности и возможности использовать их на высоте или в чрезмерно ограниченных пространствах. Но здесь стоит ориентироваться на те задачи, которые вы ставите перед собой в ближайшее время. А когда вы почувствуете себя увереннее, вы наверняка захотите
Но здесь стоит ориентироваться на те задачи, которые вы ставите перед собой в ближайшее время. А когда вы почувствуете себя увереннее, вы наверняка захотите
или полуавтомат.
Узнайте больше нюансов выбора сварочного инвертора в нашем видео:
Получите 10 самых читаемых статей + подарок!
*
Как выбрать сварочную силу тока?
Попытка понять все циферблаты и цифровые показания сварочного аппарата может быть пугающей. Несколько элементов управления на аппарате для сварки стержнем будут проще, чем на аппарате TIG. Топовый аппарат TIG может иметь до 20 ручек управления для различных настроек.
Топовый аппарат TIG может иметь до 20 ручек управления для различных настроек.
Аппараты для ручной сварки, аппараты для сварки MIG и аппараты для сварки TIG имеют различные элементы управления на передней части аппарата. Они предназначены для регулировки уровня тока, необходимого для сварки.
Но как узнать, на какой сварочный ток или напряжение установить аппарат?
Установка силы тока на сварочном аппарате, будь то Stick (SMAW), MIG (GMAW) (*обычно используется настройка напряжения) или TIG (GTAW), зависит от некоторых ключевых переменных, таких как область применения и основной материал, процесс сварки , и электрод.
Как только вы определите эти три основные переменные, вы можете настроить свой сварочный аппарат и начать наложение сварного шва. В этой статье мы подробно обсудим эти три переменные, а также дадим несколько «советов для профессионалов»!
Применение сварки и основной материал
В этом разделе мы обсудим применение сварки, основной материал и, в частности, как это относится к выбору силы тока на сварочном аппарате.
Сварочное приложение
Сварочное приложение имеет прямую зависимость от силы тока, используемой при сварке.
Микросварка TIG и сварка лазерным лучом имеют схожие области применения, но в случае сварки TIG сила тока довольно низкая. Однако в случае лазерной сварки сила тока вообще отсутствует, поскольку внутри заготовки отсутствует электрический ток. Напротив, сварка MIG и сварка Stick (а иногда и сварка TIG) могут использовать очень высокие настройки силы тока для достижения оптимального проникновения в заготовку.
Например; Высокотехнологичная сварка TIG на выпускном коллекторе вертолета будет иметь совершенно другую необходимую силу тока, чем, скажем, для нефтепровода. Разница будет заключаться в сварке более тонких экзотических металлов и приварке трубы диаметром три фута к следующей по порядку трубе.
В некоторых приложениях сила тока выбирается для удобства. Например, вы можете захотеть сварить MIG лист металла с другим листом металла в своей мастерской, поэтому вы можете увеличить силу тока, чтобы как можно быстрее наложить сварной шов.
Это не означает, что быстрое прохождение сварного шва является хорошей практикой, но ускорение сварного шва в некритичных условиях очень распространено.
СОВЕТ ПРОФЕССИОНАЛА: Если вы хотите увидеть все виды сварки в одном месте, вам следует посетить верфь, производственный цех или местное техническое или профессиональное училище. Скорее всего, вы можете увидеть конкретное приложение для сварки, которое вас интересует, и вы можете захотеть продолжить изучение этого приложения с точки зрения карьеры.
Основной материал
Как выбрать сварочную силу тока?
Пожалуйста, включите JavaScript
Как выбрать сварочную силу тока?
Категория основного материала довольно широка. Поэтому мы сосредоточимся на двух основных направлениях в категории основного материала. И это Тип и Толщина.
Обе эти области очень тесно связаны с тем, какая сила тока должна использоваться на сварочном аппарате.
Как тип материала может повлиять на выбор силы тока?
Тип материала, используемого в различных сварочных работах, может широко варьироваться от сварки к сварке, от рабочей площадки к рабочей площадке или даже от технологии сварки к технологии сварки.
Прежде чем думать о том, на какую силу тока настроить сварочный аппарат, следует задаться вопросом, какой металл вы будете сваривать.
Основными типами материалов, которые можно сваривать стандартными методами сварки, являются углеродистая сталь, нержавеющая сталь и алюминий. Для всех трех типов материалов требуются разные значения силы тока на соответствующих сварочных аппаратах. Наиболее заметна разница между черными и цветными металлами, т.е. между сталью и алюминием.
Причина, по которой для некоторых материалов требуются более высокие или более низкие значения силы тока, зависит от температуры плавления сырья. Это очень заметно при взгляде на алюминиевые материалы. Прежде всего потому, что температура плавления алюминиевого материала обычно составляет около 1200 градусов по Фаренгейту.
Выбор силы тока при сварке алюминия
При сварке алюминиевых материалов обычно необходимо переключать ток с постоянного (постоянный) на переменный (переменный). Кроме того, сила тока должна быть увеличена, чтобы компенсировать более высокую температуру плавления алюминия.
Сварка алюминия методом ВИГ уникальна тем, что используется переменный ток из-за его характеристик очистки. Это достигается за счет переменного сварочного тока с одного направления на другое.
После зажигания дуги в алюминиевом сварочном валике TIG и образования сварочной ванны оператор должен перемещать валик относительно быстро. Это связано с тем, что алюминиевый основной материал имеет тенденцию «впитывать» высокую силу тока и потенциально деформировать основные металлы.
Сварочная сила тока при сварке электродом для стали разной толщины
Регулировка тока сварки электродом для компенсации толщины стального материала аналогична процессам, необходимым для компенсации толщины материала с помощью сварочного аппарата MIG.
Ручные сварочные аппараты имеют простую ручку управления на передней части аппарата, которая регулирует силу тока поворотом запястья. Таким же образом, сварочные аппараты MIG обладают той же упрощенной функциональностью, которая пригодится, когда вы хотите переключиться с толстой детали на тонкую.
СОВЕТ ПРОФЕССИОНАЛА: Если вы не уверены, какую силу тока использовать с определенным куском материала, будь то толстый или тонкий, алюминий или сталь, всегда полезно потренироваться на сварке на куске материала. похож на конечную металлическую заготовку, которую вы собираетесь сваривать. Эта небольшая практика сэкономит вам часы времени на шлифовку сварного шва после того, как вы обнаружите, что ваш сварной шов не имеет нужной степени проплавления для толщины свариваемого материала.
Сварка электродом: переход от тонкой заготовки к толстой
Сварка электродом, которая имеет наиболее заметные изменения при переходе от тонкой заготовки к толстой.
Сварка электродами отличается от сварки MIG и TIG тем, что оператор сварки должен выбрать другой электрод, который лучше всего подходит для толщины заготовки. Тот же электрод, который хорошо подходит для тонкой стали, не будет так полезен при сварке более толстой стали. Это связано с тем, что более толстый кусок стали требует большего проплавления и более широкого корня шва.
Более тонкий электрод не справился бы с задачей — он просто слишком быстро израсходовался бы.
Процесс сварки и выбор силы тока
Сварочные процессы, которые мы рассмотрим в контексте выбора силы тока, представляют собой три основных процесса: TIG (дуговая сварка вольфрамовым электродом в газе, или GTAW), MIG (дуговая сварка металлическим электродом в газе, или GMAW), и Stick (дуговая сварка защищенным металлом или SMAW).
Существуют и другие технологии сварки, которые можно обсудить в контексте выбора силы тока. Но эти три технологии сварки чаще всего используются новичками.
Сварка ВИГ
Сварка ВИГ в целом предназначена для тех сварщиков, у которых наилучшая зрительно-моторная координация, поскольку большинству сварщиков ВИГ требуется координация рук, глаз и ног – почти как вождение автомобиля!
Уникальной характеристикой сварки TIG, когда речь идет о силе тока, является то, что ножная педаль сварочного аппарата TIG регулирует силу тока, необходимую для сварки, в зависимости от ввода пользователя.
Ножная педаль начинается с 0 ампер в состоянии покоя и постепенно увеличивается по мере того, как сварщик нажимает на педаль до определенного предела. Предел регулировки силы тока с помощью ножной педали ограничен силой тока аппарата для сварки ВИГ и/или настройками аппарата.
Некоторые аппараты для сварки TIG имеют функцию «Пиковая сила тока» на панели управления, которая должна быть установлена примерно на 40-50 % выше желаемого диапазона силы тока, который будет использоваться при сварке.
Некоторые аппараты для сварки TIG имеют другие функции управления силой тока, такие как фоновая сила тока или точная регулировка силы тока при использовании переменного тока. Но эти корректировки выходят за рамки этой статьи.
Но эти корректировки выходят за рамки этой статьи.
Сварка MIG
В этой статье мы будем использовать настройки переменного напряжения вместо настроек силы тока, которые чаще используются в других технологиях сварки.
Настройки напряжения на стандартном аппарате для сварки MIG определяют мощность, используемую во время сварки MIG. Всегда существует необходимый баланс между напряжением и скоростью подачи проволоки. Тем более, что скорость подачи проволоки необходимо увеличивать, так как напряжение также увеличивается, иначе сварочная ванна не будет должным образом снабжаться присадочным материалом.
Для тонких материалов вы должны начать с самой низкой настройки напряжения, а для более толстых материалов вы соответственно увеличите напряжение. Сварочные аппараты MIG по своей природе стабильны, если основные материалы не меняются слишком сильно. Оператор сварки может годами устанавливать настройки сварочного аппарата MIG, если он или она не меняет тип используемого материала.
СОВЕТ ПРОФЕССИОНАЛА: Все сварочные аппараты MIG разные, и все способы сварки разные. После того, как вы найдете оптимальную настройку сварки для вашего аппарата MIG (для вашего конкретного применения), запишите его на бумаге и прикрепите к боковой части вашего сварочного аппарата. Это избавит вас от головной боли, которая возникает, когда другой оператор использует ваш аппарат, или
Сварка стержнем
Сварка стержнем, как упоминалось ранее, имеет наиболее значительную корреляцию между нанесением сварного шва и силой тока сварки.
Сварщик может использовать одну настройку силы тока в один день, когда он или она сваривает стальной лист для конструкции, а затем использовать другую настройку в другой день, когда он или она сваривает поверхность ковша обратной лопаты.
Хорошей новостью о электродной сварке является то, что существуют таблицы , которые можно легко найти в Интернете в магазине сварочных материалов, и обычно очень хорошо предсказывают силу тока, необходимую для определенной толщины сварного шва и прилагаемого сварочного электрода.
Если вы будете следовать уровням силы тока, указанным на одной из этих диаграмм, вы будете в хорошей форме. Если вам нужно внести незначительные коррективы в температуру сварки, находясь «под колпаком» во время сварки электродом, самый простой способ добиться этого — слегка отвести сварочный стержень от сварочной ванны, чтобы слегка «длинная дуга». Это позволит получить более широкую и горячую лужу.
СОВЕТ ПРОФЕССИОНАЛА: Хорошее эмпирическое правило для настройки вашего аппарата для ручной сварки (SMAW) на приблизительную правильную настройку для начала: настройка силы тока должна быть примерно такой же, как десятичный эквивалент диаметра стержня. Например, диаметр стержня 3/32 дюйма будет (0,094) 90 ампер, диаметр стержня 1/8” будет (0,125) 125 ампер, диаметр стержня 5/32” будет (0,157) 155 ампер. Это эмпирическое правило работает для электродов большинства размеров, и как только вы зажжете дугу и получите первый валик сварного шва на своей детали, вы сможете отрегулировать настройки оттуда.Электрод

Единственным процессом сварки, который имеет значительную корреляцию между электродом и силой тока, является сварка электродом или SMAW. Этот тип сварки стержнем и сила тока настолько зависят друг от друга в этой категории, что по этой причине эта тема вошла в тройку основных факторов выбора силы тока.
В процессах сварки TIG и сварки MIG используются электроды по определению, но при сварке TIG используется полуплавкий вольфрамовый стержень, а при сварке MIG используется легкоплавкая проволока, оба из которых не имеют большого значения при выборе силы тока.
Существует множество типов электродов для электродуговой сварки, и каждый из них имеет свое специфическое применение. Например, электроды отличаются друг от друга толщиной свариваемого основного материала.
Различаются также по расположению – горизонтальное, вертикальное или над головой. Эти различные свойства отражены в четырех- или шестизначном числе, напечатанном на каждом электроде-стержне для удобства справки.
Эти числа сообщают пользователю, для какого источника питания, положения сварки, прочности на растяжение и проплавления был разработан данный электрод.
Наиболее распространенными электродами на рынке являются электроды 6010, 6013 и 7018. Эти три электрода очень распространены в промышленности благодаря их невероятной гибкости в применении.
Как правильно выбрать электрод и силу тока?
Электрод 6010 предназначен для глубокого проникновения в заготовку, тогда как электрод 6013 предназначен для меньшего проникновения. Для наилучшего внешнего вида сварщика сварщик должен выбрать сварочный электрод 7018.
После того, как вы выбрали электрод для сварки в стержнях, прочтите информацию на боковой стороне контейнера с электродом, чтобы узнать, какую силу тока рекомендует производитель электрода. Конкретная используемая сила тока зависит, прежде всего, от диаметра электрода.
Например, электрод восьмого диаметра отлично сваривается при силе тока от 75 до 125 ампер.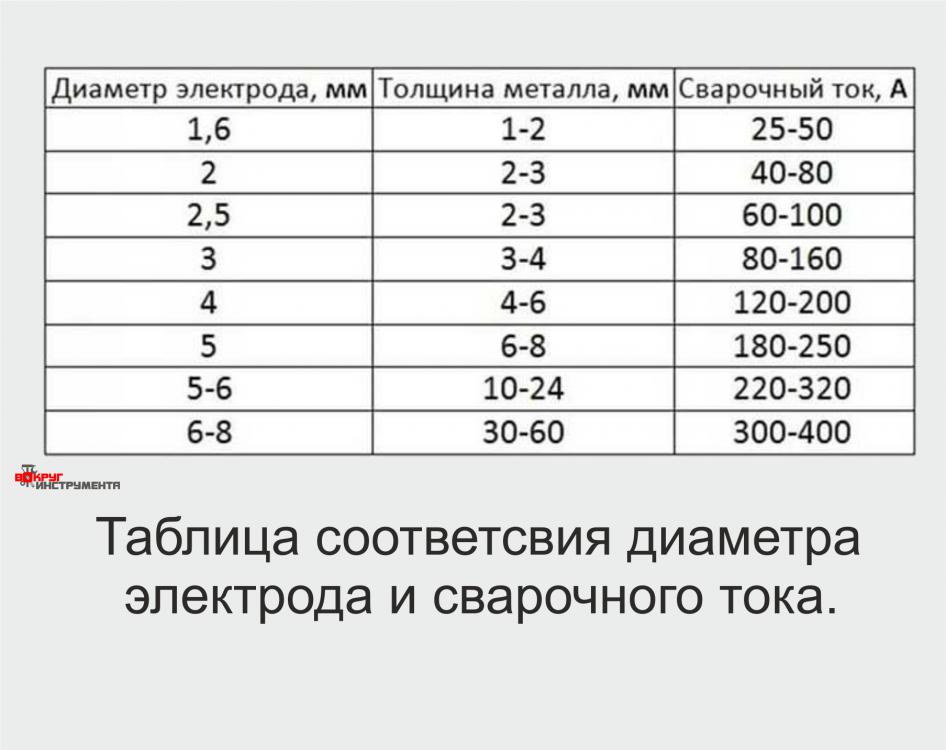 В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
В то время как электрод диаметром 5/32 может оптимально сваривать до 220 ампер.
Лучший способ определить оптимальную силу тока, которую следует использовать, — проверить сварочный электрод на куске металла и понаблюдать за получившимся сварным швом. Если он имеет приемлемый внешний вид и скорость проникновения, то бегите с ним.
Важным фактором при регулировке силы тока на вашем сварочном аппарате является рекомендуемый производителем сварочного аппарата рабочий цикл.
Рабочий цикл определяется как период времени, в течение которого сварочный аппарат может выполнять сварку в течение 10-минутного периода времени. Некоторые машины более тяжелые, чем другие.
Например, машина, используемая на стройке, скорее всего, будет иметь более тяжелые компоненты и более длительный рабочий цикл, чем сварочный аппарат-любитель в чьем-то гараже.
Рабочий цикл обратно пропорционален сварочному току. То есть по мере увеличения силы тока продолжительность рабочего цикла в минутах уменьшается.
СОВЕТ ПРОФЕССИОНАЛА: Ищете решение для ситуации, когда у вас по какой-то причине откололся электрод с кучей флюса? Если вы выполняете сварочные работы, где сварной шов должен соответствовать определенным требованиям, об использовании электрода с зазубринами не может быть и речи. Один из способов, которым опытные сварщики спасают отколовшиеся электроды, заключается в том, чтобы иметь поблизости стальную пластину размером 6 x 6 дюймов, где они могут быстро наложить валик сварного шва, используя проблемную область электрода, а затем возобновить фактический валик сварного шва, когда электрод вернулся в раздел с хорошим потоком.Заключение
Выбор силы тока не так сбивает с толку и пугает, как может показаться на первый взгляд.
Существуют определенные ключевые переменные, определяющие силу тока, которая должна использоваться в определенном сварочном приложении, например, применение и основной материал, процесс сварки и электрод.
Принимая во внимание эти основные переменные, найти правильную силу тока, необходимую для вашего сварного шва, не составит труда. Как всегда, если вы все еще не уверены, в вашем распоряжении множество ресурсов, будь то в Интернете, в библиотеке или, как мне нравится, в вашем местном магазине сварочных материалов.
Читать далее
- 8 советов для новичков в сварке MIG
- При сварке MIG с использованием газа или флюса?
- Нужен ли мне сварочный аппарат TIG?
- Руководство для начинающих по сварке хроммолибденового сплава
- Вам нужен металлический сварочный стол для сварки?
- Как пользоваться плазменным резаком?
Что такое инверторный сварочный аппарат? (с картинками)
`;
Джеймс Бэк
Инверторный сварочный аппарат представляет собой тип сварочного источника питания, способный обеспечить высокий ток для сварки. Сварщик использует ряд выпрямителей и полупроводниковых переключателей для преобразования входной мощности переменного тока (AC) 60 Гц в выходную мощность постоянного тока (DC). Количество выходного тока и напряжения, доступных во время процесса сварки, контролируется компьютерным программным обеспечением. Инверторный сварочный аппарат весит значительно меньше и в то же время потребляет меньше электроэнергии, чем сопоставимый традиционный источник питания для сварки.
В традиционном источнике питания для сварки используется большой трансформатор с железным сердечником для преобразования переменного тока низкой силы тока высокого напряжения в переменный ток низкого напряжения большой силы тока. Затем выпрямитель используется для преобразования переменного тока в постоянный для использования в процессе сварки. Трансформатор в этом типе источника питания обычно должен быть достаточно большим для правильной работы.
Затем выпрямитель используется для преобразования переменного тока в постоянный для использования в процессе сварки. Трансформатор в этом типе источника питания обычно должен быть достаточно большим для правильной работы.
Сварочный инвертор сначала использует выпрямитель для преобразования входящего переменного тока в постоянный. Этот ток включается и выключается очень быстро, создавая импульсный постоянный ток высокой частоты. Типичные частоты находятся в диапазоне от 10 000 до 20 000 Гц, хотя возможны частоты до 100 000 Гц. Высокочастотный ток с малой силой тока подается в трансформатор, где он преобразуется в постоянный ток с большой силой тока, а затем снова выпрямляется.
Они имеют ряд преимуществ по сравнению с традиционным источником питания для сварки. Оба требуют трансформатора для преобразования входящего тока в подходящий сварочный ток, хотя с инверторным сварочным аппаратом это можно сделать более эффективно на более высоких частотах; в результате инвертор может использовать трансформатор гораздо меньшего размера. Результатом является существенное уменьшение размера и веса. Потребляемая мощность также уменьшается, так как более эффективный трансформатор теряет меньше энергии на нагрев. Эти сварочные аппараты могут работать от типичного бытового тока 115 В переменного тока из-за более низких требований к входному напряжению.
Из-за более высокой частоты выходного тока инверторный сварочный аппарат производит более мягкую дугу при сварке. Компьютерное программное обеспечение постоянно отслеживает и регулирует ток и напряжение во время процесса сварки, что обеспечивает постоянную дугу. В результате расходные материалы для сварки, такие как электроды, сварочная проволока и защитный газ, обычно служат дольше, чем при использовании традиционного источника питания для сварки. Можно регулировать ток и напряжение, чтобы учесть различия в составе и толщине материала, что дает сварщику более жесткий контроль над процессом сварки. Можно использовать инверторный сварочный аппарат для питания всех процессов сварки, включая электродную сварку, металл в инертном газе (MIG) и вольфрам в инертном газе (TIG).
Можно использовать инверторный сварочный аппарат для питания всех процессов сварки, включая электродную сварку, металл в инертном газе (MIG) и вольфрам в инертном газе (TIG).
Небольшой размер и вес этих сварочных аппаратов делают их популярными в тех случаях, когда традиционный источник сварочного тока был бы слишком громоздким или потреблял бы слишком много энергии. Они обычно используются в ремонтных мастерских и автомастерских. Многие сварочные и производственные цеха заменяют свои традиционные сварочные источники питания из-за потенциальной экономии средств и места, обеспечиваемой инверторными сварочными аппаратами. Фермеры также все чаще обращаются к портативным и легким устройствам для ремонта на месте.
Фермеры также все чаще обращаются к портативным и легким устройствам для ремонта на месте.
Руководство по сварке MMA (палочной сваркой)
Что такое процесс MMA?
Используемые термины
MMA — Ручная дуговая сварка металлическим электродом SMAW — Дуговая сварка металлическим электродом в среде защитного газа Сварка стержнем
Процесс
Процесс MMA (ручной дуговой сварки металлическим электродом) был впервые разработан в России в 1888 г. электрод был введен, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был представлен квазидуговой метод. Использование электрода с покрытием было медленным из-за высоких производственных затрат, но потребность в сварных швах с более высокой целостностью привела к тому, что этот процесс стал более широко использоваться
электрод был введен, когда в Швеции был изобретен процесс Кьельберга. В Великобритании был представлен квазидуговой метод. Использование электрода с покрытием было медленным из-за высоких производственных затрат, но потребность в сварных швах с более высокой целостностью привела к тому, что этот процесс стал более широко использоваться
Материал соединяется, когда между электродом и заготовкой возникает дуга, плавящая заготовку и электрод с образованием сварочной ванны. В то же время электрод имеет внешнее покрытие, иногда называемое электродным флюсом, которое также плавится и создает экран над сварочной ванной, чтобы предотвратить загрязнение расплавленной ванны и способствовать установлению дуги.
Это охлаждает и образует твердый шлак поверх сварного шва, который затем необходимо срезать со сварного валика по завершении или перед добавлением еще одного валика. Этот процесс позволяет производить только короткие сварные швы из-за длины электрода до того, как потребуется вставить новый электрод
в держателе. Качество сварного шва во многом зависит от квалификации сварщика.
Качество сварного шва во многом зависит от квалификации сварщика.
Источник питания обеспечивает постоянный ток (CC) на выходе и может быть переменного тока (переменный ток) или постоянного тока (постоянный ток).
Конструкция сварочного инвертора MMA такова, что оператор, увеличивая длину дуги, уменьшает сварочный ток, а укорачивая длину дуги (уменьшая напряжение дуги), делает обратное, т. е. увеличивает ток. В качестве ориентира напряжение регулирует высоту и ширину валика сварного шва, в то время как ток контролирует проплавление, поэтому сварщик манипулирует электродом для получения удовлетворительного сварного шва.
Мощность, используемая в сварочном контуре, определяется напряжением и током дуги.
Напряжение (В) определяется диаметром электрода и расстоянием между электродом и заготовкой. Сила тока в цепи зависит от диаметра электрода, толщины свариваемых материалов и положения сварного шва. Большая часть информации об электродах будет отображать сведения об используемых типах тока и оптимальном диапазоне тока.
Источники питания для сварки MMA, которые могут выполнять сварку TIG, часто называют источниками питания с падающей характеристикой. Как правило, это устройства базового типа с селектором, магнитным управлением усилителем или приводом от двигателя с прочной конструкцией, поскольку они часто требуются для работы в экстремальных условиях.
Характеристика выходной формы привела к появлению термина «спуск».
Современные сварочные инверторные источники питания могут решить эти проблемы и обеспечить отличные характеристики и производительность, поскольку кривая может контролироваться электронным способом для каждого процесса.
Небольшие относительно дешевые комплекты переменного тока обычно используются в домашних условиях или при небольшом обслуживании, а некоторые более крупные комплекты переменного тока, часто с масляным охлаждением, могут использоваться в тяжелой промышленности, но в настоящее время наиболее распространены выходные комплекты постоянного тока.
Производство электродов означает, что не все электроды постоянного тока могут работать от источников переменного тока, но электроды переменного тока могут работать как от переменного, так и от постоянного тока. Постоянный ток (DC) является наиболее часто используемым режимом. Управление блоками переменного тока, как правило, осуществляется с помощью движущегося железного сердечника или переключаемых трансформаторов.
Источники постоянного тока на выходе могут использоваться для многих типов материалов и могут быть получены в широком диапазоне токов. Элементы управления этими устройствами варьируются от управления подвижным железным сердечником до новейших инверторных конструкций. Конструкция инвертора имеет много преимуществ, как они есть:
• Очень легкий и портативный по сравнению со своими предшественниками
• Очень энергоэффективный источник питания и экономия затрат на электроэнергию
• Способен обеспечить более высокую производительность при меньших затратах
• Высокий уровень контроля и производительности
Обычно предпочтительнее сваривать в плоском или горизонтальном положении. Когда требуется сварка в вертикальном положении или над головой, полезно уменьшить сварочный ток по сравнению с горизонтальным положением. Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения, а также постоянная подача электрода.
Когда требуется сварка в вертикальном положении или над головой, полезно уменьшить сварочный ток по сравнению с горизонтальным положением. Для достижения наилучших результатов во всех положениях с поддержанием короткой дуги требуется равномерное движение и скорость перемещения, а также постоянная подача электрода.
Из чего состоит система ММА (клюшки)?
Источник питания сварочного инвертора
Выбранный источник питания сварочного инвертора должен иметь достаточную мощность для плавления электрода и свариваемого материала с достаточной мощностью для поддержания напряжения дуги.
Процесс сварки MMA (Stick) обычно требует высокого тока (50–350 А) при относительно низком напряжении (10–50 В). Электроды для сварки MMA предназначены для работы с различными типами выходной мощности и напряжения, и вам всегда следует читать данные производителей.
Все сварочные электроды можно использовать на постоянном токе (DC), но не все на переменном токе (AC). Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен к полярности, рекомендованной производителем электрода, в большинстве случаев это будет положительная полярность электрода, но есть электроды, в которых используется отрицательная полярность электрода. Источник питания работает с «без нагрузки» или «напряжением холостого хода», когда сварочная дуга не зажигается. Это номинальное напряжение без нагрузки определено в стандарте EN 609.74-12012 (EN 60974) в соответствии со средой сварки или риском поражения электрическим током. Источник питания может иметь устройство снижения напряжения (VRD), установленное либо внутри, либо снаружи.
Некоторые электроды переменного тока также имеют определенные требования к напряжению. При использовании в режиме постоянного тока провод электрода должен быть подключен к полярности, рекомендованной производителем электрода, в большинстве случаев это будет положительная полярность электрода, но есть электроды, в которых используется отрицательная полярность электрода. Источник питания работает с «без нагрузки» или «напряжением холостого хода», когда сварочная дуга не зажигается. Это номинальное напряжение без нагрузки определено в стандарте EN 609.74-12012 (EN 60974) в соответствии со средой сварки или риском поражения электрическим током. Источник питания может иметь устройство снижения напряжения (VRD), установленное либо внутри, либо снаружи.
Электрододержатель и сварочные кабели
Электрододержатель и сварочные кабели
Электрододержатель зажимает конец электрода проводящими зажимами, встроенными в его головку. Эти зажимы работают либо за счет поворота, либо подпружиненного зажима (крокодилового типа).
Зажимной механизм позволяет быстро освободить оставшийся неиспользованный конец электрода (тупой конец).
Для обеспечения максимальной эффективности сварки электрод должен быть надежно закреплен в держателе, иначе плохой электрический контакт может привести к нестабильности дуги из-за колебаний напряжения и перегреву держателя.
Сварочный кабель крепится к держателю механически, с помощью обжима или пайки.
Держатели электродов должны соответствовать IEC 60974-11.
Сварочный кабель
Диаметр сварочного кабеля обычно выбирается на основе уровня сварочного тока. Чем выше ток и рабочий цикл,
, тем больше диаметр кабеля, чтобы он не перегревался (см. соответствующий стандарт). Если сварка выполняется на некотором расстоянии от источника питания, может потребоваться увеличение диаметра кабеля для уменьшения падения напряжения.
Сварочный электрод
Сварочный электрод состоит из материала сердцевины из того же материала, что и сталь, нержавеющая сталь и т. д., который обеспечивает присадочный металл сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает создавать дугу и защищает дугу от загрязнения так называемым шлаком.
д., который обеспечивает присадочный металл сварного шва. Он покрыт внешним покрытием, называемым флюсом, который помогает создавать дугу и защищает дугу от загрязнения так называемым шлаком.
Типы флюсов/электродов
Стабильность дуги, глубина проплавления, скорость осаждения металла и особенности положения в значительной степени зависят от химического состава флюсового покрытия на электроде. Электроды можно разделить на три основных типа:
• Основной
• Целлюлозный
• Рутиловый
Основные сварочные электроды
Основные сварочные электроды содержат большое количество карбоната кальция (известняк) и фторида кальция (плавиковый шпат) в покрытии. Это делает их шлаковое покрытие более текучим, чем рутиловое покрытие — оно также является быстрозастывающим, что облегчает сварку в вертикальном и потолочном положении. Эти электроды используются для сварки изделий среднего и большого сечения, где требуется более высокое качество сварного шва, хорошие механические свойства и устойчивость к растрескиванию (за счет высокой жесткости).
Особенности:
Наплавленный металл с низким содержанием водорода
Требуются высокие сварочные токи/скорости
Плохой профиль борта (выпуклый и грубый профиль поверхности)
Удаление шлака затруднено
При контакте этих электродов с воздухом происходит быстрое впитывание влаги. Из-за необходимости контроля содержания водорода эти электроды должны быть тщательно высушены в сушильном шкафу с регулируемой температурой.
Типичное время высыхания составляет один час при температуре примерно от 150°C до 300°C, но перед использованием всегда следует сверяться с данными производителя.
После контролируемой сушки основные и основные/рутиловые электроды необходимо выдерживать при температуре от 100°C до 150°C, чтобы защитить их от повторного поглощения влаги покрытием. Эти условия можно получить, перенеся электроды из основной сушильной печи в печь выдержки или нагретый колчан на рабочем месте.
Металлические порошковые электроды
Металлические порошковые электроды содержат добавку металлического порошка к флюсовому покрытию для увеличения максимально допустимого уровня сварочного тока. Таким образом, для данного размера электрода скорость осаждения металла и эффективность (процент осажденного металла) увеличиваются по сравнению с электродом, не содержащим порошка железа в покрытии.
Шлак обычно легко удаляется. Электроды из железного порошка в основном используются в плоском и вертикальном положениях, чтобы воспользоваться преимуществами более высокой скорости осаждения. Эффективность 130-140% может быть достигнута для рутиловых и основных электродов без заметного ухудшения характеристик дуги, но дуга имеет тенденцию быть менее сильной, что снижает проникновение валика.
ПРИМЕЧАНИЕ. Качество сварного шва зависит от стабильной работы электрода. Флюсовое покрытие не должно иметь сколов, трещин или, что более важно, не должно намокать. Электроды изготавливаются с различными типами покрытия и требуют разного обращения.
Электроды изготавливаются с различными типами покрытия и требуют разного обращения.
Целлюлозные сварочные электроды
Целлюлозные сварочные электроды содержат большое количество целлюлозы в покрытии и характеризуются глубоко проникающей дугой и высокой скоростью выгорания, что обеспечивает высокую скорость сварки. Сварочный нагар может быть крупным, а при наличии жидкого шлака удаление шлака может быть затруднено. Эти электроды просты в использовании в любом положении и известны тем, что используются в технике сварки «дымоход».
Характеристики:
• Глубокий провар во всех положениях
• Пригоден для сварки вертикальным швом вниз
• Достаточно хорошие механические свойства
• Высокий уровень образования водорода – риск образования трещин в зоне термического влияния (ЗТВ)
Эти электродные покрытия предназначены для работы при определенном содержании влаги в покрытии. Покрытие менее чувствительно к поглощению влаги и обычно не требует операции сушки. Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Однако сушка может потребоваться в тех случаях, когда относительная влажность окружающей среды, в которой хранились электроды, была очень высокой.
Рутиловые сварочные электроды
Рутиловые сварочные электроды содержат большое количество оксида титана (рутила) в покрытии. Оксид титана способствует легкому зажиганию дуги, плавной работе дуги и малому разбрызгиванию. Эти электроды являются электродами общего назначения с хорошими сварочными свойствами. Их можно использовать с источниками переменного и постоянного тока и во всех положениях. Электроды особенно подходят для сварки угловых соединений в горизонтальном/вертикальном (Г/В) положении.
Характеристики:
• Умеренные механические свойства металла шва
• Хороший профиль сварного шва, полученный за счет вязкого шлака
• Возможна позиционная сварка с жидким шлаком (содержащим фторид)
• Легко удаляемый шлак
9003 Рутиловые покрытия могут выдерживать ограниченное количество влаги, и покрытия могут испортиться, если они пересушены. Всегда сверяйтесь с данными производителя перед использованием.
Всегда сверяйтесь с данными производителя перед использованием.
Износостойкие/облицовочные сварочные электроды
Электроды с твердой наплавкой или изнашиваемые электроды используются в основном для нанесения твердой поверхности на более мягкий основной материал. Существует широкий спектр этих типов продуктов, и обычная область их применения — ремонт изнашиваемых поверхностей, таких как зубья землеройного и горнодобывающего оборудования.
Сварочные электроды постоянного тока с медным покрытием
Это наиболее распространенный тип из-за сравнительно длительного срока службы электрода. Эти электроды изготавливаются путем смешивания и обжига углерода, графита и связующего вещества и покрытия их медью. Они обеспечивают стабильные характеристики дуги и однородные канавки.
Плоские электроды постоянного тока
Они сконструированы так же, как электроды постоянного тока с медным покрытием, но без медного покрытия. Они изнашиваются быстрее, чем электроды с медным покрытием при использовании
Электроды с покрытием переменного тока
Эти электроды изготавливаются путем смешивания и спекания углерода, графита и специального связующего с добавлением редкоземельных материалов для стабилизации дуги.
Они покрыты медью.
В процессе используется сжатый воздух под давлением 80–100 фунтов на квадратный дюйм в электрододержателе.
Увеличение давления воздуха не приведет к более эффективному удалению металла.
Хранение сварочных электродов
Электроды всегда должны храниться в сухом и хорошо проветриваемом помещении. Хорошей практикой является укладка пакетов с электродами на деревянные поддоны или стеллажи на достаточном расстоянии от пола. Кроме того, все неиспользованные электроды, подлежащие возврату, должны храниться таким образом, чтобы они не подвергались воздействию влажной среды для повторного увлажнения.
Хорошие условия хранения: температура наружного воздуха на 10°C выше. Поскольку условия хранения должны предотвращать конденсацию влаги на электродах, склады электродов должны быть сухими.
В этих условиях и в оригинальной упаковке срок хранения электродов практически неограничен. Современные электроды теперь доступны в герметичных упаковках, что устраняет необходимость в сушке. Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя.
Однако при необходимости любые неиспользованные электроды должны быть повторно высушены в соответствии с инструкциями производителя.
Многие электроды теперь доступны в герметичных контейнерах. Эти вакуумные пакеты устраняют необходимость сушки электродов непосредственно перед использованием. Однако, если контейнер был открыт или поврежден, необходимо повторно высушить электроды в соответствии с инструкциями производителя.
Выбор электрода
Выбор диаметра электрода зависит от толщины обрабатываемой детали, положения сварки, формы шва, слоя сварки и т. д.
Уровень сварочного тока определяется размером электрода – рекомендуется нормальный рабочий диапазон и сила тока производителями. Типичные рабочие диапазоны для выбора размеров сварочных электродов показаны в таблице.
В процессе сварки дуга не должна быть слишком длинной; в противном случае это приведет к нестабильному горению дуги, большому количеству брызг, проникновению света, подрезам, дырам и т.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
 д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.
д. Если дуга слишком короткая, это приведет к прилипанию электрода к заготовке.Регуляторы инвертора, используемые при сварке ММА (стержнем)
Регулятор сварочного тока (А)
Регулятор тока регулирует выходной ток сварочного инвертора и, следовательно, скорость наплавки в зависимости от диаметра электрода.
Часто ток можно регулировать с помощью пульта дистанционного управления на более современных электронных сварочных инверторах.
Горячий старт
В начале сварки горячий старт обеспечивает повышенную величину тока, позволяющую электроду поджечь дугу, не прилипая к заготовке. Некоторые машины имеют автоматический ток горячего пуска с заданным временем и уровнем, другие имеют регулируемое управление горячим пуском, которое выбирает оператор.
Arc Force
Во время сварки напряжение дуги обычно составляет около 20 В. Часто ситуация может потребовать более короткой дуги, что приводит к более низкому напряжению, и электрод склонен «прилипать к заготовке», поскольку дуга фактически погасла. Контроль силы дуги решит эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. Некоторые машины имеют автоматический ток силы дуги, другие имеют переменную регулировку силы дуги, чтобы оператор мог выбрать требуемый уровень.
Контроль силы дуги решит эту проблему за счет увеличения тока при падении напряжения дуги, чтобы обеспечить перенос металла электрода и предотвратить прилипание электрода. Некоторые машины имеют автоматический ток силы дуги, другие имеют переменную регулировку силы дуги, чтобы оператор мог выбрать требуемый уровень.
Проблемы при сварке MMA (палкой)
Сварочный аппарат Pinnacle IntruARC 151 ARC
Распродажа
Распродажа
Распродажа
Распродажа
{{/Предметы}}Итого: {{{общая цена}}}
Посмотреть корзину Выезд
{{ tier_title }}
«,»reward_you_get_popup»:»Вы получаете»,»reward_they_get_popup»:»Они получают»,»reward_free_shipping_popup»:»Вы получаете скидку на бесплатную доставку\r\n Они получают скидку на бесплатную доставку»,»reward_you_get_free_popup «:»Бесплатная доставка»,»popup_item_tier_benefits_title»:»Преимущества»,»popup_item_tier_benefits_next_tier»:»Следующий уровень»,»popup_item_tier_benefits_list_of_tiers»:»Список уровней»,»reward_tier_achieved_on»:»Достигнуто {{ month }} {{ day } }, {{ year }}»,»reward_tier_multiply»:»Множитель»,»reward_tier_multiply_points»:»{{multiply_points }}x»,»earn_tier_more_points»:»Заработано {{ more_points }}/{{ next_tier_points }} {{ points_name }}»,»reward_as_discount»:»{{ сумма }} скидка»,»reward_as_points»:»{{ сумма }} {{ points_name }}»,»reward_as_gift_card»:»{{ сумма }} подарочная карта»,»flexible_discount «:»Скидка»,»flexible_discount_price»:»Цена со скидкой»,» available_discount_title»:»В данный момент у вас нет доступных наград»,»reward_your_tier»:»Ваш уровень:»,»reward_next_tier»:»Нет уровень xt:»,»reward_page_confirm»:»Подтвердить обмен»,»reward_redeem_cancel»:»Отменить»,»reward_redeem_confirm»:»Подтвердить»,»reward_page_earn_points»:»Заработать баллы»,»reward_not_enough_points»:»Недостаточно баллов»,» select_rewards»:»Выберите награду»,»reward_birthday»:»День рождения»,»reward_enter_birthday»:»Введите день рождения»,»reward_please_enter_birthday»:»Пожалуйста, укажите день рождения»,»reward_enter_valid_birthday»:»Введите правильную дату дня рождения»,» warning_title_for_reward»:»К сожалению, похоже, что программа лояльности и вознаграждений недоступна для этой учетной записи. «,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть
«,»warning_title_for_reward_requirelogin»:»Чтобы принять участие в нашей программе лояльности и вознаграждений, вы должны сначала подтвердить свою учетную запись. Пожалуйста, войдите в систему, чтобы проверить свое право на участие.»,»reward_notifications_earned_points»:»Вы заработали {{ points_name }}!»,»reward_notifications_spend_your_points»:»Потратьте свои баллы! У вас есть {{ point_balance }} {{ points_name }}»,»reward_activity_reset_points»:»Сбросить баллы»,»reward_activity_reset_tiers»:»Сбросить уровни»,»reward_activity_reset_tiers_description»:»»,»reward_notifications_you_have»:»У вас есть {{ points_name }}»,»reward_notifications_discount_check»:»Используйте скидку на странице оформления заказа»,»reward_notifications_add_discount_to_your_cart»:»У вас есть доступная скидка. Добавьте скидку в корзину!»,»reward_discount_unavailable»:»Скидка недоступна»,»reward_program_emails»:»Письма по бонусной программе»,»reward_title_earn_for_place_order»:»Купите этот товар и заработайте {{ points_count }} {{ points_name }}»,» награда_title_earn_for_place_order_on_cart_or_checkout»:»Вы зарабатываете {{points_count}} {{points_name}} за эту покупку»,»reward_save_btn»:»Сохранить»,»reward_delay_points_pending_status_rule»:»В ожидании»,»referral_page_inviting_text»:»Пригласив друга»,» referral_page_your_benefit»:»Ваша выгода»,»referral_page_your_friends_benefit»:»Привилегия вашего друга»,»referral_page_get»:»Получите»,»referral_page_no_reward_text»:»похвалите, пригласив своих друзей!»,»referral_link»:»Реферальная ссылка»,»copy_link «:»Копировать ссылку»,»referral_page_share_title»:»Поделиться в социальных сетях»,»referral_page_active_discounts»:»Активные скидки»,»claim_referral»:»Claim»,»referral_notification_label»:»Пожалуйста, введите адрес электронной почты, чтобы получить подарок», «email_sent_successfully»:»Ваше письмо успешно отправлено полностью!»,»referral_page_share_link_not_log_in»:»Войдите, чтобы начать делиться ссылкой»,»reward_activities_order_refund»:»Возврат заказа»,»reward_activities_order_updated»:»{{rule_title}} (Заказ обновлен)»,»activity_refund_earn_point»:»-{ { points_count }} {{ points_name }}»,»activity_refund_earn_points»:»-{{ points_count }} {{ points_name }}»,»activity_order_tier_lowered»:»Уровень понижен ({{ tier_title }})»,»order_refunded_activity_spend»:» +{{ points_count }} {{ points_name }}»,»reward_activity_discount_refund»:»Возврат скидки»,»reward_activity_gift_card_refund»:»Возврат подарочной карты»,»refund_tier_activity_discount_refund»:»Возврат скидки ({{ Discount_code }})»,»referrer_guest_notify_message «:»Зарегистрируйтесь, чтобы получить скидку»,»reward_sender_block_list_in_referral_program»:»К сожалению, эта реферальная ссылка больше не активна»,»referral_title_history»:»История»,»referral_not_allowed_to_use_referral_program»:»Вам не разрешено использовать реферальную программу», «referral_no_activity»:»Нет активности»,»referral_history_c ustomer_name»:»Имя»,»referral_history_customer_email»:»Электронная почта»,»referral_history_status»:»Статус»,»referral_history_date»:»Дата»,»order_redeem_discount_name»:»Скидка на заказ ({{ name_order }})», «discount_expire_in_day»:»Скидка действует через {{ days_count }} день»,»discount_expire_in_days»:»Скидка действует через {{ days_count }} дней»,»activity_discount_expired_code»:»Скидка истекает {{ code }}»,»activity_discount_expired»: «Срок действия скидки истек»,»current_balance»:»Текущий баланс»,»birthday_gift_multiply_message»:»Баллы за каждый заказ, сделанный в день вашего рождения, будут умножены на {{multiply_points }}!»,»your_discount_code»:»Ваш код скидки:», «verify_account_message»:»Чтобы получить вознаграждение за создание учетной записи, подтвердите свой адрес электронной почты.
 «,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено,
«,»verify_account_email_is_send_massage»:»Письмо с подтверждением отправлено, , пожалуйста, проверьте свой почтовый ящик.»,»verify_account_button»:»Подтвердите аккаунт»,»spending_card»:»Карта правила расходов»,»minimum_purchase»:»Требуется минимальная покупка {{ Discount_amount }}»,»tier_info»:»Информация об уровне» ,»completed_rule»:»Выполненное правило»,»earning_rule»:»Правило заработка»,»reward_popup»:»Всплывающее окно вознаграждения»,»birthday_field»:»Поле дня рождения»,»shop_it»:»КУПИТЬ»,»назад»: «Назад»,»click_for_sound_on»:»Нажмите, чтобы включить звук»,»click_for_sound_off»:»Нажмите, чтобы отключить звук»,»view_on_instagram»:»Посмотреть в Instagram»,»view_on_tiktok»:»Посмотреть в Tiktok»,»instagram_gallery»: «Галерея Инстаграм»}
Что такое инверторный сварочный аппарат
Будь то сварка TIG или MIG, инверторный сварочный аппарат можно использовать для калибровки для различных стилей сварки.
Поскольку в инверторных сварочных аппаратах используются трансформаторы меньшего размера, они имеют малый вес, универсальны и эффективно справляются со своей задачей. Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.
Кроме того, они потребляют меньше энергии и могут работать от обычного бытового тока.
Сварочные аппараты с инвертором используют новейшие кремниевые технологии для обеспечения электронного управления процессом сварки. Эта технология включает преобразование первичного переменного тока в постоянный до увеличения частоты тока. И, наконец, он будет выпрямлен обратно в постоянный ток для питания электрода.
Они содержат компоненты на основе кремния, которые обеспечивают управление процессом повышения частоты и выпрямления тока. Это помогает с защитой от перегрузки и контролем производительности машины.
Этот конкретный сварочный аппарат работает в этом процессе – Первоначально высокое постоянное напряжение подается путем выпрямления высокого входного напряжения 110–240 В. Система управления, присутствующая в машине, преобразует ее обратно в переменный ток. Кроме того, частота увеличена с обычных 50 Гц до диапазона высоких значений от 10 000 Гц до 30 000 Гц.
Наконец, переменное напряжение (высокочастотное) окончательно преобразуется обратно в постоянное выходное напряжение в диапазоне 20–50 В, которое подается на сварочную дугу. Из-за высокой частоты размер преобразователя резко увеличивается, что позволяет сварочному аппарату иметь компактные размеры.
Из-за высокой частоты размер преобразователя резко увеличивается, что позволяет сварочному аппарату иметь компактные размеры.
Сварочный инвертор представляет собой простое электронное устройство, помогающее регулировать напряжение. Они обеспечивают более низкое используемое выходное напряжение за счет преобразования источника питания переменного тока. Например, питание 240 В переменного тока преобразуется в выходное напряжение 20 В постоянного тока.
Они используют ряд электронных компонентов для процесса преобразования энергии. В то время как обычные устройства на основе трансформаторов в основном используют один большой трансформатор для регулирования напряжения.
Инвертор увеличивает частоту основного питания с 50 Гц до 20 000 – 100 000 Гц. Это делается с помощью ряда электронных переключателей, которые быстро (за миллионную долю секунды) включают/выключают питание. Этот рабочий механизм управления источником питания до того, как он достигнет трансформатора, позволяет значительно уменьшить размер трансформатора.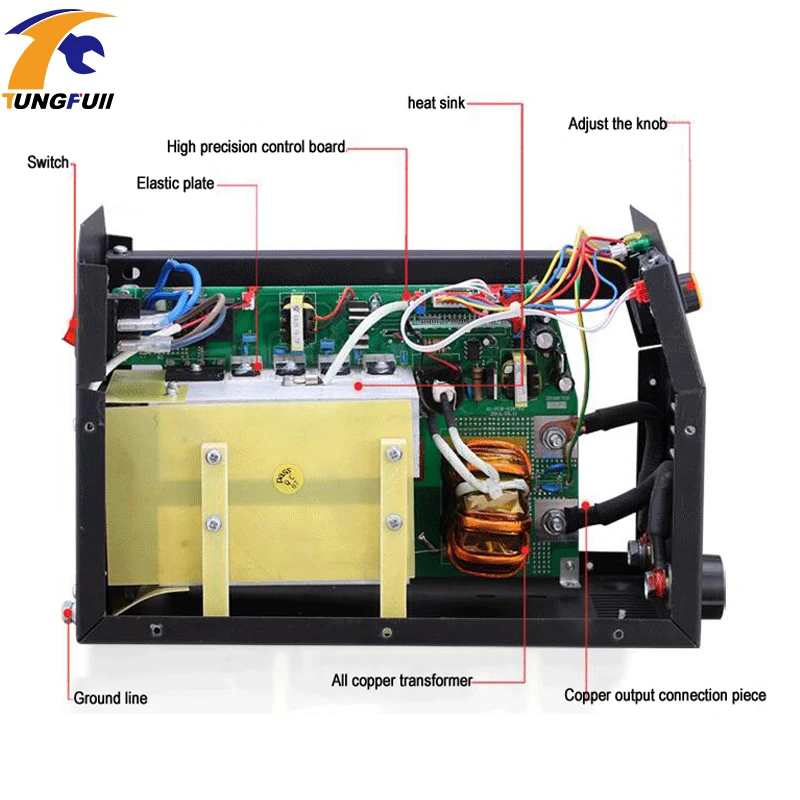
Инверторный сварочный аппарат имеет несколько преимуществ. Мы упомянули некоторые из них ниже для справки.
1. Компактный дизайнПо сравнению с обычными аппаратами компактный размер является одним из основных и значительных преимуществ использования инверторного сварочного аппарата. Например, инверторный сварочный аппарат, который весит менее 5 кг, компактнее чемодана и его легко носить на плече, способен обеспечить мощность, аналогичную 50-килограммовому трансформаторному аппарату.
2. ЭффективностьИдеальные инверторные сварочные аппараты имеют КПД от 80% до 90%. По сравнению с обычными машинами, которые имеют КПД 50%, эта намного выгоднее. Меньшая эффективность в обычных вариантах объясняется тем, что более крупные трансформаторы в них имеют большее сопротивление, что приводит к потерям мощности за счет рассеивания тепла.
3. Несколько сварочных процессов
Несколько сварочных процессов Процесс сварки электродом является наиболее популярным в мире сварки. Тем не менее, такие методы, как TIG и MIG, по-прежнему могут быть надежными для сварки различных материалов, которые возможны с помощью дуговой сварки.
Раньше для сварки электродом после сварки TIG приходилось использовать разные машины. Инверторные сварочные аппараты премиум-класса позволяют использовать только одну машину для различных требований к сварке.
Сварочные аппараты инверторного типа поставляются с простыми компонентами, помогающими настроить процесс в соответствии с поставленной задачей. Большинство из них поставляются с держателем палки, горелкой MIG и другими необходимыми кабелями. Вместо того, чтобы вкладывать средства в отдельные компоненты, вы приобретете все необходимое оборудование всего за одну покупку.
4. Контроль дуги По сравнению с традиционными аппаратами для дуговой сварки инверторы обеспечивают хороший контроль над электрической дугой. Таким образом, это обеспечит жизнеспособность сварных швов благодаря стабильности и простоте управления дугой. Программное обеспечение инвертора настраивается на основе управления дугой. Поскольку инверторы имеют более высокое напряжение холостого хода по сравнению со стандартной машиной, они просты в эксплуатации и обслуживании.
Таким образом, это обеспечит жизнеспособность сварных швов благодаря стабильности и простоте управления дугой. Программное обеспечение инвертора настраивается на основе управления дугой. Поскольку инверторы имеют более высокое напряжение холостого хода по сравнению со стандартной машиной, они просты в эксплуатации и обслуживании.
Обычно стандартная сварочная машина полностью использует переменный ток для сварки. Однако инверторы преобразуют переменный ток в постоянный, поэтому вы можете подобрать разные электроды для работы с DC- и DC+.
Хотя электроды можно использовать с любым током, специальные предназначены для определенных задач. Таким образом, если вы просто используете сварочный аппарат переменного тока, то сварочные работы, которые вы можете попробовать, ограничены. Однако с инверторным сварочным аппаратом вы можете начать день со сварки нержавеющей стали и переключиться на сварку алюминиевых прутков в течение нескольких минут.
Обычно вы можете достичь более высоких рабочих циклов с инверторными машинами из-за размера трансформатора. Из-за мелких компонентов в инверторе сварочный аппарат может быстро перегреваться, они также намного быстрее остывают. Но в обычном сварочном аппарате с трансформатором компоненты больше, поэтому они накапливают тепло и требуют больше времени для охлаждения.
7. Потребляемая мощностьСварщики инверторной сварки могут использовать только бытовой ток (110 вольт), в то время как традиционная дуговая сварка использует розетку 220 вольт. при работе с инвертором. Вы можете с радостью подключиться к любой бытовой электрической розетке для ее включения.
Поскольку инвертор потребляет более низкий диапазон мощности для работы, вы получите меньше счетов за электроэнергию и сэкономите больше денег. Таким образом, вы можете попробовать несколько инверторных сварочных аппаратов, не беспокоясь о перегорании предохранителя. Они полезны для людей, у которых есть сварочный цех, тогда вы можете сэкономить на эксплуатационных расходах, особенно если вы используете инверторные сварочные аппараты, а не полагаетесь на традиционные варианты.
Они полезны для людей, у которых есть сварочный цех, тогда вы можете сэкономить на эксплуатационных расходах, особенно если вы используете инверторные сварочные аппараты, а не полагаетесь на традиционные варианты.
Внутренние детали инверторного сварочного аппарата могут перегреться, особенно если они работали в течение нескольких часов. При длительном использовании даже при перегреве это может привести к выходу из строя некоторых деталей и сокращению срока службы инверторного сварочного аппарата.
Как и настольный компьютер, инверторные сварочные аппараты оснащены охлаждающим вентилятором для уменьшения нагрева и защиты внутренних частей.
9. Преобразование переменного тока Сварочные аппараты с инвертором преобразуют переменный ток в постоянный, в отличие от стандартного сварочного аппарата, в котором используются электроды переменного и переменного тока. Инверторы способны принимать высокое входное напряжение переменного тока и преобразовывать его в более низкое выходное напряжение SC.
Инверторные сварочные аппараты имеют специальную программную технологию, которая преобразует и регулирует ток. Это программное обеспечение помогает регулировать напряжения, а не трансформаторы, которые используются в традиционных машинах. Трансформатор инвертора легкий и маленький, что делает инвертор портативным, компактным и удобным для путешествий.
10. Использование генератораПри выполнении сварочных работ за пределами вашего цеха или клиента вам может потребоваться генератор, если у вас нет свободного доступа к электрической розетке. Генераторы доступны в различных мощностях и размерах. Обычно для традиционных сварщиков только более крупные генераторы способны обеспечить достаточную мощность.
Еще одна проблема, с которой обычно сталкиваются сварщики при выполнении сварочных работ на открытом воздухе, — это колебания мощности генератора, которые не так распространены в стандартной розетке. Если в середине работы над проектом сварки возникают колебания, возможно, вы не сможете контролировать сварочную ванну или дугу.
При использовании инвертора колебания генератора не влияют на качество сварки. Новейшие инверторные сварочные аппараты поставляются с IGBT (биполярными транзисторами с изолированным затвором), которые регулируют напряжение машины, что помогает вам работать с генератором с флуктуирующей выходной мощностью. Традиционные сварочные аппараты могут быть повреждены во время скачков напряжения. Однако инверторный сварочный аппарат использует программное обеспечение IGBT для управления любыми изменениями напряжения.
Недостатки инверторных сварочных аппаратовКак и любой другой прибор или оборудование, даже инверторные сварочные аппараты имеют недостатки. Хотя они перевешивают преимущества, о них стоит знать.
1. Ненадежные дешевые инверторные сварочные аппараты Поскольку вы, возможно, уже состоите в семьях, более дешевые варианты в основном ненадежны и никогда не служат всю жизнь. Вам повезет, если более дешевый вариант прослужит хотя бы несколько месяцев, прежде чем выйдет из строя. Когда дело доходит до затрат на ремонт, они могут быть довольно дорогими, что составляет почти половину стоимости машины. При покупке инверторных сварочных аппаратов вам, возможно, придется потратить дополнительные деньги на начальном этапе, но они прослужат вам всю жизнь.
Когда дело доходит до затрат на ремонт, они могут быть довольно дорогими, что составляет почти половину стоимости машины. При покупке инверторных сварочных аппаратов вам, возможно, придется потратить дополнительные деньги на начальном этапе, но они прослужат вам всю жизнь.
Большинство стандартных сварочных аппаратов переменного тока имеют одинаковую конструкцию за последние 50 лет. Они в основном доступны по цене и более подвержены ремонту. Однако модели инверторов немного сложны и разработаны с использованием электроники и программного обеспечения, которых нет в стандартных опциях.
По истечении гарантийного срока вам может потребоваться небольшая дополнительная плата за обслуживание инверторного сварочного аппарата. Один из способов просто избежать таких затрат на ремонт и обслуживание — выбрать продление гарантии, полученной при покупке. Некоторые бренды позволяют сделать это при покупке модели.
3. Менее прочный
Менее прочный Несмотря на то, что аппарат имеет компактную конструкцию, которая удобна и практична для работы за пределами площадки, он не является прочным и громоздким, как сварочный аппарат переменного тока. Легкие инверторные сварочные аппараты обычно подвержены повреждениям из-за запыленности и сильных падений.
Если в инверторе скапливаются переносимые по воздуху частицы пыли, подобные тем, которые имеются в зернохранилище, электрические компоненты машины внутри него могут быть повреждены и, возможно, выйти из строя.
Инверторные сварочные аппараты переменного или постоянного тока?Обычно сварочные аппараты питаются переменным током, но преобразуют его в постоянный ток. Некоторые из новейших машин могут обеспечивать выход переменного и постоянного тока.
Это достигается за счет наличия в машине понижающих трансформаторов и выпрямителей. Они преобразуют входной переменный ток в постоянное напряжение, необходимое для процесса сварки. Это иногда мешало им использовать их для сварки переменным током.
Это иногда мешало им использовать их для сварки переменным током.
Развитие технологии сварки позволило включить в новые модели опции для выполнения сварки как на постоянном, так и на переменном токе в зависимости от материалов и их требований к сварке.
Из-за этого большинство сварщиков в настоящее время используют инверторные сварочные аппараты, которые имеют два режима работы переменного/постоянного тока. Это дает им полную гибкость в использовании инверторного сварочного аппарата для различных материалов без каких-либо проблем.
Как долго работает инверторный сварочный аппарат? Обычно инверторные сварочные аппараты имеют более короткий срок службы, который может еще больше сократиться, если вы не храните или не обслуживаете его должным образом. Поскольку он имеет чувствительные и большее количество компонентов, его можно довольно легко повредить, если вы не позаботитесь о нем должным образом. Обычно инверторный сварочный аппарат служит от 5 до 6 лет.
Сварочные аппараты инверторного типа имеют относительно новую технологию, которая претерпела множество усовершенствований и разработок. Но благодаря конструкции с электронным управлением вы можете получать обновления программного обеспечения и делать обновления в будущем без каких-либо дорогостоящих компонентов.
По сравнению с традиционным сварочным аппаратом-трансформером модель с инвертором имеет более короткий срок службы. Чувствительные компоненты и дорогостоящие технологии дороги как в замене, так и в ремонте, что делает бессмысленными затраты на это. Таким образом, вы можете в конечном итоге позаботиться об обслуживании и правильном хранении машины. В противном случае вы столкнетесь с серьезными проблемами позже, чем ожидалось.
Ваш инвертор обычно служит от 5 до 10 лет в зависимости от марки, которую вы вложили. Если вы инвестируете в продукт, который прослужит долго, вам, возможно, придется потратить на него часть денег.
Как пользоваться инверторным сварочным аппаратом? По сравнению с традиционным трансформаторным сварочным аппаратом инверторный сварочный аппарат считается простым в эксплуатации и установке. Если вы не знакомы с инверторным сварочным аппаратом, вы можете ознакомиться с инструкцией, которая прилагается к нему. Или же вы можете проверить видео на YouTube. Ниже приведены некоторые шаги, которые необходимо учитывать для изучения основ правильного процесса использования инверторного сварочного аппарата.
Если вы не знакомы с инверторным сварочным аппаратом, вы можете ознакомиться с инструкцией, которая прилагается к нему. Или же вы можете проверить видео на YouTube. Ниже приведены некоторые шаги, которые необходимо учитывать для изучения основ правильного процесса использования инверторного сварочного аппарата.
- Во-первых, вам необходимо подключить инверторный сварочный аппарат к электрической розетке. После этого подключите заземление, минус и плюс к рабочему столу.
- Теперь взгляните на наконечник сварочного пистолета, чтобы убедиться, что металлы были сплавлены с помощью наконечника в предыдущем процессе. Если да, то вам придется аккуратно с помощью плоскогубцев выкорчевать ненужный материал.
- Вы должны носить защитное снаряжение, такое как перчатки, каски и обувь для защиты.
- Выберите необходимые настройки и инструменты, чтобы начать процесс сварки.
- Очистите заготовки и поместите их рядом друг с другом в местах, где они должны быть сварены. После этого подпилите материалы так, чтобы они образовали V-образное углубление.
- Вы должны медленно перемещать инверторный сварочный аппарат вдоль V в одном направлении, чтобы он мог сформировать соединение.
- Напилите и отшлифуйте дополнительный сварной шов для получения гладкой и однородной поверхности.
 После этого подпилите материалы так, чтобы они образовали V-образное углубление.
После этого подпилите материалы так, чтобы они образовали V-образное углубление.Используя передовые технологии сварки, такие как IGBT, mosafet и другие, сварщики-сварщики могут выполнять требования к сварке нержавеющей стали и железа. Они подходят для сварки изделий из нержавеющей стали, сварки железных дверей и ряда других. Они также удобны для сварки предметов домашнего обихода, строительных и промышленных сварочных работ.
Arc140 140 Amp Igbt DC Inverter Welder Сварочный аппарат Mma/stick 110v Digital
Сварочный аппарат ARC-140
Это ручной дуговой сварочный аппарат премиум-класса 140A. Легкий сварочный аппарат с прочной стальной конструкцией. Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
Tough Equipment & Tools, Pay Less
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- Бесплатный возврат в течение 30 дней
- Внимательное обслуживание 24/7
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиум прочное качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24/7
Высшее качество
Этот сварочный аппарат для дуговой сварки имеет малый вес и прочную стальную конструкцию, обеспечивающую надежность длительное использование.
Инвертор IGBT
Применяет самую передовую технологию однолампового GBT. С быстрым динамическим откликом, износом под высоким давлением, защитой от поломки.
Регулируемый ток
Ручкой отрегулируйте ток в соответствии с различной толщиной сварного шва. Также есть светодиодный экран для отображения тока в реальном времени.
Эффективный вентилятор охлаждения
С защитой от перегрева, защитой от избыточного давления и защитой от перегрузки по току с охлаждающим вентилятором на задней панели с хорошим рассеиванием тепла.
Подключи и работай
Оснащен ручкой для переноски, которую проще и удобнее использовать в повседневной работе.
Широкое применение
Совместим с различными кислотными и щелочными электродами, может использоваться для сварки нержавеющей стали, углеродистой стали, низколегированной стали и т. д.
Технические характеристики
Номинальное входное напряжение: AC 110V
Частота: 60 Гц
Трогона сварки: 1 — 10 мм
. 39 AMP
Оценка Выход: 25,6 В
- .0,8 x 5,1 дюйма
Вес нетто: 9,9 фунта
Содержимое упаковки
Прочное оборудование и инструменты, платите меньше
VEVOR — ведущий бренд, специализирующийся на оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Premium Tough Quality
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневный бесплатный возврат
- Внимательное обслуживание 24 часа в сутки 7 дней в неделю
Tough Equipment & Tools, ведущий бренд V0OR2, Pay Less 90 в оборудовании и инструментах. Наряду с тысячами мотивированных сотрудников, VEVOR стремится предоставить нашим клиентам надежное оборудование и инструменты по невероятно низким ценам. Сегодня VEVOR оккупировал рынки более чем 200 стран с более чем 10 миллионами членов по всему миру.
Почему выбирают ВЕВОР?
- Премиальное жесткое качество
- Невероятно низкие цены
- Быстрая и безопасная доставка
- 30-дневная бесплатная доходность
- 24/7 Служба
ARC-140 Welding Machine
Эта премьер-ронд-ронд-ронд-ронд-мимовой марш. сварщик. Легкий сварочный аппарат с прочной стальной конструкцией. Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
сварщик. Легкий сварочный аппарат с прочной стальной конструкцией. Он применяет передовую технологию инвертора IGBT и систему управления PWM. Поддержка входного напряжения 110 В. Меньше брызг, с расплавленной ванной 1-10 мм. Идеально подходит для пайки кислотных и щелочных электродов, таких как низко- и среднеуглеродистая сталь, легированная сталь и т. д. Портативный для машиностроения, обработки листового металла, ограждения, обслуживания автомобилей, обработки железа, крупных проектов, заводов, верфей, предметов интерьера, строительства. и т. д.
- Высокая производительность
- Высокая совместимость
- Долговечное качество
- Надежность и безопасность
Высшее качество
Этот сварочный аппарат для дуговой сварки представляет собой легкий сварочный аппарат с прочной стальной конструкцией, обеспечивающий высокую стабильность и длительный срок службы.
Инвертор IGBT
Применяет самую передовую технологию однолампового GBT. С быстрым динамическим откликом, износом под высоким давлением, защитой от поломки.
С быстрым динамическим откликом, износом под высоким давлением, защитой от поломки.
Регулируемый ток
Ручкой отрегулируйте ток в соответствии с различной толщиной сварного шва. Также есть светодиодный экран для отображения тока в реальном времени.
Эффективный вентилятор охлаждения
С защитой от перегрева, защитой от избыточного давления и защитой от перегрузки по току с охлаждающим вентилятором на задней панели с хорошим рассеиванием тепла.
Подключи и работай
Оснащен ручкой для переноски, которую проще и удобнее использовать в повседневной работе.
Широкое применение
Совместим с различными кислотными и щелочными электродами, может использоваться для сварки нержавеющей стали, углеродистой стали, низколегированной стали и т. д.
Содержание пакета
- 1 x Сварщик
- 1 x Владелец электрода
- 1 x Земля
- 1 x Руководство пользователя
Спецификации
- 15 RATED Входная обстана: AC 110002.
