Температурный шов на отмостке: Компенсационный(деформационный) шов в отмостке :виды,как сделать своими руками
Деформационный шов в отмостке. Заполнение и изоляция швов.
23 Октябрь 2016 Стройэксперт Главная страница » Фундамент » Деформации Просмотров: 20097
Деформационные швы в отмостке дома
Фундамент является основной конструкцией всего дома, и именно от уровня его качества, зависит время, которое прослужит дом. При монтаже любого фундамента важно устроить деформационные швы в отмостке максимально правильно.
- Нюансы правильного создания
- Виды швов
- Заполнение швов
- Изоляция швов
Деформационный шов — это специально сделанный участок, который выполняет роль защиты и дает возможность фундаменту переносить колебания температур и почвы. Деформационный шов является популярным строительным приемом в сейсмоактивных районах, а в защите больше всего нуждается ленточная основа.
Все деформационные швы, существующие в строительстве, можно условно разделить на несколько категорий:
- осадочные;
- температурные;
- усадочные;
- сейсмические.

Подбор конкретной разновидности шва осуществляется с оглядкой на земельный тип и особенности климата конкретного региона, а также нюансы подстилающего слоя.
к оглавлению ↑
Нюансы правильного создания
Желательно, чтобы число швов было рассчитано геодезистом с опытом. Чтобы грамотно сделать шов, который защитит фундамент от деформирования, необходимо следовать некоторым правилам. Так, по высоте шов должен быть равным высоте фундамента, а дистанцию между каждым из швов, можно будет определить как раз исходя из расчетов. Но в общем есть средние нормы расположения швов, для домов, которые сделаны из деревянных материалов, шаг швов составит 0.6 метров, а для зданий, стены которых сделаны из кирпича — 0.15 метров.
Компенсационные швы в отмостке
Также важна сама структура здания. К примеру, если дом будет иметь пристройку, то по угловым рубежам тоже будет нужно создать деформационные швы, которые должны иметь среднюю ширину 10-12 см. Выбирать тепло- и гидроизоляцию для фундаментов нужно по-разному — так, фундамент плитного типа будет лучше защитить с помощью просмоленной пакли, а основа ленточного типа потребует отдельно теплоизоляции и гидроизоляции.
Выбирать тепло- и гидроизоляцию для фундаментов нужно по-разному — так, фундамент плитного типа будет лучше защитить с помощью просмоленной пакли, а основа ленточного типа потребует отдельно теплоизоляции и гидроизоляции.
При создании отмостки применяются деревянные рейки, которые необходимо в дальнейшем залить битумом. Шов, располагаемый между отмосткой и основой дома, не будет нужен, если основа уже имеет изоляцию от влаги и холода.
Вышеизложенные советы можно назвать универсальными и пригодными для всех разновидностей компенсационных швов. Следование им поможет сделать крепкий и долговечный фундамент, который прослужит не одно десятилетие.
к оглавлению ↑
Виды швов
Небольшие отличия разновидностей швов определяет то, в какой области они применяются, от этого будет зависеть и особенность их работы. Так, сейсмический шов будет уместен в зонах с повышенными рисками землетрясений. Он примет на себя нагрузку в случае колебания земли и не даст зданию деформироваться. В случае, если шов нужно разместить между пристройкой и главным зданием, то основы этих двух конструкций нужно разделить слоем пеноплекса, стироформа или же использовать армофлекс с толщиной 2 см.
В случае, если шов нужно разместить между пристройкой и главным зданием, то основы этих двух конструкций нужно разделить слоем пеноплекса, стироформа или же использовать армофлекс с толщиной 2 см.
Температурные швы в отмостке используются преимущественно в регионах, где температура воздуха на протяжении года сильно меняется. Чтобы максимально сгладить сдвиги почвы после изменений температуры, площадь фундамента делится на секторы с помощью реек из дерева. Подобные виды швов используются при устройстве в постройках, не имеющих отопления.
Швы усадочно-деформационного типа делаются между блоками основы и наливаемым сверху бетоном. Причиной таких мероприятий можно назвать особенность бетона, который съеживается при испарении воды.
Монтаж осадочного защитного шва можно встретить при закладке основания для дома, имеющего много этажей. Это дает возможность максимально равномерно перенаправить всю нагрузку и убрать риск разрушений. Монтаж деформационных швов выполняется с помощью разных профилей. Профессиональные мастера просто выбирают наиболее предпочтительный профиль и создают из него компенсационный шов в отмостке.
Монтаж деформационных швов выполняется с помощью разных профилей. Профессиональные мастера просто выбирают наиболее предпочтительный профиль и создают из него компенсационный шов в отмостке.
к оглавлению ↑
Заполнение швов
Если шов будет устроен неправильно, то он может разрушиться. Важно использовать только высококачественные герметики, эластичность которых подходит как раз для заделки подобных швов. Герметики делаются из полимеров, которые и дают необходимые свойства средству.
Самым популярным герметиком для наполнения полости деформационного шва можно назвать полиуретановый тип, который дает большую выносливость и обеспечивает долгий срок службы заизолированных конструкций. Цена такого материала будет более высокой, чем других герметиков, но его свойства на порядок выше.
Герметизирование деформационных швов
Подготовка к герметизированию заключается в прочистке шва от различных загрязнений. Обработанный таким образом шов будет качественным и прослужит долго. Полиуретановые герметики кроме высокого уровня эластичности хорошо скрепляются с поверхностью, также они термостойкие и могут переносить колебания температур -100-+100 градусов.
Полиуретановые герметики кроме высокого уровня эластичности хорошо скрепляются с поверхностью, также они термостойкие и могут переносить колебания температур -100-+100 градусов.
к оглавлению ↑
Изоляция швов
Вся конструкция строящегося дома разделяется на отдельные участки чертежа — узлы, в которых будут размещены компенсационные швы в отмостке. Безоговорочным условием создания подобных швов является их защита от воды, особенно если есть подвал или цокольный этаж.
При подборе гидроизолятора следует руководствоваться размерами шва, возможностью деформаций, давлением на него и максимальной нагрузкой, а также характером влияния на шов, также важным нюансом будет показатель давления воды.
Во время проектировки защиты шва от воды, самым лучшим вариантом будет собственноручно сделанная петля, которая будет заниматься сбором влаги. Также нужно сделать влагособирающие прокладки, разместив их прямо в бетоне. После того, как швы были защищены от излишней влажности, обязательно нужно исследовать все точки соприкосновения на предмет протечек. Сделанный в соответствии с правилами и нормами деформационный шов в отмостке сделает фундамент дома долговечным, что особенно важно на нестабильных землях. На стадии проектировки домов и других объектов строительства в сейсмоактивных регионах создание компенсационных швов — это из важнейших разделов проектных документов. Правильность обустройства, герметизирования и защиты швов от воды прямым образом соотносятся с показателем крепости основы дома.
Также нужно сделать влагособирающие прокладки, разместив их прямо в бетоне. После того, как швы были защищены от излишней влажности, обязательно нужно исследовать все точки соприкосновения на предмет протечек. Сделанный в соответствии с правилами и нормами деформационный шов в отмостке сделает фундамент дома долговечным, что особенно важно на нестабильных землях. На стадии проектировки домов и других объектов строительства в сейсмоактивных регионах создание компенсационных швов — это из важнейших разделов проектных документов. Правильность обустройства, герметизирования и защиты швов от воды прямым образом соотносятся с показателем крепости основы дома.
герметизация компенсационных швов в отмостке демпферной лентой
Содержание
- 1 Конструктивные особенности отмостки
- 2 Что такое деформационный шов и зачем он нужен
- 2.1 Виды деформационных швов
- 2.2 Как сделать компенсационный шов
- 2.3 Когда заложить компенсационные швы
- 3 Изоляция швов
Для обеспечения прочности и надежности основания при обустройстве фундамента следует особое внимание уделить отмостке. Она исключает проникновение влаги, которая оказывает разрушительное воздействие. Кроме того на фундамент дома негативное влияние оказывает изменение температуры, вызывающее пучение грунта. Для исключения отрицательного воздействия важно предусмотреть компенсационные швы в отмостке.
Она исключает проникновение влаги, которая оказывает разрушительное воздействие. Кроме того на фундамент дома негативное влияние оказывает изменение температуры, вызывающее пучение грунта. Для исключения отрицательного воздействия важно предусмотреть компенсационные швы в отмостке.
Конструктивные особенности отмостки
Для обеспечения прочности и надежности основания при обустройстве фундамента следует особое внимание уделить отмостке.Любая отмостка состоит из двух слоев: подстилающего и облицовочного. В качестве верхнего слоя используют бетонную заливку, тротуарную плитку, кирпичную кладку. Внутренняя структура включает следующие элементы:
- Гидроизоляция. Следует обустроить дренажную систему, уложить слой геотекстиля. Это позволит минимизировать влияние грунтовых вод.
- Утепление. Этот процесс не обязательный. Специалисты рекомендуют обязательно обеспечивать теплоизоляцию отмостки в регионах с суровым климатом. В Москве и близлежащих территориях более мягкие условия, поэтому утепление можно не проводить. Слоем пеноплекса удастся существенно продлить срок службы отмостки, тем самым обеспечив надлежащую защиту фундаменту.
- Армирование позволяет придать конструкции дополнительную прочность и надежность, позволит выдерживать большие нагрузки.
 Слоем пеноплекса удастся существенно продлить срок службы отмостки, тем самым обеспечив надлежащую защиту фундаменту.
Слоем пеноплекса удастся существенно продлить срок службы отмостки, тем самым обеспечив надлежащую защиту фундаменту.Занимаясь укладкой облицовочного слоя, следует позаботиться про отвод осадков от основания дома. Для этого предусматривается уклон полосы от фундамента.
Что такое деформационный шов и зачем он нужен
Деформационные швы в отмостке не являются обязательными.
Особенно актуален этот элемент при обустройстве оснований ленточного типа, поскольку они больше всего подвержены растрескиванию. При сезонных движениях грунта бетон сужается и расширяется, что может привести к образованию трещин на фундаменте. Монтаж демпфирующих швов позволит бетону двигаться без ущерба для основания.
Виды деформационных швов
В зависимости от выполняемых функций компенсационные швы в отмостке делятся на 4 типа:
- усадочные;
- сейсмические;
- осадочные;
- температурные.

Подбирать необходимый вариант необходимо, исходя из особенностей региона, где возводится строение. Оценивают следующие факторы:
- тип и подвижность грунта;
- особенности климата;
- материал, из которого сооружается отмостка.
Чтобы быть уверенным в правильности выбора, следует провести геодезические исследования, на основании которых делается вывод о необходимом виде элементов для отмостки.
Как сделать компенсационный шов
В качестве демпфирующего элемента используются деревянные бруски. Предварительно их обрабатывают битумом или пропитывают смолой. Современный материал – виниловая демпферная лента, но по стоимости первый вариант выгоднее. Деформационный шов располагается снаружи основания. 10-15 см. между фундаментом и отмосткой заполняют:
Деформационный шов располагается снаружи основания. 10-15 см. между фундаментом и отмосткой заполняют:
- смесью песка и щебенки;
- рубероидом;
- шнуром из полиэтилена;
- битумом или мастикой.
При использовании рулонных материалов укладываются слоя с обязательным перехлестом листов, чтобы исключить проникновение влаги к основанию.
Демпфирование предотвратит растрескивание фундамента. Чтобы бетонная заливка сохранила целостность при перепадах температуры, вдоль отмостки монтируются деревянные рейки на расстоянии 2-2,5 м. Они фиксируются перпендикулярно фасаду дома. Вместо брусьев используется также виниловая лента.
Когда заложить компенсационные швы
После монтажа опалубки укладывается компенсационный шов в отмостке.Технология обустройства отмостки аналогична для различных типов фундамента. На начальном этапе подготавливается траншея, укладывается гироизоляционный материал и засыпается слоем песка и щебня. После монтажа опалубки укладывается компенсационный шов в отмостке. Если проводится ремонт, материалы предыдущих постилающего и облицовочного слоев заменяются на новые.
Если проводится ремонт, материалы предыдущих постилающего и облицовочного слоев заменяются на новые.
Изоляция швов
Заделка деформационных швов нужна для защиты их от влаги. Прежде всего требуется очистить поверхность от загрязнений. После этого следует обработать полость герметиком. Наиболее распространенным для заделки шва можно назвать полиуретановый, поскольку он обладает хорошей эластичностью, устойчивостью к воздействию высоких и низких температур, надежностью и долговечностью.
Материал для изоляции подбирается в зависимости от размеров, расположения, нагрузки, воздействующей на швы.
Следует обустроить специальные влагособирающие петли, а также разместить в бетоне прокладки для впитывания влаги.
Правильно обустроенная отмоска – гарантия долгой службы фундамента дома. Компенсационные швы следует продумать на стадии проектирования, чтобы избежать неточностей, правильно рассчитать количество необходимых материалов, сделать конструкцию максимально надежной и долговечной.
Качественная придомовая дорожка поможет избежать негативного влияния влаги, повысить прочность конструкции, при этом послужит привлекательным декоративным элементом.
Деформационные швы в отмостке 👉 свойства, назначение
Деформационный шов – часть фундамента. Фундамент – часть здания, от которой зависит долговечность, удобство эксплуатации.
ОтмосткаПеред строительством нужно разобраться с грамотным оформлением компенсационного шва, изучить его важность.
Компенсационный шов в отмостке
Шов – решение в сейсмоопасных районах. Выполняет защитную роль, делает реальным перенос колебаний. Деформационный прием – гарант переживания перепадов температур.
Существует прием в нескольких вариациях, выбор конкретной зависит от необходимых функций.
Виды деформационных швов
Зазоры бывают осадочные, усадочные, сейсмические, температурные. Деление условное.Выбор конкретного зависит от параметров:
- Климат местности, в которой располагается здание;
- Материал, из которого изготовлен фундамент;
- Состояние базового грунта.
Усадочные
Усадочные деформационные приемы организуются на бетонных фундаментах. Из названия исходит функция.
Бетон просыхает неравномерно. Нижняя часть высохнет быстрее верхней, что приведет к неравномерной стяжке. Стяжка послужит причиной образования трещин, полного разрушения фундамента.
Для избежания печальных обстоятельств делаются надрезы в грунте, устанавливаются балки (рейки). Материал отмостки спасается конструкцией.
Деформационный усадочный вариант организуется. Образовавшееся расстояние делает напряжение между частями меньше.
Температурные
Деформационные конструкции организуются для сдерживания отмостки в ситуациях температурных скачков.
Температурный шов обязателен для любых железобетонных сооружений.
Любая колонна имеет температурный зазор вокруг столба.
Осадочные
Осадка здания – процесс смещения части на уровень ниже основного. Процесс влечет разрушения. Организация деформационного расстояния – получение подвижной конструкции, в которой реально исправление сложившегося положения.
Осадка здания происходит из-за изменения грунта (пересушивания, размельчения, переувлажнения).
Сейсмические
Сейсмическая опасность — частая активность, вызываемая движением материковых плит. Технологии строительства получили разработку фундаментных зазоров, позволяющих минимально снижать ущерб от стихийного бедствия для здания.
Нюансы правильного создания
Требуется целостное создание стяжки отмостки, организация шовных полостей, отделочные процедуры. Учитывают:
- Особенности геологии, рельефа. Земельный участок оценивают специалисты.
- Водонасыщенность, системы стока, отвод водных масс из почвы, протоки.
- Расположение деформационных разрезов.
- Размер отмостки.
Отмостка иногда помещается в пешеходную зону, служит декором, усилителем, дополнительной защитой.
Расстояние между разрезами — 2-3 метра. В точных расчетах помогают мастера, обращение к которым требуется на чертежной стадии разрешения вопроса о компенсационных зазорах.
Количество разрезов зависит от нагрузки. Деревянные дома, сооружения с облегченным основанием позволяют ограничиваться меньшим количеством.
Заполнение швов
Герметизацию, или заполнение производят после застывания бетона, вынимания фундамента из опалубки. Герметизация – заполнение неровностей (трещин) вспененным полиэтиленом, герметиком.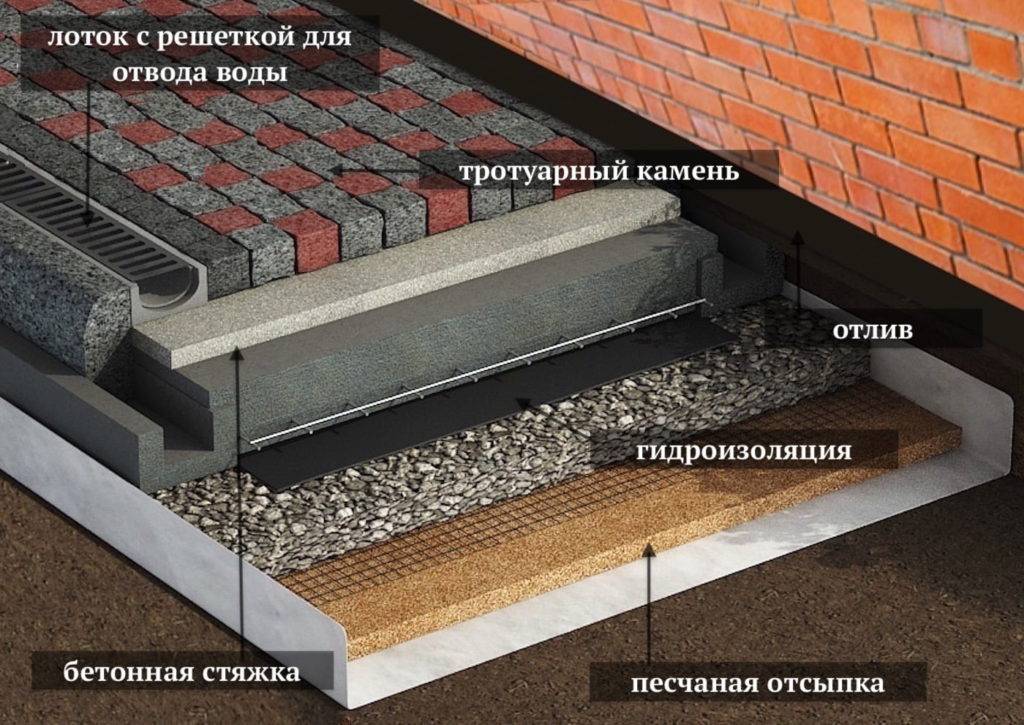
В бетонных полах применяют профильный шнур. Гибкий, заполняет полость, длиной до 500 м, шириной – до 6.
Герметичное заполнение выполняют спустя два-три месяца от отстраивания фундамента, организации. Шнур используется в первую неделю после снятия опалубки.
ГерметизацияИзоляция швов
Бетон вокруг дома сыграет декоративную роль, если под отмостку залить воду. Требуется гидроизоляция.
Материал для гидроизоляции:
- Уплотнители из полимеров, резины.
- Гернитовый жгут. Жгут помещается в полость.
- Гидрошпонка. Подходит для гидроизоляции расхождений, разрезов, вынужденных зазоров. Профильная лента, сделанная из полимеров, резины, добавочных материалов. Гидрошпонкой разрез закрывают.
- Профильные конструкции.
- Вспененный полиэтилен. Доступный, эластичный – легко растягивается, сжимается.
- Мастика. Шов заливают, получают околорезиновое покрытие.
Как в отмостке сделать компенсационные швы?
Деление монолитной структуры фундамента на части, называемые блоками (картами) – задача, кажущаяся затруднительной. Выполнение не вызовет трудностей, если следовать инструкции.
Выполнение не вызовет трудностей, если следовать инструкции.
Подготавливается основание фундамента. Распределяют подсыпку из щебневой массы, песка в равных соотношениях. Устанавливается монолит, поверх – сетка из прутьев арматуры. На сетке закрепляются перегородки, место будущего расхождения.
Вырезка деформационной засечки производится пилой-машинкой, укладкой материала между фундаментом и отмосткой. Материал — стекло, рубероид, пластик, дерево, полимерная пленка, другое доступное растяжное покрытие, которое не даст частям слипнуться до высыхания.
Особенности отмостки
Отмостка — изолированное от водного воздействия покрытие вокруг здания. Лидерами по практичности, прочности остаются бетон, железобетон, смеси бетона с другими растворами.
Организовать отмостку реально самостоятельно. План работы:
- Разметка краёв конструкции.
- Съем верхнего слоя грунта. Достаточно избавления от почвы на уровне штыка лопаты.
- Подготовка полученной траншеи. В подготовку включается утрамбовка грунта, подсыпка песка, щебневой массы.
Переборщив со снятым слоем, есть риск сильного понижения уровня при утрамбовке.
- Гидроизоляция. Материал — рубероид. Одного слоя достаточно, напуск между кусками — 15-20 см.
- Подсыпка (повторная, первая) щебнем, песком. Утрамбовка обсыпанной части.
Шов в отмостке организуется виниловой лентой, колышками на опалубке отливной конструкции. Первый слой бетона заливается на 3-6 м. Поверх подсохшего слоя, (на схватывание уходит несколько часов) кладется сетка из арматуры. Сетка — дополнительный разделитесь деформационного зазора. Поверх армирования заливают верхний слой,
Высота верхнего слоя зависит от уровня вод в грунте. От воды также зависит углубление траншеи, опалубки, уровня фундамента.
Стандартная глубина траншеи — 30-50 см. По дну прокладывается труба дренажной системы.
Функции демпфирующих швов, как правильно сделать?
Деформационные зазоры (разрезы) получили широкое развитие в условиях современности. Для монтажа сейчас активно используют демпферную ленту.
Демпферная разновидность деформационного приема компенсирует температурные изменения, линейные деформации. Выполняет необходимые функции фундаментного шва, выделяясь монтажным удобством.
Отличия демпфирующего от обычного:
- Компенсация напряжений происходит в широком радиусе. При воздействии тепла бетонным, цементным стяжкам свойственно расширение — 0,5 мм. Расстояния достаточно для значительного увеличения нагрузки, образуются трещины, сколы. Шов успешно справится с регулирующей задачей.
- Теплоизоляция. Демпфер не дает бетону нагреваться, исключая увеличение напряжения.
- Маскировочные возможности. Ленточный деформационный элемент реально бесследно скрыть элементами внешней отделки.
Самостоятельный монтаж демпфера прост. На опалубке ленту закрепляют клеем (альтернативно — липучим составом смольного типа). Располагают между стяжкой и частью сооружения (стена цоколя, фундамент).
Компенсационный шов в стяжке
Геометрия отстроенного фундамента меняется. Чинить бетонную плиту сложно, поэтому организовывается деформационная хитрость – несколько плитных частей, вместо сплошного монолита. Зазор между частями снижает внутреннее напряжение, возникающее в монолитной конструкции при контакте с влагой, жидкостью, воздействии температуры (повышенной, пониженной), изменении почвенного состояния, механическом воздействии на фундамент.
Деформационный зазор разрешено объединять с технологическим швом. Технологическим называется шовное расхождение, возникающее при перерывах в заливке бетона. Вариант не всегда возможен. При нереальности воссоздания конструкции прибегают к намеренному созданию деформационных полостей.
Стяжка требует обязательных швов при установке теплого пола, системы кондиционеров, в стыках под колоннами, лестницами, оконными укреплениями. Дверные проемы также требуют шовных разрезов.
При исключении опалубки, скорой установке бордюрного камня на облицовку отмостки, требуется прокладывание изоляционного материала между камнем и бетоном.
План на закрытие полости паркетной доской позволяет не герметизировать полученные швы. Открытый воздух предполагает герметизацию.
«Сырой» вариантКогда заложить компенсационные швы?
Разделители плиты устанавливают на опалубку. Шаг между кольями – 2-3 метра. Первый разрез производится на стыке цоколя и отмостки, далее, продолжается по периметру здания.
Выполняются швы перпендикулярно фундаменту. Ширина – 1-2 сантиметра.
Монтаж отмосткиВ качестве кольев подойдут промасленные (или покрытые битумом) доски (бруски, рейки, обработанные палки), куски стекла, панели из пластика. Их ставят в уровень с опалубкой.
Демпфер прокладывают вдоль дома. Использование демпфера имеет несколько нюансов:
- Для качественной проклейки лучше провести валиком. Лента прижмется к стене, разгладится, клеевая основа схватится с бетонным основанием.
- Перед сматыванием ленты в рулон производитель наносит защитный слой. Крепление компенсатора в эксплуатации ленты позволительно после съема защитного слоя.
- По технологии, ленту укладывают выше слоя бетона. Можно срезать ножом, отклеить.
- Натягивать не рекомендуется – натянутое изделие не выполняет предписанных функций.
Деформационные швы – части фундамента, предохраняющие железобетонные стяжки, отмостку от деформации: растрескивания, разрушения, скоса конструкции.
Правильная организация важного фундаментного элемента добавит несколько лет в срок эксплуатации сооружения, снизит риски преждевременного разрушения, сохранит приличный вид внешней отделки, убережет от частого ремонта.
Средняя оценка
оценок более 0
Поделиться ссылкой
виды компенсационных зазоров (температурный и другие), как правильно и чем заделать щель между цоколем дома, из чего сделать термошвы?
Отмостка выполняет защитную функцию для фундамента и цокольной части дома, поэтому к ее прочности и конструктивных особенностям предъявляют строгие требования, контролируемые строительными нормативами.
Закладка компенсационных швов необходима при строительстве отмостки для всех типов использованных материалов – бетона, тротуарной плитки, щебенки и т.д.
О том, что собой представляет деформационный шов в отмостке, для чего его делают, какими материалами заполняют и изолируют, расскажем в статье.
Содержание
- 1 Что такое компенсационный шов?
- 1.1 Зачем нужен?
- 1.2 Последствия отсутствия
- 2 Виды и их устройство
- 2.1 Температурные
- 2.2 Усадочные
- 2.3 Осадочные
- 2.4 Сейсмические
- 3 Правила создания
- 4 Как правильно заделать щель между цоколем дома и отмосткой?
- 5 Чем заполнить зазор?
- 6 Как и чем изолировать термошвы?
- 7 Ошибки при создании
- 8 Заключение
Что такое компенсационный шов?
Деформационными швами называют особенность конструкции отмостки, которая заключается в делении ленты вокруг дома на фрагменты в пределах несущего каркаса.
Зазор между элементами позволяет компенсировать изменение геометрических размеров конструкции под действием температурных перепадов, устранить нагрузки в материалах и защитить обшивку цоколя от преждевременного разрушения.
Зачем нужен?
Воздушно-газовое состояние почвы вокруг дома меняется под действием сил морозного пучения из-за содержащейся в ней влаги. Изменения в объеме грунта приводят к движению поверхностей и возникновению сил, действующих на фундамент и отмостку.
Чтобы продлить срок службы конструктивных элементов силовой конструкции, в отмостке делают компенсационные швы. В результате лента, опоясывающая периметр сооружения, становится менее упругой и свободно переносит температурное расширение материалов и осадку строения.
Последствия отсутствия
Отказ от устройства компенсационных швов – нарушение технологии, что сказывается на целостности отмостки уже после первой зимы.
В результате в опоясывающей ленте, если она сделана из железобетона, возникают внутренние напряжения, который приводят к деформациям и появлению трещин.
Чем больше площадь конструкции, тем сильнее будет выражаться разрушающее действие в результате нагрузок. Образование трещин в отмостке передается через связанный каркас на перекрытия, балки, фундамент и несущие стены.
Минимальные сдвиги в положении конструктивных элементов создают угрозу для целостности всего сооружения. Если надолго оставить проблему без внимания, то отсутствие компенсационных швов может стать причиной разрушения каркаса здания.
Виды и их устройство
В зависимости от направления действия сил и природы их происхождения, различают температурные, осадочные, усадочные и сейсмические швы в отмостке. Согласно своду правил СП 21.13330.2012, размер швов выбирают с учетом таких параметров, как:
- климатические условия в регионе;
- геологические особенности грунта;
- использованные в строительстве материалы и т. д.
Температурные
Температурные швы обустраивают между любой отмосткой и стенами дома, а также в теле ленты. Конструкция позволяет нивелировать перепады высот в результате осадки дома, подвижек грунта, изменения объема материалов из-за температурных перепадов.
Особое внимание уделить вопросу устройства компенсационных швов нужно при строительстве в регионах с большой сезонной разницей температур.
Если по периметру дома предусмотрены колоны, то вокруг них также оставляют компенсирующие зазоры.
Усадочные
Бетонная стяжка твердеет по всей площади неравномерно, в результате чего высота слоя в центральной части будет ниже, чем по краям. Чтобы избежать перекоса, в промышленном строительстве делают надрезы с помощью орошаемого водой шванорезчика. В случае частного домостроения по всей площади отмостки ставят поперечные рейки с проектным шагом, которые потом удаляют.
Осадочные
Деление конструкции на изолированные части позволяет компенсировать напряжение, которое возникает в результате неравномерной осадки сооружения по всему периметру. Для бетонных стяжек, тротуарной плитки и брусчатки используют специальные профили, которые ставятся на слой гидроизоляции в процессе строительства отмостки. Роль осадочного шва также выполняет зазор между стенками дома и лентой.
Сейсмические
Чтобы горизонтальные и вертикальные деформационные сдвиги земной коры не разрушили конструкцию, перед заливкой бетона устраивают систему из поперечных профилей, изготовленных из:
- алюминия,
- нержавеющей стали,
- ПВХ,
- термопластичных эластомеров.
Систему поперечных реек необходимо устраивать в том случае, если дом построен в регионе с повышенной сейсмической активностью.
Мягкой отмостке из щебенки, деревянных мостков, крошки облицовочного материала постепенная просадка и вертикальные колебания грунта не носят вреда.
Правила создания
Чтобы отмостка прослужила максимального долго, перед устройством компенсационных швов строителю нужно учесть:
- рельеф участка и геологию почвы;
- систему отвода сточных вод;
- размер отмостки и тип материала, из которого она строится;
- конструкционные особенности дома;
- суммарные нагрузки на ленту и т. д.
Расстояние между демпферными зазорами в отмостке из бетона принимают равным от 2 до 2,5 м., из брусчатки – 4–5 м. Расчетом точных характеристик занимается специалист на этапе проектирования. Высота шва по всей его длине должна быть одинаковой.
Как правильно заделать щель между цоколем дома и отмосткой?
Строительство отмостки с компенсационными зазорами проходит по такой схеме:
- Размечают участок, снимают слой грунта.
- Дно траншеи выравнивают и утрамбовывают.
- Прокладывают слой гидроизоляции из глины или выстилают с этой целью слой рубероида.
- Устраивают утрамбованную дренажную подушку из песка и щебня.
- Монтируют опалубку для бетона, либо бордюры для тротуарной плитки или щебенки.
- Устанавливают барьер между стенами домом и отмосткой (осадочный шов), чтобы защитить облицовку от разрушения под действием сезонных подвижек грунта. С этой целью обычно используют специальную демпферную ленту, размер которой несколько выше бетонной стяжки.
Когда раствор примет окончательную прочность, излишки ленты обрезают. Разделяющие конструкции в обязательном порядке устраивают в местах, где есть перепады уровней, в углах отмостки и в районе дверных проемов.
- Монтируют поперечные рейки с проектным шагом для температурных/усадочных швов, которые предотвратят разрушение отмостки под действием внешних факторов. Г-образные участки делят на прямоугольники. С это целью можно использовать покрытые битумом или промасленные брусья, пластиковые элементы, куски стекла.
- Сверху заливают первый слой бетона.
- Выкладывают армирующую секу между поперечными рейками для компенсационного шва.
- Сверху делают бетонную стяжку или засыпают щебенкой.
- Когда бетон застынет, вынимают рейки и заполняют свободное пространство изолирующим материалом.
Как сделать деформационный шов в бетонной отмостке, подскажет видео:
Чем заполнить зазор?
Деформирующие зазоры можно заполнять такими материалами:
- строительным герметиком для наружных работ – после затвердевания материал на основе битума или полиуретана остается эластичным, не попускает грязь и воду;
- шнуром из пластифицированного ПВХ – удобный в работе материал, используют при работе с большими площадями;
- гидрошпонкой – смесью полимеров и мастики, после монтажа проем закрывают рейкой из металла, чтобы предотвратить попадание пыли;
- жидким битумом – недорогой материал с эластичной структурой при затвердевании, не пропускает влагу.
Также в образовавшееся пространство можно поставить конструкции, разработанные специально с этой целью.
Для заделки компенсационных швов в отмостке из клинкерной плитки выбирают материал такой фракции, чтобы одновременно был удобен в использовании и гарантировал достаточную стабильность просачивания.
Как правило, используют смесь щебенки фракции 0–4, 0–5, 0–8 мм, при этом объем частиц с минимальными размерами должен занимать не меньше двух процентов от объема всего сыпучего материала.
Как и чем изолировать термошвы?
В месте соединения отмостки со стенами цоколя, подвала или фундамента делают компенсационный зазор шириной до 2 см.
Варианты заполнения свободного пространства:
- забить песком, перемешанным с щебнем мелкой фракции;
- залить жидкой мастикой или битумом;
- заполнить герметиком;
- проложить скрученный рубероид;
- использовать шнур из пенополиэтилена (диаметр на 20% больше, чем ширина зазора).
Ошибки при создании
Проект монтажа отмостки составляется на основе индивидуальных условий, поэтому модели устройства компенсационных швов во все случаях будут различаться. Если проектированием занимается собственник или начинающий строитель, то можно сделать следующие ошибки:
- Слишком большой шаг между швами. Ситуация приводит к тому что в полотне отмостки рано или поздно появляются трещины. Решить вопрос можно расширением швов с последующим заполнением пространства уплотнительным шнуром. Таким образом получится герметичная мембрана, которая не боится усадок и вибраций.
- Отказ от утепления в регионах с большими перепадами температур, а также на участках с высокой степенью пучения почвы может привести к тому, что компенсационные мероприятия не справятся с возникающими нагрузками. Избежать деформаций можно, закладывая на этапе строительства теплоизолирующий слой из экструзивного пенополистирола – материла, который отличается высокой прочностью, влагостойкостью и одновременно обеспечивает достаточное теплосопротивление конструкции.
- Жесткое соединение отмостки и цокольной части приведет к появлению трещин, которые представляют опасность для целостности всей конструкции. В зависимости от размера трещин выбирают изоляционный материал между монтажной пеной, полиуретановыми герметиками, битумной мастикой и демпферной лентой. Ситуация также может возникнуть, если изначально не продумана гидроизоляции отмостки, даже если был устроен демпферный зазор.
Таким образом, технология монтажа компенсационных швов тесно связана с методикой устройства отмостки.
Нарушая последовательность технологических этапов или отказываясь от некоторых из них, собственник непременно сталкивается с разрушением конструкции, что существенно снижает срок службы не только ленты вокруг дома, но и фундамента.
Устроенные щели нельзя оставлять открытыми, поскольку в них будет скапливать влага, провоцируя появление новых трещин и других деформаций.
Самая важная и полезная информация по строительству отмосток собрана в этом разделе.
Заключение
Компенсационные швы в отмостке защищают полотно от преждевременного разрушения в результате температурных расширений материала, сезонных или сейсмических подвижек грунта, осадки здания и т.д.
Поскольку все элементы конструкции тесно связаны между собой, то деформирующие зазоры нивелируют действие избыточных напряжений, возникающих в процессе эксплуатации сооружения. Отказавшись от проведения мероприятия, строитель рискует тем, что уже после первой зимы в отмостке и облицовке цоколя появятся трещины и сколы.
Как правильно выполнить и заделать температурные швы в отмостке
Виды деформационных швов в конструкции отмостки
На основание дома и прицоколькую дорожку действуют силы разного происхождения, поэтому швы в отмостке могут быть различных видов и зависеть от:
- климатических условий местности;
- применяемых стройматериалов;
- характеристик почвы.
Усадочные швы
Бетонное покрытие сохнет неравномерно и в его центральной части высота получается немного меньше. Этот перекос вызывает появление в стяжке трещин.
Источник фото: stroyfora.ru
При строительстве отмостки, чтобы избежать разрушения ее структуры, используют разрезы, выполняемые специальным швонарезчиком, либо путем укладки реек на глубину, равную трети высоты покрытия. После их демонтажа, образовавшиеся пустоты нивелируют разрушительное напряжение на поверхности покрытия.
Температурные
Существенные температурные перепады ведут к сжатию или расширению бетона. Во избежание разрушения стяжки, во всех железобетонных элементах, кроме фундамента, формируются температурные швы в отмостке посредством укладки демпферной ленты между стенкой здания.
Осадочные
Эти компенсационные швы делят отмостку на отдельные части. Подобная структура поверхности исключает разрушение в случае осадки строения из-за неоднородного грунта и разного веса элементов.
Монтаж профиля выполняют при обустройстве гидроизоляции.
Сейсмические
Источник фото: betonzavod-info.com
Используются только в регионах с высокой сейсмичностью, придавая конструкции стяжки необходимую подвижность.
Требования СНиП
Согласно СНиП от 2.02.01 83, очень часто определяющегося как СНиП на отмостку, имеющего общие поправки касательно монтажа основания строительных объектов, объединяя показатели по деформации, влияние подземных вод и другое. Руководствоваться СНиП от 2.02.01 83 стоит для расчетов плана и соблюдения некоторых норм относительно почв и т.д. Но определенные показатели этот документ не учитывает, поэтому советовать его как главный и единственный не стоит.
В соответствии с III-10-75 СНиП отмостка здания должна очень близко примыкать к стене дома по всему периметру. От 1% до 10% должен выполняться уклон данных конструкций. В труднодоступных для приборов местах, в базовой части данного строительного элемента стоит проводить вручную уплотнение, чтобы исчезли следы от ударов и используемый материал перестал иметь подвижки.
Внешняя часть данных строительных элементов в границах прямолинейных территорий не должна включать кривые участки больше, чем 10 мм в горизонтальном и вертикальном направлении. Важно, чтобы бетон, заливаемый для данных конструкций, отвечал всем требованиям материала, используемого для строительства дорожных конструкций. Нормы, предъявляемые к устройству отмосток, указываются в документах ГОСТ 9128-97 и ГОСТ 7473-94.
Нюансы закладки компенсационных швов
Необходимое количество швов под силу вычислить только опытному геодезисту.
Средние нормы расстояния между швами:
- 60 см – для деревянных построек;
- 15 см – для кирпичных зданий.
Подбор тепло- и гидроизоляции для фундаментного основания выполняется в зависимости от его типа: для плиточных рекомендуют просмоленную паклю, для ленточных – отдельные изоляционные слои.
Возведение прицокольной конструкции предусматривает применение деревянных реек, пазы от которых заливают битумом.
Источник фото: lafargeholcimrus.ru/
Чем заполняют швы отмостки
Материалы для заполнения швов характеризуются упругостью, пластичностью, сжимаемостью с моментальным восстановлением изначальной формы.
Демпферная лента
Способна предотвратить трещины в стяжке при ее высыхании, компенсируя нагрузку от прилегающих строительных конструкций.
Уплотнительный шнур
Выпускается из вспененного полиэтилена. Делится на сплошной тип и в виде трубы. Его диаметр должен на 1/4 превышать ширину шва.
Мастики и герметики
Современные герметизирующие средства делятся на:
- акриловые;
- силиконовые;
- полиуретановые.
Они могут быть 1-компонентными – полностью готовыми к применению, либо 2-компонентными – готовятся путем соединения ингредиентов перед нанесением.
Мастики зачастую применяются для герметизации деформационных щелей извне и наносятся на предварительно уложенный демпфирующий материал.
Источник фото: seventools.ru
Профили
Имеют всевозможные размеры и конфигурации. Выполняются из резины, пластика, металла или их комбинаций. Некоторые модели устанавливаются при заливке раствора, другие монтируются в паз после застывания основы.
LiveInternetLiveInternet
- Регистрация
- Вход
—Рубрики
- автомобиль (19)
- бисер (542)
- украшения (21)
- вышивка крестом (8115)
- Gorjuss Fox Gloves (5)
- Neocraft (28)
- NIMUЁ (73)
- алфавит (79)
- ангелы, феи, эльфы (423)
- бабочки (147)
- барджелло (24)
- бискорню (14)
- блекворк (100)
- валентинки (171)
- веночек (51)
- восток (37)
- времена года (113)
- городской пейзаж (18)
- дамское (603)
- дачное (183)
- деревья (46)
- детское (518)
- дома и домики (1101)
- животные (307)
- журналы (216)
- зайцы (1)
- ирисы (10)
- кошки (267)
- кролики (1)
- кухня (133)
- люди (140)
- маки (9)
- миниатюры (674)
- мишки (61)
- монохром (366)
- МТСА, петит (9)
- мыши (5)
- натюрморт (75)
- новогодний сапожок (2)
- новый год (876)
- окна (43)
- открытки (482)
- очешник (160)
- пасха (212)
- пейзаж (221)
- петухи и куры (84)
- пледы, скатерти, салфетки (36)
- подушки (33)
- птицы (441)
- разное (60)
- розы (228)
- Сара Кей (1)
- свадьба (24)
- сельский пейзаж (17)
- символ года (137)
- собаки (5)
- совы (56)
- сумочки (34)
- сэмплер (41)
- танцы, музыка (14)
- техника вышивки (30)
- уголки, бордюры (70)
- узоры (48)
- фрукты, ягоды (47)
- цветы (1233)
- чайное (151)
- часы (22)
- вязание (254)
- узоры (53)
- дача (1278)
- гортензия (3)
- декоративные кустарники (45)
- идеи для дачи (367)
- комнатные цветы (42)
- огород (247)
- помошники сада-огорода (74)
- розы (86)
- строительство и ремонт (58)
- фрукты, ягоды (104)
- хвойники (22)
- цветы (306)
- декупаж (1760)
- декор бутылок (16)
- картинки для декупажа (852)
- техника декупажа (287)
- ЖЗЛ (204)
- актеры (8)
- Царская семья (104)
- животные (1)
- здоровье (377)
- красота (8)
- лекарственные травы (38)
- игры (18)
- интересные факты (51)
- история (93)
- личности (54)
- картины и картинки (25)
- книги (16)
- компьютер (75)
- кулинария (388)
- 2-е блюдо (16)
- выпечка (107)
- десерты (84)
- заготовки (28)
- из мяса (14)
- из рыбы (20)
- имбирь (13)
- мультиварка (6)
- напитки (43)
- овощи (3)
- пасха, куличи (5)
- пикник (5)
- салаты (51)
- хлеб (5)
- мудрые мысли (6)
- музыка (157)
- авторская песня (17)
- джаз (10)
- зарубежная эстрада (24)
- инструментальная (19)
- классика (2)
- песни (34)
- ретро (10)
- романс (23)
- танцы (2)
- шансон (19)
- мультфильмы (23)
- новый год (303)
- пасха (149)
- полезные советы (38)
- религия (119)
- Владимирская область (3)
- иконы (5)
- иконы (2)
- монастыри (28)
- рисование (8)
- рукоделие (695)
- батик (4)
- витраж (10)
- вытынанки (4)
- вязание крючком (47)
- вязание спицами (45)
- глина (8)
- игрушки (103)
- из бумаги (57)
- из бутылок (6)
- квиллинг (12)
- кофейные страсти (4)
- лепка (22)
- мишки тедди (3)
- мыловарение (11)
- очумелые ручки (86)
- тильды (9)
- фетр (26)
- фоамиран (183)
- цветы (31)
- спектакли (7)
- старые открытки (366)
- города (5)
- дамское (21)
- дети (41)
- Елизавета Бём (3)
- животные (4)
- кошки (3)
- люди (10)
- Москва (12)
- пейзаж (3)
- праздники (86)
- собаки (1)
- цветы (17)
- стихи (48)
- тесты (5)
- Удивительные миры (31)
- путешествия (12)
- С-Петербург (13)
- фильмы (70)
- цветы (21)
- шью сама (241)
- энциклопедии (11)
—Музыка
- Все (1)
—Поиск по дневнику
—Подписка по e-mail
—Постоянные читатели
- Все (460)
—Сообщества
—Статистика
Заполнение швов
После окончательного затвердевания бетона, рейки удаляют и приступают к заделке щелей. С этой целью используются вышеперечисленные ленты и герметизирующие средства.
В промышленности при заполнении деформационных пазов применяется гибкий пластифицированный поливинилхлоридный шнур. Он выпускается длиной до 500 м при ширине порядка 6 мм.
Заполнение щелей герметиками можно выполнять только спустя 3 месяца после их формирования, а шнур следует уложить в течение 1-ой недели.
Размеры демпферных лент
Наиболее распространена краевая демпферная лента толщиной 8 мм и 10 мм, но может быть 2-3-5 мм. В малых помещениях обычно рекомендуют применять восьми миллиметровую, в комнатах побольше лучше ставить толщиной 10 мм.
Ширина демпферной краевой ленты — от 6-8 см до 20 см, но чаще всего в продаже есть 10-15 см. Как правило, такая ширина избыточная. При установке ее крепят на всю высоту, после излишки обрезают в уровень с чистовой отделкой пола. Некоторые производители для удобства делают несколько отрывных линий. Продается в рулонах различной длины: минимальная длина — 10 метров, максимальная 100 или 150 метров.
Изоляция швов
Вода под отмостку проникать не должна, иначе последняя будет лишь декорацией.
Метод гидроизоляции выбирается с учетом количества осадков, предельной деформационной нагрузки и характера разрезов.
Зачастую на практике припеняют такие варианты:
- полимерное уплотнение;
- гернитовый жгут;
- гидпрокладка;
- профильные конструкции.
Самый дорогой способ – установка уплотнителя из вспененного полиэтилена. Материал легко сжимается и имеет высокую эластичность.
Применение гидропрокладки на основе полимера обеспечивает качественную герметизацию, эластичность и прочность. Она без труда монтируется и служит длительное время.
Какой выбрать герметик
Устранить трещины бетонной отмостки изнутри здания можно смесью на базе силикона. Снаружи применяются только высокопрочные составы.
Для подвижных швов важна устойчивость к осадкам, ультрафиолету, эластичность и хорошая адгезия. Для неподвижных – устойчивость к температурным колебаниям, морозостойкость и хорошее сцепление.
Спустя время герметик не должен смещаться. Чтобы заделать температурные швы в отмостке, созданные между фундаментом здания, можно использовать силан-модифицированные препараты, которые не теряют своих свойств на жаре и морозе.
Советы профессионалов
- При заливке бетона не забывайте, что отмостка должна иметь наклон от здания в сторону грунта. Для бетонного покрытия хватит ската величиной в 3º. Для его создания следует выставить рейки деформационных швов под соответствующим углом.
- Для увеличения надежности отмостки ее можно гидроизолировать. Для этого на подстилающей подушке можно расстелить плотную полиэтиленовую пленку либо рубероид. Их полотнища нужно укладывать друг на друга с нахлестом.
- В жаркую погоду застывающий бетон из-за стремительного испарения влаги может растрескаться. Поэтому его надо укрыть мешковиной либо полиэтиленовой пленкой. Она должна лежать на покрытии, пока покрытие не высохнет.
Утепленная отмостка
Если участок расположен в местности с грунтом, подверженным морозному пучению, то отмостку нужно будет теплоизолировать. При этом соответствующий материал должен быть влагостойким, плотным и прочным. Под эти определения подходит ЭППС (экструдированный пенополистирол). Для отмостки необходимо использовать материал толщиной 5-10 сантиметров, исходя из климата вашего региона.
Плиты экструдированного пенополистерола не обладают устойчивостью к точечным нагрузкам. Исходя из этого, материал надо укладывать не под подстилающую подушку, а под бетонный раствор.
Отмостку по периметру дома можно сделать самостоятельно. В этом нет ничего особо сложного. Главное тут — соблюдать правила, делать все аккуратно и без ошибок. В этом случае фундамент, подвал или цоколь вашего дома будут надежно защищены от влаги.
Ознакомьтесь с видео, которое завершает статью. В нем вы найдете дополнительную информацию о том, как сделать отмостку вокруг дома:
Чтобы дом простоял долго, нужно соблюдать технологии в строительстве. На заключительном этапе возведения здания для защиты фундамента делается отмостка. Поверхностные дождевые и талые воды не проникают к основанию сооружения. Трава не растет вплотную к стенам, дополнительно не удерживает влагу. Для увеличения срока службы отмостка должна быть выполнена правильно.
Вывод
Чтобы прицокольная конструкция прослужила длительное время и надежно защищала основание дома, в ней необходимо предусмотреть разного рода швы, в зависимости от типа грунта, используемых стройматериалов и климатических условий.
С целью заделки отверстий применяются высококачественные современные герметики, огромный ассортимент которых позволяет подобрать наиболее подходящий вариант для каждой конкретной ситуации с учетом всех нюансов строительства.
Грамотно выполненные температурные швы не допускают впоследствии разрушения конструкции отмостки, значительно продлевая период ее эксплуатации.
Как не допустить появление дефектов
Если при строительстве отмосток вы учитываете ширину свесов крыши и структуру грунта, то в процессе эксплуатации дефекты в будущем вряд ли будут возникать. Ширина бетонируемой или асфальтной полосы, либо тротуара из плитки должна быть шире карниза, если почва обычная. Если здание строится на неустойчивых грунтах, то ширина ее должна быть больше, чем 1 м.
Если в ваших планах возводить здание с гидроизоляцией, то следует следить во время эксплуатации за возможными повреждениями конструкции. Чтобы не появились дефекты отмостки здания, специалисты рекомендуют вывести гидроизоляцию на необходимый уровень – край конструкции.
Конечно, строительство любых объектов должно вестись соответственно с данными нормативных документов. Чтобы не произошло проседания конструкции, ее следует выполнить водонепроницаемой. Если грунт, на котором строится дом, по своим свойствам может проседать, то полоса из бетона, асфальта или тротуарной плитки должна быть не менее 2 метров.
Также, чтобы не допустить появлению дефектов во время эксплуатации данной конструкции важно выполнить армирование с использованием металлической сетки. В частности, это играют большую роль при возведении сооружений на пучинистых грунтах.
Отмостка вокруг дома | Блог прораба Олега Клышко
Здравствуйте, уважаемый читатели блога, в статье отмостка дома покажу фото и расскажу, как делали отмостку на одном из строительных объектов. Данный метод устройства отмостки можно применить в строительстве своего дома.
Из статьи «Отмостка дома» вы узнаете для чего необходима эта конструкция и какую роль играет в гидроизоляции дома. Напомню, отмостка служит защитой фундамента от внешних вод, уменьшает промерзание грунта, сохраняет тепло, отводит воду в ливневую канализацию, дренаж, если они есть.
Новости блога
Друзья скоро новый год и мне не хочется конкурс «Как я делал ремонт», который начал и отменил, переносить в следующий год. С выхода этой статьи 07.12.14 конкурс считается открытым и продлится до 10.01.15 года. В новогодние каникулы, между праздничными застольями, думаю, будет время вспомнить и рассказать читателям блога свою историю, связанную с ремонтом или строительством. Условия не много изменю для того чтоб принять участие необходимо зарепостить 4 статьи с конкурсом и другие понравившиеся вам статьи блога в соцсетях.
Этапы устройства отмостки вокруг дома
Здания вокруг, которых делали отмостку строились с разрытия котлованов под фундаменты, после их устройства производили обратную засыпку песком. Соответственно пока дошли до отмостки песок под дождями уплотнился.
Если у вас дом строился без котлована и грунт вокруг него остался не тронутый. То перед устройством отмостки вам необходимо удалить грунт на толщину 20-25 сантиметров. Хорошо утрамбовать основание с помощью ручной трамбовки.
Не буду вдаваться в теорию, как надо правильно делать расскажу, как делали вокруг здания на стройке. Будем считать что у нас основание готово, где много было песка убирали, где не хватало, досыпали и проходили трамбовкой.
Первое, что делали это устанавливали бордюры по всему периметру на ширину 80 сантиметров от здания. Ширина отмостки может достигать до 1 метра, чем шире, тем лучше будет защита от проникновения воды.
Как устанавливали бордюры и обо всех этапах этой работы можно почитать здесь. После установки бордюр подготавливали основание, бетонная отмостка должна лежать под наклоном от здания для отвода воды. Край отмостки у бордюра делали ниже края у здания на 5 сантиметров.
Чтоб уложить отмостку с таким наклоном, необходимо с помощью оптического нивелира подготовить основание. Как работать с оптическим нивелиром? Выставляем нивелир, снимаем отметку верха бордюра. Отнимаем от этой отметки 10 сантиметров, делаем съемку основания. Под заданную отметку выравниваем песчаное основание.
Если у вас нет оптического нивелира, то можно сделать проще с помощью строительного уровня перенести отметку от бордюра на здания, отложить от нее 5 сантиметров это и будет верх отмостки. От этих отметок выровнять основание на толщину минимум 10 сантиметров.
Почему 10 сантиметров? Это толщина бетона, больше не имеет смысла закладывать, так как нагрузок никаких отмостка не будет принимать. Для экономии бетона необходимо основание подготовить с заданным уклоном, если этого не сделать то толщина отмостки у здания будет 15 сантиметров, а у бордюра 10 см.
По проекту, данному от заказчика отмостка должна иметь щебень, утрамбованный в песчаное основание. После выравнивания песчаного основания укладывали щебень толщиной не более 5 сантиметров и тщательно его утрамбовывали.
Основание подготовили, вызывали лабораторию для проверки плотности основания. После заключения выданное лабораторией, что основание проходит по плотности для укладки бетонной смеси, приступили к следующему этапу.
Далее укладываем полиэтиленовую пленку по всему периметру отмсотки. Пленка служит, во первых, для гидроизоляции. Во вторых при укладке бетонной смеси не дает воде из бетона уйти в песок, что сохраняет его подвижность.
После полиэтиленовой пленки, укладывают железную дорожная сетка из проволоки толщиной 6 мм и с ячейками 10Х10 или 15Х15 сантиметров. Если сетки нет, то армирование можно сделать из проволоки толщиной от 6 до 8 миллиметров.
Армирование служит для усиления отмостки противодействию нагрузок для растяжения и сжатия в бетоне. Кроме этого арматурная сетка не даст трещинам в бетоне широко раскрываться.
Изготовление деформационных швов в отмостке
После всех проделанных работ делают деформационные швы. Деформационный или температурный шов служит для защиты отмостки от разрыва и появления трещин от деформации бетона при наборе прочности, при просадке основания.
С помощью таких швов конструкция отмостки состоит из отдельных карт, которые работают отдельно друг от друга на сжатие, растяжение и просадку.
В изготовление деформационных швов применяют ламинированную фанеру, вырезали из нее полоски длиной 80 см (ширина отмостки) и высотой 10 см. Если нет фанеры, то применяют деревянные рейки толщиной 2-3 сантиметра. Рейки необходимо обработать битумной мастикой или отработанным маслом для защиты их от гниения.
По нашему проекту деформационные швы делают через 3 метра и по диагоналям углов здания. Рейки закрепляли с помощью арматурных стержней и старались выставлять в уровень с верхом бетона.
Забегу не много вперед, примерно через две недели после укладки бетона в отмостку, промазывали деформационные швы битумной мастикой. Для предотвращения попадания воды между рейкой и бетоном.
Укладка бетона в отмостку вокруг дома
Перед приемкой бетона в отмостку необходимо повесить на цоколь пленку, для защиты от загрязнения. На строительной площадке бетон заливали с миксера и соответственно если не укрыть цоколь, то он будет заляпан цементным молочком от бетона.
Бетон стягиваем по заданным отметкам, которые установили при подготовке основания. Необходимо затереть бетон максимально гладко, чтоб вода не задерживалась на отмостке, а беспрепятственно стекала. Для получения гладкой поверхности необходимо пройтись гладилкой по еще не совсем затвердевшему бетону.
Последняя операция это сохранение бетона. При укладке бетонной смеси в жаркую погоду, необходимо его укрыть тканевым полотном и периодически проливать водой. Если этого не сделать то влага из бетона будет быстро испаряться, что приведет к образованию трещин на бетонной поверхности. При не больших минусовых температурах рекомендуется бетон укрыть опилками для сохранения тепла и предотвращения замораживания.
Хотел бы высказать свое мнение по поводу деформационных швов. Может я ошибаюсь, но через пару зим трещины, при попадание и замораживание воды в щелях между бетоном и деревянной рейкой станут шире, что приведет к разрушению отмостки.
Если делать деформационные швы, то лучше как в бетонных полах после укладки бетона, через 2-3 дня, нарезать диском по бетону на глубину примерно 3 сантиметра. Далее загерметизировать специальным герметикам для наружных работ. Такой способ устройства деформационных швов отмостки вокруг дома, по моему мнению, сохранит ее на много дольше.
Буду рад вашим комментариям к статье «Отмостка вокруг дома».
С уважением, Олег Клышко.
Основы пайки | Лукас Мильхаупт
Важность правильных процедур пайки
Пайка идеально подходит для соединения разнородных металлов и выполняется при относительно низкой температуре. Мы говорили, что паяное соединение «делает себя само» или что капиллярное действие, а не мастерство оператора, обеспечивает распределение присадочного металла в соединении. Но даже правильно спроектированное соединение может получиться несовершенным, если не соблюдать правильные этапы процесса пайки. Эти процедуры пайки сводят процесс пайки к шести основным этапам.
Как паять? Существует шесть основных принципов пайки, которым должен следовать каждый паяльщик, чтобы обеспечить постоянное и воспроизводимое качество, прочность, герметичность и надежность соединения. Как правило, они просты в исполнении (некоторые из них могут занять всего несколько секунд), но ни один из них не должен быть упущен из вашей операции пайки, если вы хотите получить прочные, аккуратные соединения.
Для простоты мы обсудим эти шесть этапов процесса пайки главным образом с точки зрения «ручной пайки», то есть пайки с ручной горелкой и ручной подачей присадочного металла. Но все сказанное о ручной пайке применимо и к пайке в массовом производстве. Должны быть предприняты те же этапы процесса пайки, хотя они могут быть выполнены по-разному.
Чтобы узнать больше об использовании пайки, посмотрите это видео.
Процесс пайки Этап 1: Хорошая посадка и правильные зазоры
Пайка, как мы видели, использует принцип капиллярного действия для распределения расплавленного присадочного металла между поверхностями основных металлов. Поэтому во время процесса пайки вы должны позаботиться о поддержании зазора между основными металлами, чтобы капиллярное действие работало наиболее эффективно. Это означает почти во всех случаях — близкий зазор.
Следующая таблица основана на пайке стыковых соединений нержавеющей стали с использованием присадочного металла Easy-Flo®. Он показывает, как прочность на растяжение паяного соединения изменяется в зависимости от величины зазора между соединяемыми деталями.
Обратите внимание, что самое прочное соединение (135 000 фунтов на кв. дюйм/930,8 МПа) достигается при зазоре в стыке 0,0015 дюйма (0,038 мм). снижается весь сустав и прочность суставов.
И наоборот, если зазор шире, чем необходимо, прочность соединения будет снижена почти до прочности самого присадочного металла. Кроме того, уменьшается капиллярное действие, поэтому присадочный металл может не полностью заполнить шов, что снова снижает прочность шва.
Таким образом, идеальный зазор для паяного соединения в приведенном выше примере составляет около 0,0015 дюйма (0,038 мм). достаточно прочное соединение.
Капиллярное действие работает в диапазоне зазоров, так что вы получаете определенную свободу действий. Посмотрите еще раз на таблицу и убедитесь, что зазоры в диапазоне от 0,001 дюйма до 0,005 дюйма (от 0,025 мм до 0,127 мм) по-прежнему обеспечивают прочность соединений на разрыв 100 000 фунтов на кв. дюйм (689,5 МПа).
Если вы соединяете две плоские детали, вы можете просто положить одну на другую.
Контакт металл-металл — это весь зазор, который вам обычно требуется, поскольку средняя «чистовая обработка» металлов обеспечивает достаточную шероховатость поверхности для создания капиллярных «дорожек» для потока расплавленного присадочного металла. (С другой стороны, тщательно отполированные поверхности имеют тенденцию ограничивать поток присадочного металла. )
Однако есть особый фактор, который следует учитывать при планировании зазоров между суставами. Паяные соединения выполняются при температуре пайки, а не при комнатной температуре. Поэтому необходимо учитывать «коэффициент теплового расширения» соединяемых металлов. Это особенно верно для трубных сборок, в которых соединяются разнородные металлы.
В качестве примера предположим, что вы припаиваете латунную втулку к стальной втулке. Латунь расширяется при нагревании больше, чем сталь. Таким образом, если вы обрабатываете детали с зазором при комнатной температуре 0,002–0,003 дюйма (0,051–0,076 мм), к тому времени, когда вы нагреете детали до температуры пайки, зазор может полностью закрыться! Ответ? Оставьте больший начальный зазор, чтобы зазор при температуре пайки был примерно 0,002–0,003 дюйма (0,051–0,076 мм).
Конечно, тот же принцип действует и в обратном порядке. Если внешняя часть из латуни, а внутренняя часть из стали, вы можете начать практически с легкой посадки при комнатной температуре. К тому времени, когда вы достигнете температуры пайки, более быстрое расширение латуни создает подходящий зазор.
Для получения дополнительной информации о правильной посадке и правильном зазоре посмотрите наше видео здесь!
Какой припуск следует делать на расширение и сжатие?
Зависит от природы и размеров соединяемых металлов и конфигурации самого соединения. Несмотря на то, что для точного определения допусков зазора для каждой ситуации необходимо учитывать множество переменных, помните об используемом принципе — разные металлы расширяются с разной скоростью при нагревании. Чтобы помочь вам в планировании надлежащих зазоров при пайке разнородных металлов, в таблице на противоположной странице представлены коэффициенты теплового расширения для различных металлов и сплавов.
Сравнение материалов: коэффициент теплового расширения
Надлежащий зазор в стыке
Существует только два основных типа — встык и внахлест. Остальные по сути являются модификациями этих двух. Рассмотрим сначала стыковое соединение как плоских, так и трубчатых деталей.
Проектирование стыковых соединений
Как видите, стыковое соединение дает вам преимущество единой толщины в месте соединения. Подготовка этого типа соединения обычно проста, и соединение будет иметь достаточную прочность на растяжение для большинства применений. Однако прочность стыкового соединения имеет ограничения. Это зависит от площади склеиваемой поверхности, а в стыковом соединении площадь склеивания не может быть больше, чем поперечное сечение более тонкого элемента.
Проектирование соединений внахлестку
Первое, что вы заметите, это то, что для данной толщины основного металла площадь соединения внахлестку может быть больше, чем встык, и обычно . Соединения внахлестку с большей площадью склеивания обычно могут выдерживать большие нагрузки.
Соединение внахлестку удваивает толщину соединения, но во многих случаях (например, при сантехнических соединениях) такое усиление соединения предпочтительнее. Обычно достаточно положить один плоский элемент на другой, чтобы обеспечить равномерный зазор в стыке. А в трубчатых соединениях вложение одной трубы в другую удерживает их в правильном положении для пайки. Однако предположим, что вам нужно соединение, обладающее преимуществами обоих типов; одинарная толщина в соединении в сочетании с максимальной прочностью на растяжение. Вы можете получить эту комбинацию, спроектировав соединение как соединение встык.
Заключение
Правда, стык внахлест обычно требует немного больше работы, чем прямой стык или внахлест, но дополнительная работа может окупиться. Вы получаете соединение одной толщины с максимальной прочностью. И соединение обычно является самонесущим при сборке для пайки.
Определение необходимой длины напуска
Очевидно, что вам не нужно рассчитывать площадь склеивания стыкового соединения. Это будет поперечное сечение более тонкого элемента. Хорошее эмпирическое правило состоит в том, чтобы спроектировать соединение внахлест так, чтобы его длина в три раза превышала толщину более тонкого элемента соединения.
Более длинный нахлест может привести к трате припоя без соответствующего увеличения прочности соединения. А более короткий круг снизит прочность соединения. Для большинства приложений вы находитесь в безопасности благодаря «правилу трех». В частности, если вы знаете приблизительную прочность на растяжение базовых элементов, длина нахлеста, необходимая для оптимальной прочности соединения в соединении, припаянном серебряным припоем, будет следующей:
Длина круга = коэффициент x Вт (W = толщина самого слабого элемента) | |
|---|---|
| 35 000 фунтов на кв. дюйм — 241,3 МПа | 2 х Ш |
| 60 000 фунтов на кв. дюйм — 413,7 МПа | 3 х Ш |
| 100 000 фунтов на кв. дюйм — 6890,5 МПа | 5 х Ш |
| 130 000 фунтов на кв. дюйм — 896,3 МПа | 6 х Ш |
| 175 000 фунтов на кв. дюйм — 1 206,6 МПа | 8 х Ш |
Расчет длины нахлеста для соединений
Если у вас есть большое количество одинаковых узлов для пайки или если прочность соединения имеет решающее значение, это поможет более точно рассчитать длину нахлеста, чтобы получить максимальную прочность при минимальном использовании пайки материалы. Приведенные ниже формулы помогут вам рассчитать оптимальную длину напуска для плоских и трубчатых соединений.
Плоские соединения
X = Длина нахлеста
T = Прочность на растяжение самого слабого элемента
W = Толщина самого слабого элемента
C = Коэффициент целостности соединения 0,8
L = Прочность паяного металла на сдвиг
Трубчатые соединения
X = Длина зоны нахлеста
W = Толщина стенки самого слабого элемента
D = Диаметр зоны нахлеста
T = Прочность на растяжение самого слабого элемента
C = Коэффициент целостности соединения 8.
L = Прочность на сдвиг паяного присадочного металла
Расчет распределения напряжения
Когда вы проектируете паяное соединение, очевидно, что вы стремитесь обеспечить по крайней мере минимальную достаточную прочность для данного применения. Но в некоторых соединениях максимальная механическая прочность может быть вашей главной заботой. Вы можете помочь обеспечить эту степень прочности, сконструировав соединение таким образом, чтобы концентрация напряжения не ослабляла соединение.
Распределите нагрузку
Выясните, где падает наибольшее напряжение, затем придайте гибкость более тяжелому элементу в этой точке или усильте более слабый элемент. При проектировании соединения для обеспечения максимальной прочности используйте нахлест для увеличения площади соединения, а не стык, и проектируйте детали таким образом, чтобы напряжение не концентрировалось в одной точке. Существует еще один метод повышения прочности паяного соединения, часто эффективный при пайке сборок мелких деталей. Вы можете создать скругление для распределения напряжений, просто используя немного больше припоя, чем обычно, или используя более «вялый» сплав. Обычно вы не хотите или не нуждаетесь в галтели в паяном соединении, так как они существенно не увеличивают прочность соединения. Создание скругления имеет смысл, если оно способствует распределению напряжений в соединении.
Проектирование для условий эксплуатации
Во многих паяных соединениях главным требованием является прочность. И мы обсудили различные способы достижения прочности суставов. Но часто существуют и другие эксплуатационные требования, которые могут повлиять на конструкцию шва или выбор присадочного металла. Например, вы можете проектировать паяный узел, который должен быть электропроводным. Серебряный припой из-за содержания в нем серебра практически не увеличивает электрическое сопротивление правильно спаянного соединения. Но вы можете дополнительно обеспечить минимальное сопротивление, используя малый зазор в стыке, чтобы слой присадочного металла был как можно тоньше. Кроме того, если сила не является главным фактором, вы можете уменьшить длину круга. Вместо обычного «правила трех» вы можете уменьшить длину нахлеста примерно до 1-1/2 поперечного сечения более тонкого элемента.
Если паяный узел должен быть герметичным по отношению к газу или жидкости, соединение внахлест почти обязательно, так как оно выдерживает большее давление, чем соединение встык. А его более широкая площадь склеивания снижает вероятность утечки. Еще одним соображением при проектировании соединения, которое должно быть герметичным, является вентиляция узла. Обеспечение вентиляции во время процесса пайки позволяет расширяющемуся воздуху или газам выходить, когда расплавленный присадочный металл течет в соединение. Вентиляция узла также предотвращает попадание флюса в соединение. Отсутствие захваченных газов или флюса снижает вероятность возникновения путей утечки. Если возможно, узел должен быть самовентиляционным. Поскольку флюс предназначен для вытеснения расплавленным присадочным металлом, поступающим в соединение, не должно быть острых углов или глухих отверстий, которые могли бы вызвать захват флюса. Соединение должно быть спроектировано таким образом, чтобы флюс полностью выталкивался из соединения присадочным металлом. Там, где это невозможно, в слепых зонах можно просверлить небольшие отверстия для выхода флюса. Соединение завершается, когда расплавленный присадочный металл появляется на внешней поверхности этих просверленных отверстий.
Чтобы максимизировать коррозионную стойкость соединения, выберите твердый припой, содержащий такие элементы, как серебро, золото или палладий, которые по своей природе устойчивы к коррозии. Сохраняйте зазоры в стыках небольшими и используйте минимальное количество присадочного металла, чтобы готовое соединение подвергало воздействию атмосферы только тонкую полоску припоя. Это всего лишь несколько примеров требований к обслуживанию, которые могут потребоваться для вашей паяной сборки. Как видите, необходимо учитывать как конструкцию шва, так и выбор присадочного металла.
Если вы хотите посмотреть практическую демонстрацию правильной посадки и правильного зазора, посмотрите это видео.
процесс пайки ЭТАП 2: ОЧИСТКА МЕТАЛЛОВ
Капиллярное действие будет работать должным образом только тогда, когда поверхности металлов чистые. Если они «загрязнены» — покрыты маслом, смазкой, ржавчиной, окалиной или просто грязью — эти загрязнения необходимо удалить. Если они останутся, они образуют барьер между поверхностями основного металла и припоем. Например, маслянистый основной металл будет отталкивать флюс, оставляя оголенные участки, которые окисляются под воздействием тепла и приводят к образованию пустот. Масло и жир коксуются при нагревании, образуя пленку, по которой присадочный металл не течет. А твердый припой не будет прилипать к ржавой поверхности.
Очистка металлических деталей редко бывает сложной задачей, но ее необходимо выполнять в правильной последовательности. Масло и жир следует удалить в первую очередь, потому что кислотный травильный раствор, предназначенный для удаления ржавчины и накипи, не будет работать на жирной поверхности. (Если вы попытаетесь удалить ржавчину или накипь абразивной очисткой до того, как избавитесь от масла, вам придется втирать масло, а также мелкий абразивный порошок более глубоко в поверхность. )
Начните с избавления от масла и жир. В большинстве случаев это можно сделать очень просто, погрузив детали в подходящий обезжиривающий растворитель, обезжиривая паром, а также очистив щелочью или водой. Если металлические поверхности покрыты оксидом или окалиной, вы можете удалить эти загрязнения химическим или механическим способом. Для химического удаления используйте обработку кислотным травлением, убедившись, что химикаты совместимы с очищаемыми основными металлами, и что в щелях или глухих отверстиях не осталось следов кислоты. Механическое удаление требует абразивной очистки. В частности, при ремонтной пайке, когда детали могут быть очень грязными или сильно заржаветь, вы можете ускорить процесс очистки, используя шлифовальный круг, напильник или металлическую пескоструйную очистку с последующей операцией промывки.
После того, как детали будут полностью очищены, рекомендуется как можно скорее их оплавить и припаять. Таким образом, сводится к минимуму вероятность повторного загрязнения поверхностей заводской пылью или маслами для тела, оставшимися при обращении с ними.
Чтобы узнать больше о правильной очистке металлов, ознакомьтесь с этой записью в блоге или этим видео.
Процесс пайки ЭТАП 3: ФЛЮСИРОВАНИЕ ДЕТАЛЕЙ
Почему для пайки требуется флюс
Флюс — это химическое соединение, наносимое на поверхности соединения перед пайкой. Его использование, за некоторыми исключениями, имеет решающее значение в процессе атмосферной пайки. Нагрев металлической поверхности ускоряет образование оксидов в результате химического соединения горячего металла с кислородом воздуха. Если вы не остановите образование этих оксидов, они будут препятствовать смачиванию припоя твердым припоем и связыванию его с поверхностями.
Покрытие флюса на стыке защищает поверхности от воздуха, предотвращая образование оксидов. Он также растворяет и поглощает любые оксиды, которые образуются при нагревании или которые не были полностью удалены в процессе очистки. Понимание функций и этапов флюса поможет вам добиться прочных и качественных соединений в вашей работе.
Нанесение флюса
Вы можете наносить флюс, если полностью покрываете поверхности соединения. Флюс традиционно изготавливается в виде пасты, поэтому его обычно удобнее всего наносить кистью. Но по мере увеличения объемов производства может оказаться более эффективным нанесение флюса путем погружения или дозирования предварительно отмеренного количества расходуемого флюса высокой вязкости из пистолета-аппликатора. Почему необязательный флюс? Многие компании считают, что повторяющийся размер отложений улучшает целостность шва, а поскольку обычно используется меньше флюса, количество остатков, попадающих в поток отходов, также уменьшается. Посмотрите наше новое техническое видео , в котором подробно рассматриваются четыре функции потока.
Когда вы флюсите и как вы выбираете?
Обычно непосредственно перед пайкой, если это возможно. Таким образом, у флюса будет меньше шансов высохнуть и отслоиться или слететь с деталей при обращении. Какой флюс используете? Выберите состав, разработанный для конкретных металлов, температур и условий пайки. Существуют флюсы, разработанные практически для любых нужд; например — флюсы для пайки при очень высоких температурах (в районе 2000°F/1093°C), флюсы для металлов с тугоплавкими оксидами, флюсы для длительных циклов нагрева и флюсы для дозирования с помощью автоматических машин.
Добавление металлического бора превращает белый флюс в черный. Черный флюс полезен для быстрого индукционного нагрева, может обеспечить лучшую защиту при высокотемпературной пайке и может быть полезен при работе с присадочными металлами с высокой ликвидностью.
Черный флюс, модифицированный бором, может помочь обеспечить успешную пайку при пайке крупных деталей в течение длительного периода времени нагрева или с основными материалами, которые требуют особого внимания для уменьшения стойких оксидов. В этом видео технический персонал Лукаса Мильхаупта демонстрирует разницу между белым и черным флюсом.
К счастью для вашего инвентаря, флюсы общего назначения, такие как Handy Flux от Handy & Harman, подходят для большинства типичных работ по пайке.
Сколько флюса вы используете?
Хватит на весь цикл нагрева. Имейте в виду, что чем больше и тяжелее спаянные детали, тем дольше будет длиться цикл нагрева, поэтому используйте больше флюса. (Более легкие детали, конечно, нагреваются быстрее и требуют меньше флюса.) Как правило, не экономьте на флюсе. Это ваша страховка от окисления. Думайте о флюсе как о промокательной бумаге. Он впитывает оксиды, как губка впитывает воду. Недостаточное количество флюса быстро насыщается и теряет свою эффективность. Флюс, который поглощает меньше оксидов, не только обеспечивает лучшее соединение, чем полностью насыщенный флюс, но его намного легче смыть после завершения паяного соединения.
Флюс также может служить индикатором температуры, сводя к минимуму вероятность перегрева деталей. Handy Flux от Handy & Harman, например, становится полностью прозрачным и активным при температуре 1100°F/593°C. При этой температуре он выглядит как вода и обнажает блестящую металлическую поверхность под ним, что говорит вам о том, что основной металл достаточно горячий, чтобы расплавить твердый припой. В этом видео мы покажем вам, как Handy® Flux проявляется в процессе пайки.
Индикатор температуры Handy Flux
| Температура | Внешний вид флюса |
|---|---|
| 212°F (100°C) | Вода выкипает |
| 600°F (315°C) | Флюс становится белым и слегка пухлым, начинает «работать» |
| 800°F (425°C) | Флюс лежит на поверхности и имеет молочный вид |
| 1100°F (593°C) | Flux полностью прозрачен и активен, выглядит как вода. Под ним видна блестящая металлическая поверхность. Проверьте температуру, прикоснувшись припоем к основному металлу. Если припой плавится, температура сборки соответствует требованиям для пайки. |
Флюсование является важным этапом операции пайки, за некоторыми исключениями. Вы можете соединить медь с медью без флюса, используя припой, специально разработанный для этой работы, такой как Sil-Fos или Fos-Flo 7 от Handy & Harman. (Фосфор в этих сплавах действует как флюс для меди.) Вы также можете не использовать флюс, если пайка происходит в контролируемой атмосфере (т. е. в газовой смеси, содержащейся в замкнутом пространстве, обычно в печи для пайки). Атмосфера (например, водород, азот или диссоциированный аммиак) полностью окружает сборки и, исключая кислород, предотвращает окисление. Даже при пайке в контролируемой атмосфере небольшое количество флюса может улучшить смачивающее действие припоя.
Чтобы узнать больше о правильном флюсовании, посмотрите это видео.
Процесс пайки Этап 4: Сборка для пайки
Детали сборки очищаются и флюсуются. Теперь вы должны удерживать их в положении для пайки. Убедитесь, что они остаются в правильном положении во время циклов нагрева и охлаждения, чтобы капиллярное действие могло выполнять свою работу. Если позволяют форма и вес деталей, самый простой способ удержать их вместе — под действием силы тяжести. Или протяните руку помощи гравитации, добавив дополнительный вес.
Если у вас есть несколько узлов для пайки, и их конфигурация слишком сложна для самостоятельной поддержки или зажима, используйте приспособление для поддержки пайки. Рассчитывайте его на наименьшую возможную массу и наименьший контакт с частями сборки. (Громоздкое приспособление, широко контактирующее со сборкой, будет отводить тепло от области соединения.)
Используйте точечные и остроконечные конструкции, чтобы свести контакт к минимуму.
Старайтесь использовать в светильнике материалы с плохой теплопроводностью, такие как нержавеющая сталь, инконель или керамика. Поскольку это плохие проводники, они меньше всего отводят тепло от соединения.
Выбирайте материалы с совместимой скоростью расширения, чтобы не допустить изменения выравнивания сборки во время цикла нагрева.
Если вы планируете спаять сотни одинаковых узлов, подумайте о том, чтобы спроектировать сами детали так, чтобы они поддерживали себя в процессе пайки. На начальном этапе планирования спроектируйте механические устройства, которые будут выполнять эту задачу и которые могут быть включены в операцию изготовления. Типичные устройства включают опрессовку, блокировку швов, обжимку, проклевку, клепку, закрепление булавками, углубление или накатку.
Острые углы должны быть сведены к минимуму в механически удерживаемых узлах; углы могут препятствовать капиллярному действию и должны быть слегка закруглены, чтобы облегчить поток присадочного металла. Лучше всего использовать простое механическое удерживающее устройство, поскольку его единственная функция — удерживать детали вместе, пока неразъемное соединение выполняется пайкой.
Факты о крепежных элементах
Крепеж предназначен для установки, удерживания или закрепления соединяемых узлов. Надлежащие приспособления должны соответствовать следующим критериям:
- Позволяют легко вставлять компоненты сборки и легко снимать припаянную сборку
- Компоненты узла поддержки, позволяющие расширяться и сжиматься при нагреве и охлаждении
- Поддерживайте сборку в точках, удаленных от зоны нагрева (предотвращая превращение приспособления в радиатор)
- Направлять пламя по всей площади соединения, чтобы сплав мог течь по всему соединению
- Использование гравитации для улучшения капиллярного действия
- Поддерживать выравнивание и стабильность размеров до затвердевания сплава
- Быть достаточно гибким для размещения других подобных узлов
Лучшая конструкция соединения
Аксиома соединения металлов заключается в том, что правильная конструкция соединения — это путь к эффективному креплению. Эксперты по пайке Lucas Milhaupt предлагают следующие советы по улучшению конструкции соединения:
- Сделайте составные части сборки самоустанавливающимися, чтобы приспособление только поддерживало и удерживало компоненты.
- Оставьте место для вытекания присадочного металла и вытеснения флюса из соединения.
Пример проблемы: Там, где труба входит в фитинг или отливку, некоторые производители используют прессовую посадку, чтобы предотвратить попадание нанесенного снаружи сплава на дно соединения, где он может закупорить отверстие в фитинге. К сожалению, расплавленный флюс достигает дна глухого отверстия и задерживается там, так как сплав плавится и пытается попасть в соединение. Сплав не может вытеснить флюс, что приводит к большим включениям флюса и низкому качеству соединения.
Пример решения: Используйте скользящую посадку и заглубленную преформу в отверстие. Сплав под действием тепла течет к верхней части соединения, выталкивая флюс. Это оставляет отверстие открытым и приводит к прочному соединению. Учитывайте характеристики расширения и сжатия соединяемых металлов. Если возможно, спроектируйте соединение таким образом, чтобы материал с более высоким коэффициентом расширения был внешним элементом соединения. (Он расширится больше, чем внутренний элемент, обеспечивая зазор, через который будет течь присадочный металл.)
Серебряная пайка является экономичным методом соединения металлов, особенно когда соединения рассчитаны на максимальную эффективность пайки, а приспособления сконструированы, как описано. Многие продукты, производимые сегодня, могут быть переработаны для пайки, чтобы снизить производственные затраты. Несмотря на то, что серебро стоит дорого, оно составляет небольшой процент от общих затрат на сборку.
Наконечники для крепления
Инженеры Lucas Milhaupt предлагают следующие идеи для повышения эффективности производства с помощью крепления:
- Изготовление светильников из немагнитной нержавеющей стали серии 300 для лучшей коррозионной стойкости и стабильности размеров (другие идеи включают инконель и некоторые виды керамики).
- При установке приспособления для пайки в печи масса приспособления должна быть минимальной. (Окупаемость зависит от количества фунтов в час, проходящего через печь; увеличение веса = снижение эффективности использования топлива.)
- При установке приспособлений для индукционного нагрева держите приспособления подальше от рабочей катушки, чтобы они не действовали как теплоотводы и не мешали магнитному полю.
- Избегайте использования пружин для приведения деталей в соответствие с размерами. Если они необходимы, держите их вне зоны нагрева, чтобы на них не повлияли остатки флюса или окисление.
Конструкция приспособления является ключевым фактором для получения качественных сварных или паяных соединений. Кроме того, правильная конструкция соединения — это путь к эффективной фиксации.
Сочетание улучшений в обеих этих областях может привести к улучшению качества соединений, повышению эффективности работы и снижению затрат.
Более подробно о правильной сборке смотрите в этом видео.
Процесс пайки Этап 5: Пайка Сборка: Методы нагрева
Пятый этап – собственно выполнение пайки. Он включает в себя нагрев сборки до температуры пайки и протекание присадочного металла через соединение.
Методы нагрева пайки
Существует четыре основных типа методов нагрева пайки: горелка или ручная пайка, индукционная пайка, пайка сопротивлением и вакуумная пайка. Метод нагрева, наиболее часто используемый при пайке отдельных узлов, — это ручная горелка, поэтому большая часть этого руководства посвящена методам и принципам ручной пайки. Однако, если вам нужна помощь в пайке в печи, посетите наш блог о атмосфере в печи.
Сначала нагрейте основные металлы. Если вы паяете небольшую сборку, вы можете нагреть всю сборку до точки текучести припоя. Если вы паяете большую сборку, вы нагреваете широкую область вокруг соединения.
Все, что вы должны иметь в виду, это то, что оба металла в сборке должны нагреваться как можно более равномерно, чтобы они одновременно достигли температуры пайки. При соединении толстого среза с тонким «сплеском» пламени может быть достаточно, чтобы нагреть тонкую деталь. Держите фонарик все время в движении. При соединении тяжелых секций флюс может стать прозрачным, что составляет 1100°F (593°С) — до того, как вся сборка станет достаточно горячей для приема присадочного металла.
При пайке горелкой доступны различные виды топлива — природный газ, ацетилен, пропан, пропилен и т. д., сжигаемые либо с кислородом, либо с воздухом. Наиболее популярной по-прежнему остается окси/ацетиленовая смесь. Когда дело доходит до безопасной пайки кислородно-ацетиленовыми горелками, давайте рассмотрим два важных аспекта: оборудование для обеспечения безопасности, а также процедуры для безопасной работы. Это серьезное дело: дуговые лучи и искры могут привести к потере зрения, вдыхание дыма может привести к повреждению легких, а другие несчастные случаи могут вызвать ожоги, пожары или взрывы.
Защитное оборудование для кислородно-ацетиленовой горелки
В дополнение к перчаткам, средствам защиты глаз и соответствующему защитному снаряжению важными элементами являются:
Баллоны — Кислород и ацетилен хранятся в отдельных баллонах и не объединяются до наконечника горелки. воспламеняется. Кислородные баллоны, обычно окрашенные в зеленый цвет, содержат кислород, сжатый до 2200 фунтов на квадратный дюйм (фунтов на квадратный дюйм). Кислород по своей природе является стабильным соединением, но любое масло или жир, вступившие в контакт с кислородом, воспламеняются. Поэтому перед работой с баллонами держите руки и перчатки свободными от этих материалов. Баллоны с ацетиленом сжимаются при давлении всего около 250 фунтов на квадратный дюйм, что намного ниже, чем у кислородных баллонов. Однако, в отличие от кислорода, ацетилен довольно нестабилен, и поэтому его нельзя вводить в горелку под давлением выше 15 фунтов на квадратный дюйм. В качестве дополнительной меры предосторожности клапаны баллонов должны быть открыты не более чем на 1,5 оборота, если оператору необходимо быстро закрыть клапан.
Регуляторы — Устанавливаемые на цилиндр, регуляторы регулируют как давление в цилиндре, так и выходное давление, ведущее к горелке. Поверните ключи или ручки на регуляторах, чтобы отрегулировать давление на выходе. Опять же, настройка не должна превышать 15 фунтов на квадратный дюйм для ацетилена. Обратитесь к производителю резака для получения информации о надлежащих настройках давления для ацетилена и кислорода.
Обратные клапаны — Из регулятора два газа проходят через обратные клапаны, которые обеспечивают отключение газов в случае обратного потока. В качестве альтернативы между газовыми шлангами и горелкой можно установить обратные клапаны. Обратите внимание, что обратные клапаны могут остановить обратный поток газа, но они не могут остановить пламя в случае обратного пламени.
Пламегасители — Пламегасители предотвращают возврат огня в цилиндры, что в противном случае может привести к взрыву. Пламегасители содержат отсечные клапаны с низкой температурой плавления. При срабатывании пламени они легко перекрывают подачу газа и тем самым гасят пламя. И обратные клапаны, и пламегасители должны регулярно проверяться или заменяться, чтобы убедиться, что они работают должным образом.
Безопасная эксплуатация кислородно-ацетиленовой горелки
В дополнение к использованию защитного оборудования рабочие должны практиковать безопасную работу, чтобы предотвратить вспышки. Держите ацетилен и кислород отдельно, пока горелка не зажжется. При запуске горелки сначала следует открыть ацетиленовый клапан. Далее следует зажечь горелку, а затем можно ввести кислород. Обратите внимание, что открытие обоих газовых клапанов до розжига может вызвать обратный поток газа в любой из газовых шлангов, что делает систему уязвимой для обратного воспламенения.
После использования очень важно, чтобы обе газовые линии опорожнялись отдельно — по очереди — через горелку. Если эта «продувка» газовых линий выполняется одновременно для кислорода и ацетилена, любая разница давлений между газовыми линиями вызовет обратный поток одного газа в другую линию, поэтому этого следует избегать.
Воспоминания также могут быть вызваны пайкой одной детали несколькими горелками одновременно. При использовании двойных резаков для нагрева обеих сторон детали не направляйте резаки друг на друга, а направляйте каждый резак под углом к детали. Если одна горелка вызовет вспышку в другой, операторы услышат громкий шипящий звук и должны немедленно отключить газ, закрыв сначала ацетиленовый, а затем кислородный клапан.
Изменения флюса в процессе пайки
Некоторые металлы являются хорошими проводниками и, следовательно, быстрее отводят тепло в более холодные области. Другие являются плохими проводниками и, как правило, легко сохраняют тепло и перегреваются. Хорошим проводникам потребуется больше тепла, чем плохим, просто потому, что они рассеивают тепло быстрее.
Во всех случаях лучшей гарантией от неравномерного нагрева является внимательное наблюдение за потоком. Если поток изменяется по внешнему виду равномерно, детали нагреваются равномерно, независимо от разницы в их массе или проводимости.
Нанесение присадочного металла
Вы нагрели сборку до температуры пайки. Теперь вы готовы нанести присадочный металл.
При ручной пайке все, что нужно сделать, это осторожно прижать стержень или проволоку к месту соединения. Нагретая сборка расплавит часть присадочного металла, который мгновенно вытянется капиллярным действием по всей площади соединения.
Вы можете добавить немного флюса на конец стержня из присадочного металла — примерно от 2 до 3 дюймов (от 51 до 76 мм) — для улучшения потока. Это можно сделать, намазав стержень щеткой или погрузив его в флюс. На более крупных деталях, требующих более длительного времени нагрева, или там, где флюс стал насыщен большим количеством оксида, добавление свежего флюса на присадочный металл улучшит растекание и проникновение присадочного металла в зону соединения.
Однако следует соблюдать одну небольшую предосторожность. Расплавленный твердый припой имеет тенденцию течь к областям с более высокой температурой. В нагретом узле внешние поверхности основного металла могут быть немного более горячими, чем внутренние поверхности соединения. Поэтому позаботьтесь о том, чтобы нанести присадочный металл непосредственно рядом с стыком. Если вы поместите его вдали от стыка, он будет иметь тенденцию осаждаться на горячих поверхностях, а не затекать в стык. Кроме того, лучше всего нагревать сторону сборки, противоположную точке, куда вы собираетесь подавать присадочный металл. В приведенном выше примере вы нагреваете нижнюю сторону большей пластины, так что тепло втягивает присадочный металл полностью в соединение. (Всегда помните — присадочный металл имеет тенденцию течь к источнику тепла.)
Общая безопасность при пайке
При пайке всегда существует вероятность выделения опасных паров и газов из покрытий основных металлов, цинксодержащих и кадмийсодержащих присадочных металлов, а также из фторидов во флюсах. Для защиты от любой опасности, связанной с этими парами, необходимо соблюдать следующие хорошо проверенные меры предосторожности.
1. Проветривайте закрытые помещения: Используйте вентиляторы и вытяжные колпаки для удаления всех паров и газов с места работы, а также респираторы с подачей воздуха, если это необходимо.
2. Тщательно очистите неблагородные металлы: Поверхностное загрязняющее вещество неизвестного состава на неблагородных металлах может усилить опасность образования дыма и вызвать слишком быстрое разрушение флюса, что приведет к перегреву и дымлению.
3. Используйте достаточное количество флюса : Флюс защищает основной металл и присадочный металл во время цикла нагрева. Полное покрытие флюса уменьшает дымление. Кроме того, проконсультируйтесь с вашим паспортом безопасности относительно конкретных опасностей, связанных с флюсом для пайки.
4. Плавка металлов в целом: Широко и равномерно нагрейте основные металлы. Интенсивный локальный нагрев расходует флюс, увеличивает опасность дымления. Нагревайте только основные металлы, а не присадочный металл. (Прямое пламя на металлическом присадочном материале вызывает перегрев и дымление.
5. Знайте свои основные металлы: Кадмиевое покрытие на основном металле улетучивается и выделяет токсичные пары во время нагревания. Цинковые покрытия (гальванизированные) также дымят при нагревании. Узнать чтобы распознать эти покрытия.Рекомендуется удалять их перед нагревом деталей для пайки.
6. Знайте свои присадочные металлы: Будьте особенно осторожны, чтобы не перегреть сборку при использовании присадочных металлов, содержащих кадмий. См. стр. 34-37 или паспорт безопасности (SDS) для получения информации о максимальной рекомендуемой температуре пайки для конкретного присадочного металла. Присадочный металл имеет предупреждающую этикетку. Обязательно поищите его и внимательно следуйте инструкциям.
Посмотрите это видео, чтобы подробнее ознакомиться с правильными методами нагрева для пайки.
Процесс пайки Шаг 6: Очистка паяного соединения
После того, как вы спаяли сборку, вы должны ее очистить. А очистка обычно представляет собой двухэтапную операцию. Первое — удаление остатков флюса. Второй — травление для удаления окалины, образовавшейся в процессе пайки.
Удаление флюса
Удаление флюса — простая, но необходимая операция. (Остатки флюса химически агрессивны и, если их не удалить, могут ослабить некоторые соединения.) Поскольку большинство флюсов для пайки растворимы в воде, самый простой способ их удаления — закалить сборку в горячую воду (120°F/50°C или выше). ). Лучше всего погрузить их, пока они еще горячие, просто убедившись, что присадочный металл полностью затвердел перед закалкой. Стеклоподобные остатки флюса обычно трескаются и отслаиваются. Если они немного упрямы, слегка почистите их проволочной щеткой, пока сборка все еще находится в горячей воде.
В зависимости от процесса пайки вам может потребоваться выполнить очистку соединения после пайки для удаления остаточного флюса. Этот шаг может иметь решающее значение, поскольку большинство флюсов вызывают коррозию, например коррозия на изображенной линии охлаждения.
Причины для удаления флюса
Давайте рассмотрим пять причин, по которым важно удалять флюс после пайки:
- Вы не можете проверить соединение, покрытое флюсом. Флюс
- может действовать как связующее вещество и может скреплять соединение без успешной пайки. Это соединение выйдет из строя во время службы.
- При работе под давлением флюс может маскировать отверстия в паяном соединении, даже если он выдерживает испытание давлением. Соединение протекло вскоре после ввода в эксплуатацию. Флюс
- гигроскопичен, поэтому остаточный флюс притягивает доступную воду из окружающей среды. Это приводит к коррозии.
- Краска или другие покрытия не прилипают к участкам, покрытым остаточным флюсом.
Методы удаления флюса
После пайки флюс образует твердую стекловидную поверхность, которую трудно удалить. Каков наилучший метод очистки? Удалить лишний флюс можно различными способами; наиболее рентабельные подходы связаны с водой.
Промышленные стандарты флюсов ориентированы на флюсы на водной основе. AMS 3410 и AMS 3411 предусматривают, что все флюсы, соответствующие этим спецификациям, после пайки должны быть растворимы в воде при температуре 175°F/79°C или ниже. Поэтому флюсы для пайки обычно предназначены для растворения в воде.
Наиболее распространенными методами удаления флюса после пайки являются:
Замачивание/смачивание
Используйте горячую воду с перемешиванием в баке для замачивания, чтобы удалить излишки флюса сразу после пайки, а затем высушите сборку. Если замачивание невозможно, используйте проволочную щетку вместе с пульверизатором или влажным полотенцем. При использовании любой ванны для замачивания периодически меняйте раствор, чтобы избежать насыщения чистящего раствора.
Закалка
Этот процесс вызывает тепловой удар, который разрушает остаточный флюс. При закалке паяной детали в горячей воде соблюдайте осторожность, чтобы не повредить паяное соединение. Закалку производить только после затвердевания припоя, чтобы избежать трещин или шероховатостей при пайке. Обратите внимание, что закалка может повлиять на механические свойства основного материала. Не подвергайте закалке материалы с большими различиями в коэффициентах теплового расширения, чтобы избежать трещин в основных материалах и разрывов в припое.
Вы также можете использовать более сложные методы удаления флюса — ультразвуковой очиститель для ускорения действия горячей воды или острого пара. Дополнительные методы очистки включают:
- Очистка паровой фурмы. В этом процессе используется перегретый пар под давлением для растворения и удаления остатков флюса.
- Химическая очистка. Вы можете использовать кислый или щелочной раствор, как правило, с коротким временем замачивания, чтобы избежать порчи основных материалов. При химической замачивании следите за уровнем pH, чтобы определить, когда менять раствор.
- Механическая очистка — Очистить паяные соединения от остатков проволочной щеткой или пескоструйной очисткой. Имейте в виду, что мягкие металлы, включая алюминий, требуют особой осторожности, так как они уязвимы для внедрения частиц.
Всегда убедитесь, что ваш метод очистки совместим со свойствами основного металла. Некоторые группы металлов достигают желаемого эффекта от специальной обработки после очистки. Детали из нержавеющей стали и алюминия, например, могут получить пользу от химического погружения для повышения коррозионной стойкости поверхности.
Проблемы с удалением флюса возникают только в том случае, если вы использовали недостаточное количество флюса или перегрели детали в процессе пайки. Затем флюс полностью насыщается оксидами, обычно приобретая зеленый или черный цвет. В этом случае флюс необходимо удалить слабым раствором кислоты. Ванна с 25% соляной кислотой (нагретая до 140-160°F/60-70°C) обычно растворяет самые стойкие остатки флюса. Просто встряхните паяную сборку в этом растворе от 30 секунд до 2 минут. Нет необходимости расчесывать. Однако следует предостеречь: растворы кислот сильнодействующие, поэтому при закалке горячепаяных узлов в ванне с кислотой обязательно надевайте защитную маску и перчатки.
После того, как вы избавитесь от флюса, используйте раствор для травления, чтобы удалить любые оксиды, которые остались на участках, которые не были защищены флюсом во время процесса пайки. Как правило, лучше всего использовать травильный раствор, рекомендованный производителем материалов для пайки, которые вы используете. По возможности следует избегать сильно окисляющих травильных растворов, таких как светлые растворы, содержащие азотную кислоту, поскольку они разрушают серебряный присадочный металл. Если вы считаете необходимым их использовать, держите время травления очень коротким.
Рекомендуемые травильные растворы для удаления оксидов после пайки
| Применение | Состав | Комментарии |
|---|---|---|
Удаление оксидов из меди, латуни, бронзы, нейзильбера и других медных сплавов, содержащих высокое процентное содержание меди. | Горячая серная кислота от 10 до 25% с добавлением 5-10% бихромата калия. | Травление можно проводить одновременно с удалением флюса. Будет работать на углеродистых сталях, но если травление загрязнено медью, медь осядет на стали, и ее придется удалять механически. Этот серный травитель удалит пятна меди или оксида меди с медных сплавов. Это окисляющий травильный раствор, который обесцвечивает серебряный присадочный металл, оставляя его тускло-серым. |
| Удаление оксидов с чугуна и стали. | 50% раствор соляной кислоты, используемый в холодном или теплом виде. Можно использовать более разбавленную кислоту (10-25%) при более высоких температурах (140-160°F/60-70°C) | Смесь 1 части соляной кислоты и 2 частей воды может использоваться для монеля и других сплавов с высоким содержанием никеля. Травильный раствор следует нагреть примерно до 180°F/80°C. Механическая отделка необходима для светлой отделки. Это травление HCl не похоже на яркие провалы на цветных металлах. |
| Удаление оксидов из нержавеющих сталей и сплавов, содержащих хром. | 20% серная кислота, 20% соляная кислота, 60% вода, используется при температуре 170-180°F (75-80°C) | За этим травлением следует непосредственно погружение в 10% азотную кислоту, а затем промывание чистой водой. |
| 20 % соляная кислота, 10 % азотная кислота, 70 % вода, используется при температуре около 150°F (65°C) | Этот травильный раствор более агрессивен, чем серно-соляная смесь, указанная выше, и травит как сталь, так и присадочный металл. |
Примечание: Рекомендованные выше травильные растворы будут работать с любым из стандартных серебряных присадочных металлов, и для отдельных присадочных металлов не требуется специальных инструкций. Фос-медь и серебросодержащие фос-медные присадочные металлы различаются, и то только при использовании на меди без флюса. При этом на поверхности металла в виде мелких глобул образуется твердый меднофосфатный шлак. Длительное травление в серной кислоте удалит этот шлак, но более эффективно кратковременное травление в 50%-ной соляной кислоте в течение нескольких минут. Когда паяное соединение должно быть покрыто металлом или лужением, удаление шлака абсолютно необходимо. Поэтому окончательная механическая очистка рекомендуется для работ, подлежащих гальваническому покрытию.
Осмотр паяных соединений после очистки
В зависимости от процесса пайки вам может потребоваться выполнить очистку соединения после пайки для удаления остаточного флюса. Этот шаг имеет решающее значение по нескольким причинам; включая коррозионную природу большинства флюсов и возможность того, что избыточный флюс может способствовать разрушению соединения. Наиболее распространенные методы очистки включают замачивание / смачивание водой и закалку.
Несоответствия во время проверки соединения
Проверка готовых соединений может быть последним этапом процесса пайки, но процедуры проверки должны быть включены в этап проектирования. Ваша методология будет зависеть от приложений, услуг и требований конечного пользователя, а также от нормативных кодексов и стандартов.
Определите критерии приемлемости любой несплошности с учетом формы, ориентации, местоположения (на поверхности или под поверхностью) и связи с другими несплошностями. Обязательно укажите допустимые пределы с точки зрения минимальных требований.
Обычные несплошности паяных соединений, выявляемые при неразрушающем контроле, включают:
- Пустоты или пористость – неполный поток припоя, который может снизить прочность соединения и привести к утечке – часто вызвано неправильной очисткой, неправильным зазором в стыке, недостаточным количеством наполнителя металл, захваченный газ или тепловое расширение.
- Улавливание флюса — в результате недостаточного количества вентиляционных отверстий в конструкции соединения — предотвращение потока присадочного металла и снижение прочности соединения, а также срока службы
- Прерывистые галтели — участки на поверхности соединения, где галтели прерваны, обычно обнаруживаются при визуальном осмотре
- Эрозия основного металла (или легирование) — когда присадочный металл сплавляется с основным металлом во время пайки — перемещение сплава от галтели может вызвать эрозию и снизить прочность соединения
- Неудовлетворительное состояние или внешний вид поверхности – избыток присадочного металла или шероховатая поверхность – могут выступать в качестве очагов коррозии и концентраторов напряжений, что также мешает дальнейшим испытаниям
- Трещины – снижение прочности и срока службы соединения – также могут быть вызваны охрупчиванием жидким металлом.
Методы контроля паяных соединений: методы неразрушающего контроля
Методы неразрушающего контроля проверки качества и соответствия техническим условиям включают:
Визуальный осмотр — с увеличением или без него — для оценки пустот, пористости, поверхностных трещин, размера и формы галтелей, прерывистых галтелей плюс эрозия основного металла (не внутренние проблемы, такие как пористость и отсутствие заполнения)
Проверка герметичности — для определения газо- или жидкостной непроницаемости припоя. Испытания под давлением (или на утечку пузырьков) включают подачу воздуха при давлении, превышающем рабочее. Вакуумные испытания полезны для холодильного оборудования и обнаружения незначительных утечек с использованием масс-спектрометра и атмосферы гелия.
Рентгенографическое исследование — полезно для обнаружения внутренних дефектов, крупных трещин и пустот при пайке, если толщина и коэффициент поглощения рентгеновских лучей позволяют очертить контур припоя — не может проверить надлежащую металлургическую связь (на фото справа)
Контрольное испытание — подвергание паяного соединения единовременной нагрузке, превышающей эксплуатационный уровень, применяемый гидростатическими методами, испытанием на растяжение или вращение
Ультразвуковой контроль — сравнительный метод оценки качества соединения, в режиме погружения или контактном режиме- включает отражение звуковых волн от поверхностей с использованием преобразователя для излучения импульса и приема эха (на фото справа)
Капиллярное исследование — красители и флуоресцентные пенетранты могут обнаруживать трещины, открытые на поверхности стыков — не подходит для осмотра галтелей, где всегда присутствует некоторая пористость предположение о том, что акустические сигналы претерпевают изменения частоты или амплитуды при прохождении через несплошности
Исследование теплопереноса — выявляет изменения скорости теплопередачи из-за несплошностей или областей без пайки — изображения показывают области пайки в виде светлых пятен, а пустые области в виде темных пятен
Методы проверки паяных соединений: методы разрушающих испытаний
Существует также несколько разрушающих и механических методов испытаний, часто используемых при выборочных испытаниях или испытаниях партии:
соединение плюс наличие пустот и флюсовых включений — когда один элемент удерживается в жестком состоянии, а другой отделяется от соединения
Металлографическое исследование — проверка общего качества соединений — определение пористости, плохого течения присадочного металла, эрозии основного металла и неправильная посадка
Испытание на растяжение и сдвиг — определяет прочность соединения при растяжении или сдвиге — используется во время квалификации или разработки, а не производства
Испытание на усталость — испытание основного металла и паяного соединения — трудоемкое и дорогостоящее метод
Испытание на удар — определяет основные свойства паяных соединений — обычно используется в лабораторных условиях
Испытание на кручение — используется для паяных соединений при контроле качества продукции — например, шпильки или винты, припаянные к толстым секциям
Неудачная проверка пайки
Размер, сложность и серьезность применения определяют наилучший метод проверки, и может потребоваться несколько методов. Если вы не можете разработать точный и надежный метод проверки критического паяного соединения, рассмотрите возможность пересмотра конструкции вашего соединения, чтобы обеспечить адекватную проверку.
Проверка готовых соединений может быть завершающим этапом процесса пайки, но процедуры проверки должны быть включены в этап проектирования. Могут использоваться как неразрушающие, так и разрушающие методы, в зависимости от приложения, услуги и требований конечного пользователя, а также нормативных кодексов и стандартов.
После того, как флюс и оксиды удалены из паяного узла, редко требуются дальнейшие чистовые операции. Сборка готова к использованию или к нанесению гальванического покрытия. В тех немногих случаях, когда вам нужна сверхчистая поверхность, вы можете получить ее, отполировав сборку мелкой наждачной бумагой. Если узлы будут храниться для последующего использования, нанесите на них легкое антикоррозийное защитное покрытие, добавив водорастворимое масло в воду для окончательного ополаскивания.
Посмотрите это видео, чтобы узнать, как правильно чистить швы.
Собираем все вместе: основы пайки
Мы обсудили шесть основных шагов, необходимых для правильной процедуры пайки. И мы углубились в изрядное количество деталей, чтобы быть максимально информативными. Чтобы получить более сбалансированную картину всего процесса пайки, важно отметить, что в большинстве повседневных работ по пайке эти этапы выполняются очень быстро.
Возьмем, к примеру, процесс очистки. Недавно изготовленные металлические детали могут вообще не нуждаться в очистке. Когда они это делают, быстрое погружение десятков за раз в обезжиривающий раствор делает свое дело. Флюсование обычно представляет собой не более чем быстрое прикосновение кистью или погружение концов деталей во флюс. Нагрев часто можно осуществить за секунды с помощью кислородно-ацетиленовой горелки. А затекание присадочного металла происходит практически мгновенно благодаря капиллярному действию. Наконец, удаление флюса, как правило, представляет собой не более чем промывку горячей водой, а для удаления оксида достаточно всего лишь погружения в кислотную ванну.
Конечно, есть исключения из правил, но в большинстве случаев паяное соединение делается быстро — значительно быстрее, чем линейное сварное соединение. И, как мы увидим позже, эта экономия времени и труда умножается во много раз при высокопроизводительной автоматизированной пайке. Чистая скорость пайки представляет собой одно из наиболее значительных преимуществ процесса соединения металлов.
Свяжитесь с нашими экспертами по пайке в компании Lucas Milhaupt, если у вас есть дополнительные вопросы относительно пайки, или посетите наш следующий двухдневный курс Advanced Fundamentals & Brazing by Design.
© Copyright 2020 Lucas-Milhaupt, Inc. | Все права защищены.
ТопСлепые зоны в промышленных системах измерения температуры Вы можете не осознавать, что даже когда эти системы показывают зеленый свет по всем направлениям, они могут быть источником невидимых проблем в вашей работе. Многим не удается определить эти проблемы, и связанные с ними слепые зоны могут нанести компаниям ущерб, который иногда остается незамеченным.
В частности, текущее измерение температуры часто представляет собой компромисс — компромисс, основанный на пространстве, бюджете или точности. Настало время пересмотреть эти компромиссы и использовать возможности новых технологий.Проблемы с текущими системами измерения температуры
Как бы нам не хотелось этого признавать, современные системы измерения температуры часто являются детищем компромисса. Они часто создаются после того, как большая часть работ по проектированию базового оборудования завершена, что означает, что тепловые системы должны соответствовать ограничениям базовой системы. В разных ситуациях эта проблема проявляется по-разному.
Иногда возможности тепловой системы ограничивает бюджет. Компании не всегда могут получить необходимую плотность датчика или нагревателя, чтобы обеспечить завершение проекта в рамках бюджета. Они могут сэкономить много денег, уменьшив количество используемых датчиков, но ценой потери полной картины всей системы.
Конечно, пространство тоже играет роль. Нагреватели и датчики занимают место, а соединяющая их проводка экспоненциально растет с каждым дополнением к системе, требуя экспоненциально большего пространства, что может быть невозможно во всех конфигурациях. Компании реагируют на эту проблему, подключая свои нагреватели последовательно, уменьшая требования к проводке и пространству. Однако при этом они отказываются от возможности тонкой настройки своей системы, что имеет последствия для эффективности и результативности.
Опасность этих компромиссов заключается в том, что они могут повлиять на повседневную работу способами, которые не всегда очевидны на первый взгляд. Компании могут использовать свои нагреватели слишком часто или слишком мало, что влияет на качество продукции или общую эффективность, и делают это, даже не осознавая этого. Хотя последствия могут не ощущаться в производственных цехах, в балансовых отчетах они отображаются красным цветом.
Представляем систему контроля температуры соединения нагревателя термопары (TCH) компании Watlow
Что, если бы вы могли жить в мире, где вам не приходилось бы идти на подобные компромиссы? Невероятно, но творческое использование новых технологий делает этот мир реальностью.
В термопарах нет ничего нового. По сути, они состоят из двух разнородных проводников, образующих электрический переход. Установка чрезвычайно чувствительна к изменениям температуры, которые можно измерить по изменению напряжения, протекающего через термопару. Отличительной особенностью термопарного нагревательного перехода Watlow (TCH) является его расположение. При подключении к силовым кабелям нагревателя он может обеспечивать измерение температуры без использования отдельного датчика.
Отсутствие дискретного датчика означает, что к системе не нужно подключать провода датчика, что экономит средства и место. Кроме того, они монтируются рядом или даже внутри самих нагревателей, обеспечивая точные измерения в точных местах и предоставляя вам наиболее полное представление о производительности вашей системы.
Относительно низкая стоимость термопар делает доступной возможность соотношения датчиков и нагревателей один к одному. Термопаре требуется всего около 5 миллисекунд для измерения температуры, чтобы ваш нагреватель мог работать практически непрерывно.
Как TCH вписывается в Watlow Adaptive Thermal Systems® (ATS™)
Конечно, новый датчик температуры — это лишь малая часть изменений, необходимых для промышленного измерения температуры. Необходимы дополнительные усовершенствования, чтобы воспользоваться преимуществами компактной конструкции TCH и встроенных возможностей измерения температуры.
The Harness
Технологии Watlow Adaptive Thermal Systems® (ATS™) — это комплексный пакет управления температурным режимом , который включает TCH. Хотя жгут проводов для обогревателей и датчиков не всегда является первым, о чем мы думаем, когда думаем об инновациях, стоит выделить жгут проводов в ATS. Благодаря стандартному разъему жгут упрощает подключение различных нагревателей к одной и той же системе и вдвое сокращает количество необходимых соединений с двух до одного.
Контроллер
Конечно, вам нужна интеллектуальная система, способная обрабатывать данные, которые она производит. Новый контроллер Watlow EZ-ZONE® RMT может работать автономно или передавать данные через EtherCAT® в систему, обеспечивая при этом управление с обратной связью для каждого нагревателя в системе. Это означает, что вы можете подключать системы, как если бы они были соединены последовательно, но управлять ими, как если бы они были параллельны, предоставляя вам беспрецедентный контроль и данные для вашей системы.
Контроллер EZ-ZONE RMT также не зависит от входного напряжения, обеспечивая точное напряжение, необходимое для его нагревателей, независимо от входа. Это делает его готовым к работе решением для систем по всему миру. Кроме того, он готов к TCH и может помочь вам агрегировать и анализировать данные практически в режиме реального времени.
С чего начать работу с ATS
Правильное решение для системы промышленных датчиков температуры никогда не бывает готовым, но неправильно выбранное индивидуальное решение может оставить у вас белые пятна, которые негативно скажутся на прибыли. ATS во многом революционен, потому что он сочетает в себе лучшее из обоих миров. Каждая часть представляет собой часть шаблона, который затем можно настроить в соответствии с конкретными потребностями клиента. Поскольку технологии увеличивают ценность друг друга, когда они работают вместе, они могут обеспечить невероятную ценность без удивительной цены.
Хотите узнать больше о контроле температуры или о ATS в целом? Мы рекомендуем следующие ресурсы:
Наш информационный документ о контроле температуры перехода нагревателя термопары (TCH) Уотлоу
Наш информационный документ об адаптивных тепловых системах (ATS)
Уход за одеждой и методы шитья для слабовидящих или полностью слепых учащихся
Кэрол Вудворд, бывшая учительница домашнего хозяйства
Техасская школа для слепых и слабовидящих, Остин, Техас
Пересмотрено в марте 1998 г.
Маркировка одежды
Гардероб можно согласовать с помощью следующих методов:
A.
Английские булавкисобственная система цветов и их позиций. Это включает в себя размещение английской булавки в определенном скрытом месте для каждого цвета на каждой одежде. Например:
- Для рубашек – хвост, боковые швы, манжеты (боковые с пуговицей или боковые с отверстием), внутренний воротник посередине, точки под воротником, средний задний шов
- Для брюк – пояс должен соответствовать положению цвета на соответствующей рубашке (например, синяя рубашка с булавкой на левой передней части и соответствующие синие брюки с булавкой на левой передней части пояса)
- Для носков – сверху сзади или спереди, снаружи на подъеме (предпочтительный метод – скреплять одинаковые носки большой английской булавкой, когда их снимают, стирают и убирают; затем раскалывают, когда носки надеты; подберите специальную пару носков к предмету одежды, прикрепите носки к изделию, когда снимаете их, и постирайте вместе с одеждой)
B. Французские узлы или узлы из пряжи
Этот метод аналогичен использованию английской булавки, маркирующей разные цвета в разных местах. Учащиеся должны выбрать используемый код. Узлы могут обозначать названия цветов шрифтом Брайля, числа или иметь различную форму (например, квадраты, треугольники, круги). Примечание. У большинства людей больше одежды одного цвета, чем другого. Преобладающий цвет можно было определить без булавок или маркировки. Для одежды, сочетающейся с несколькими цветами, например, пледы, отметьте каждый цвет в соответствующем месте (например, левый перед — синий, боковой шов — зеленый).
C. Коммерчески доступные продукты
Maxi Aids, PO Box 3209, Farmingdale, NY 11735, тел. : Эти прозрачные пластиковые пуговицы Брайля (1 штекер, 1 гнездо) легко и надежно защелкиваются через кромку, манжету или воротник. Одна сторона пуговицы говорит о дизайне (светлый, темный, принт, клетка, полоска, однотонный). На другой стороне указан цвет (45 разных цветов). Прилагается кодировка Брайля к аббревиатурам. Они продаются в упаковках по 100 штук за 51,9 доллара.5.
Каждый комплект содержит 10 бирок и достаточно 1/2-дюймовой ленты Брайля для 23 этикеток. Метки имеют размеры 1 1/2″ x 5 3/4″ и стоят 4,95 доллара.Independent Living Aids, 27 East Mall, Plainview, NY 11803, телефон 1-800-537-2118, факс 516-752-3135:
- Замки для толстых носков стиральная машина, сушилка и ящик для носков. Они продаются в упаковках по 20 штук по цене 1,75 доллара.
Lighthouse Enterprises, 36-20 Northern Blvd., Long Island City, NY 11101, телефон 1-800-829-0500, факс 212-821-9727:
- Тефлоновая лента Скотта : Эту ленту можно напечатать по Брайлю сланец, вырезанный по размеру и вшитый в предметы одежды. Лента шириной 1/2 дюйма и длиной 5 футов стоит 2,9 доллара. 5 за рулон.
Пуговицы Maggie’s Sew Free, P.O. Box 54, DeWitt, NY 13214
Заправка нити в иглу
A. Иглы для заправки нити
Иглы для заправки нити имеют два отверстия, одно из которых открыто. Нить помещается сверху и проталкивается через прорезь во второе отверстие. Существует несколько положений рук, которые можно использовать для заправки иглы, удерживая ее в руке. Рекомендуемый метод — положить на стол подушечку для булавок, прямо в нее воткнув иглу. Это позволяет держаться за нить двумя свободными руками. Оберните нить вокруг двух указательных пальцев и используйте большие пальцы, чтобы определить положение иглы в подушечке для булавок, затем протолкните нить на иглу. Недостатком игл с самозаправкой является то, что нить очень легко вытягивается из прорези в игле.
B. Нитевдеватель для проволоки
Нитевдеватель для проволоки можно приобрести упаковками по три штуки примерно за 1 доллар. Чтобы использовать это, проденьте проволоку треугольной формы через игольное ушко, проденьте нить через треугольник и протяните проволоку обратно через иглу с нитью. Некоторым учащимся может быть сложно их использовать, потому что сначала нужно продеть проволоку через игольное ушко, а проволока может погнуться или учащийся может не найти отверстие в игле. Моим ученикам нравится наматывать нить на прямую булавку и вставлять прямую булавку в проволочную петлю. Это дает учащемуся что-то жесткое, чтобы проткнуть проволочный треугольник вместо мягкой нити.
Нитевдеватель для зубной нити Нитевдеватель для проволочной иглы
C. Насадки для надевания нити для зубной нити
Насадки для надевания нити для зубной нити можно приобрести в упаковках по 20 штук в аптеке примерно за 2–3 доллара США. Мои ученики предпочитают эти нитевдеватели проволочным нитевдевателям, потому что они достаточно жесткие, чтобы легко вдеть нить в ушко иглы, а петля гибкая, неразрывная и достаточно большая, чтобы продеть нить. Петля протягивается через иглу спереди назад.
Использование ножниц
Чтобы научить учащегося с нарушениями зрения держать ножницы и пользоваться ими:
- Возьмите ножницы в свою руку и дайте учащемуся почувствовать положение руки и режущее движение (рука за руку, рука учащегося сверху) .
- Позвольте учащемуся держать ножницы, а вашей рукой обхватите руку учащегося, чтобы помочь направлять во время резки (рука за руку, рука учителя сверху).
- Пусть учащийся потренируется резать на бумаге с выпуклыми линиями, пока он не сможет резать по линии.
Примечание. Руки некоторых учеников слишком слабы, чтобы разрезать ткань двух слоев. Пусть эти студенты режут по одной толщине за раз. Иногда помогают электрические ножницы.
Выкройки и ткани
A. Как сделать свои собственные выкройки
Учащимся с плохим тактильным различением я рекомендую делать выкройки из плотной оберточной бумаги или плотной бумаги, используя обычные выкройки папиросной бумаги в качестве ориентира или создавая свои собственные:
- Обведите края 1/4-дюймовой линией клея Элмера.
- Отметьте прямые стрелки полосой 1/2-дюймовой малярной ленты или яркой этикеточной лентой.
- Наклейте полоску малярной ленты на край бумаги, чтобы определить складку на сгибе.
- Стрелку поперечной линии зерна можно обозначить полоской малярной ленты со скобами на каждом конце.
- Линия смещения может представлять собой полосу малярной ленты со скобами вдоль одной стороны ленты.
- Используйте скобы, чтобы определить расположение пазов. Для начинающих я иногда полностью опускаю метки, чтобы избежать путаницы.
- Чтобы идентифицировать вытачки, сделайте жирный контур из клея и прикрепите скобу к острию и с двух концов.
Примечание. Номер выкройки, размер и часть выкройки могут быть отмечены на каждой части выкройки шрифтом Брайля или крупным шрифтом.
B. Адаптация обычных шаблонов
- Для тактильной маркировки:
- Прежде чем обрезать лишние поля с шаблонов папиросной бумаги, нанесите линию клея Элмера на линии разреза. Дайте высохнуть в течение ночи. Чтобы папиросная бумага не прилипала к стойкам, я наклеила скотч на изнаночную сторону выкройки по линиям разреза.
- Отметьте эти узоры малярной лентой, как описано выше.
- Учащийся должен быть в состоянии оторвать лишние поля за пределами линий склеивания, прежде чем прикалывать рисунок к ткани. В противном случае я отрезаю лишние поля за пределами линий склеивания.
Примечание. Этот метод я использую на своих уроках одежды. Вам понадобится много встречного пространства.
- Для визуальной маркировки: Используйте цветной фломастер с широким наконечником и повторите все линии разреза и специальные маркировки, такие как вытачки, точки, линии размещения карманов и т. д. Это легче сделать до того, как будут обрезаны лишние поля. узор из папиросной бумаги. Я обычно спрашиваю студентов, какой цвет лучше всего.
C. Шаблоны, доступные для слабовидящих пользователей
Шаблоны кончиков пальцев, 155 North Bellaire Avenue, Louisville, Kentucky 40206. Эти шаблоны специально созданы для слепых. Все обозначения выполнены шрифтом Брайля. Однако используемая бумага похожа на бумагу мясника, и иногда трудно почувствовать край бумаги при разрезании ткани (нет клеевых линий). Насколько я понимаю, у этой компании есть каталоги моделей, доступные по запросу. За отдельную плату возможно изготовление адаптированной выкройки, если вы пришлете в компанию купленную в магазине выкройку. К сожалению, на восстановление шаблона уходит более шести недель.
D. Покупка ткани
Учащихся следует поощрять к тому, чтобы они научились различать текстуры и переплетения различных типов тканей (например, хлопчатобумажных, трикотажных, шерстяных). Поездка в магазин тканей должна включать возможность тактильного изучения ткани. Устно опишите учащимся характеристики различных тканей. Помогите им подобрать выкройку или потренируйтесь обращаться за помощью к зрячим, потренируйтесь покупать ткань и всю необходимую швейную фурнитуру и оплачивать покупку.
E. Перенос выкройки на ткань
Сделайте все необходимые приспособления (например, склеивайте линии или цветные фломастеры). С этого момента учащийся должен быть в состоянии разложить выкройку (используя в качестве ориентира стрелки линий зернистости малярной ленты), приколоть выкройку к ткани и вырезать детали. Для начинающих я рекомендую простые проекты, такие как фартук, большая сумка, пончо, юбка с резинкой по линии талии, брюки с кулиской или резинкой по линии талии или «разорванный проект» (где студент вырывает куски, а не разрезает их). из кусков). Я настоятельно рекомендую выбирать ткань из тканого полиэстера и хлопка. На ткань необходимо наносить только специальные отметки, такие как вытачки, точки, линии размещения карманов или насечки. Вытачки можно определить, поместив небольшую английскую булавку в точку и на каждом конце, где были скобы на адаптированном бумажном шаблоне. Когда вытачки готовы к пришиванию, английские булавки заменяются прямыми булавками. Я иногда даю своим новичкам обводить маркировку шаблона с помощью кальки на кальке в дополнение к английским булавкам, чтобы они были знакомы с этой техникой.
Машинное шитье
A. Направляющая для булавочной головки Использование направляющей для булавочной головки помогает слепым ученикам шить прямо. Поместите ряд прямых булавок горизонтально на липкую сторону куска малярной ленты. Пусть головки булавок выходят за одну сторону. Наклейте еще один кусок малярной ленты нелипкой стороной прямо на штифты. Прикрепите направляющую игольной головки к металлической пластине скольжения швейной машины. Расположение направляющей игольной головки может варьироваться в зависимости от задачи (обычный шов на 5/8 дюйма, стачивание на 1/2 дюйма, расстрочка на 1/4 дюйма). Для облегчения размещения направляющей головки булавки можно использовать металлический шовный калибр, похожий на 6-дюймовую линейку, но с зазубринами на каждой отметке в полдюйма. Большинство швейных машин имеют выгравированную линию на металлической скользящей пластине, которая отмечает стандартную линию шва 5/8 дюйма. Большинство учеников могут почувствовать эту линию и поместить на нее направляющую булавочную головку. В начале шитья ткань выровнена с первой булавкой на направляющей головки булавки (которая находится на одном уровне с машинной иглой).B. Металлический направитель шва Большинство швейных машин имеют отверстие для винта справа от иглы для металлического направителя шва, который действует как направитель булавочной головки. Эти металлические направляющие для швов также доступны в магнитной форме. Я предпочитаю винтовой тип, потому что магнитные имеют тенденцию смещаться со своего места. Некоторые из моих учеников используют комбинацию направителя шва с винтовым креплением и магнитного направителя (или направителя с булавочной головкой), чтобы сделать более длинный край для движения ткани.
C. Защита пальцев иглы
Это небольшой трехсторонний металлический стержень, прикрепленный к швейной машине на том же стержне, что и прижимная лапка рядом с иглой. Это защитное устройство, предупреждающее пользователя о том, что игла находится рядом. Защита пальцев опускается перед иглой при шитье и поднимается слева от иглы при заправке нити. Большинство новых швейных машин имеют защиту для пальцев.
D. Швы
Попросите учеников сколоть кусочки ткани прямыми булавками параллельно краю ткани так, чтобы кончики булавок были направлены к игле швейной машины. Это облегчает ученику вытаскивание булавок из ткани и дает ему лучшее представление о том, где будет линия сшивания. Я рекомендую использовать булавки с большими цветными пластиковыми головками. Новичкам следует сначала потренироваться сшивать вместе два куска бумаги Брайля, используя металлическую направитель для швов, чтобы шить прямо.
E. Дротики
Если дротики были помечены английскими булавками, сложите дротик пополам, выровняв английские булавки. Замените английские булавки прямыми булавками и проложите прямую линию булавок от широкого конца к острию, используя калибр для швов или линейку в качестве линейки. Поместите направитель булавочной головки прямо перед и на одной линии с иглой и прижимной лапкой. Начните с широкого конца вытачки (у края ткани) и начинайте шить, удерживая булавки в ткани ровно напротив направляющей головки и удаляя булавки одну за другой до точки вытачки.
Кромки
Отметьте желаемую длину булавкой. Измерьте ткань, которую нужно подвернуть, с помощью калибра для швов с насечками и закрепите всю кромку булавками. Приутюжьте заколотый край.
A. Подшивание швов на швейной машине
По возможности используйте швейную машину для подшивания швов. Используйте металлический направитель для швов или направитель с булавочной головкой, расположив его на расстоянии от иглы на глубину подгиба, и прострочите.
B. Утюжка кромок со стежком Witchery
Это клейкий материал, похожий на сетку, доступный в полосах или в ярдах. Полоски проще всего использовать для подгибки. Приутюживая край, удалите прямые булавки и поместите Stitch Witchery между тканью и утюгом.
C. Подшивка краев вручную
Вденьте в иглу двойную нить. Одна нить слишком часто сходит с иглы. Держите край в одной руке, положив большой палец на заколотый край края. Другой рукой введите иглу в ткань, пока острие не коснется указательного пальца, а затем протолкните иглу обратно через ткань. Расположите большой палец так, чтобы первый стежок находился на одной стороне большого пальца. Теперь сделайте второй стежок с другой стороны большого пальца. Продолжайте шить вокруг подола, ориентируясь большим пальцем на размер стежка.
Глажка одежды
A. Техника безопасности
Объясните учащимся, как включать и выключать утюг, как устанавливать основные настройки температуры, как добавлять воду в паровой утюг, как ставить утюг, когда он горячий, и какие части железа нагреваются. Холодным утюгом покажите ученику, как правильно держать утюг. Научите учащихся класть утюг, держа предплечье прямо, а локоть прижимайте к телу. Чтобы снова найти утюг после того, как его положили, проведите вверх по гладильной доске со стороны, ближайшей к телу, или найдите шнур и поднимитесь по шнуру к ручке.
B. Как гладить рубашку
- Сначала погладьте воротник, положив его изнаночной стороной вверх на гладильную доску швом к внешнему краю гладильной доски (сторона от тела). Придерживая его бедром, приколите углы воротника прямыми булавками, затем прогладьте утюгом. Удалите штифты.
- Прогладьте плечи и, если применимо, кокетку, вставив кончик гладильной доски. Держите за воротник и низ кокетки или приколите кокетку книзу (воротник ближе всего к телу). Удалите штифты.
- Отгладьте рукава, найдя шов под мышками и согнув его. Приколите рукав к гладильной доске и прогладьте утюгом. Сдвиньте утюг в сторону к воротнику, чтобы почувствовать, когда сторона утюга достигает шва проймы (и не гладьте воротник снова). Удалите штифты.
- Прогладьте основную часть рубашки, начиная со стороны пуговиц спереди. Приколите хвост рубашки и держите его за воротник, пока гладите. Когда вы закончите гладить часть, открепите ее, сдвиньте дальний край рубашки сверху и снизу к краю, ближайшему к вашему телу, чтобы расположить непроглаженную часть. Прикрепите эту негладкую часть вниз и прогладьте утюгом. Продолжайте в том же духе вокруг рубашки. При глажке основной части рубашки возле пройм сдвиньте рубашку так, чтобы конец гладильной доски застрял в верхней части рукава. Это позволит рубашке ровно лежать на гладильной доске.
Складная одежда
A.
Складные рубашкиСначала застегните каждую вторую пуговицу и манжеты, если применимо. Чтобы найти верхнюю часть рубашки, просуньте руку в верхнюю часть каждого рукава. Встряхните рубашку, удерживая ее сверху. Положите рубашку лицевой стороной вниз на стол воротником влево. Вытяните рукава в стороны, максимально расправляя тело. Поднесите основную часть рубашки к краю стола. Поместите указательный палец левой руки рядом с воротником (правая сторона рубашки), пальцы указывают на край рубашки и сложите правую сторону рубашки. Сложите правый рукав, выровняв его вдоль рубашки. Повторите для левой стороны рубашки. Поднесите задний конец рубашки к воротнику, чтобы сложить пополам по длине, или сложите втрое, подняв задний конец на одну треть, а затем снова сложите пополам.
B. Брюки со складками
Удерживая нижнюю часть каждой штанины, соедините швы вместе, убедившись, что внутренние швы соприкасаются. Возьмитесь за низ ног и положите под подбородок. Поднимите талию брюк и сложите пополам или возьмитесь за каждый конец и соедините руки.
Вешалка для одежды
A. Вешалка для рубашек и платьев
Просуньте руку внутрь каждого рукава или проймы и вставьте вешалку. Застегните любую верхнюю пуговицу, чтобы одежда не соскальзывала. Совместите либо бирку на рубашке с крючком для вешалки, либо плечевые швы с вешалками.
B. Подвешивание брюк
Сложите брюки так же, как при складывании брюк. Положите штаны на стол так, чтобы штанины оказались перед вами. Проденьте вешалку под штанины почти до промежности и поднимите со стола.
Прачечная
A. Стирка и сушка
Большинство стиральных и сушильных машин имеют различные типы настроек. Если возможно, отметьте настройки для обычного и перманентного пресса клеевыми точками, пушистой краской или метками Hi Marks. Не перегружайте стиральную машину или сушилку! Научите, как сортировать одежду по цвету и типу белья и как отмерять моющее средство. Не забудьте добавить моющее средство и отбеливатель в стиральную машину вместе с водой перед , поместите одежду в стиральную машину (рекомендуется прополоскать воду несколько раз, чтобы растворить моющее средство). Чтобы избежать глажки, достаньте одежду из полиэстера из сушилки до того, как она полностью высохнет, и повесьте ее, или как только сушилка остановится, быстро повесьте одежду. Незрячим учащимся не рекомендуется использовать отбеливатель для стирки. Если нужно использовать отбеливатель, используйте его только для белых хлопчатобумажных тканей (убедитесь, что учащийся знаком с различными тканями). Альтернативой может быть моющее средство с отбеливателем, безопасным для цветов.
B. Удаление пятен
Пятна или пятна на одежде должны быть обнаружены или идентифицированы зрячим человеком. Пятно следует пометить английской булавкой или, если пятно большое, окружить его английской булавкой. Используйте средство для предварительной стирки или обработки пятен и дайте ему впитаться в течение нескольких минут. Затем постирайте одежду вместе с другим бельем в стиральной машине.
Как выбрать гидрокостюм, толщина, температурный диапазон и многое другое
Гидрокостюмы — это фантастический инструмент, который позволяет серферам, пловцам и любителям воды оставаться в воде круглый год. Выбор правильной толщины для области и деятельности, которой вы будете заниматься, — это первый шаг к тому, чтобы оставаться в тепле и быть счастливыми, готовыми сосредоточиться на развлечениях. В следующей статье мы разберем весь процесс, чтобы вы могли быть уверены, что получаете самый лучший гидрокостюм для себя.
| Температура воды. Диапазон (°F) | Температура воды. Диапазон (°С) | Толщина гидрокостюма | Рекомендуемый тип гидрокостюма | Тип уплотнения |
|---|---|---|---|---|
| >72° | >22° | н/д | Рашгард | н/д |
| 65° — 75° | 18° — 24° | 0,5 мм — 2/1 мм | Топ / коротышка | н/д |
| 62° — 68° | 16° — 20° | 2 мм — 3/2 мм | Весенний костюм / Полный костюм | Плоский замок |
| 58° - 63° | 14° — 17° | 3/2 мм — 4/3 мм | Полный костюм + сапоги | Герметичный |
| 52° — 58° | 11° — 14° | 4/3 мм — 5/4/3 мм | Полный Костюм + Ботинки + Перчатки + Капюшон | Герметичный и с лентой |
| 43° — 52° | 6° — 11° | 5/4 мм — 5/4/3 мм | Полный Костюм + Ботинки + Перчатки + Капюшон | Герметичный и с лентой |
| 42° и ниже | 6° и ниже | 6/5 мм + | Полный Костюм + Ботинки + Перчатки + Капюшон | Герметичный и с лентой |
Также обратите внимание:
- Температура воздуха
- Скорость ветра
- Ваша чувствительность к холоду
- Уровень активности / Строгость
Обратите внимание: При низких температурах воздуха, сильном ветре, деятельности с меньшим количеством движений или легком замерзании рассмотрите более толстый гидрокостюм. Это общие рекомендации по температуре. Многие бренды предоставляют свои собственные рекомендации по температуре, которые могут немного отличаться от перечисленных выше.
Гидрокостюмы представляют собой неопреновые изоляционные костюмы, предназначенные для защиты и защиты от холода при занятиях водными видами спорта. Они работают, удерживая тонкий слой воды между вашим телом и костюмом. Этот слой воды нагревается вашим телом, не позволяя вам терять слишком много тепла.
Молекулы воды проводят энергию (тепло) в 25-40 раз быстрее, чем молекулы воздуха. Так, например, в 60-градусный день на улице вы будете чувствовать себя комфортно в джинсах и рубашке; тем не менее, вы, вероятно, начнете дрожать через несколько минут, плавая в воде той же температуры.
Гидрокостюмы не предназначены для того, чтобы вы оставались сухими. Неопрен состоит из крошечных закрытых ячеек, заполненных воздухом, который обеспечивает изоляцию от холодной воды, улавливая тепло. Чем толще неопрен костюма, тем теплее он будет, потому что он лучше удерживает тепло. Поэтому важно исследовать температуру воды (с учетом разных сезонов и волн) в том регионе, где вы в основном будете использовать гидрокостюм. Если температура настолько низкая, что ваши конечности немеют, подумайте об использовании ботинок, перчаток и капюшонов.
Одним из наиболее важных аспектов при рассмотрении вопроса сохранения тепла гидрокостюма является толщина неопрена. Он измеряется в миллиметрах и представляется двумя или тремя числами, разделенными косой чертой. Первое число представляет собой толщину неопрена в области туловища, второе число представляет собой толщину неопрена в конечностях (или только ноги, если есть третье число), а третье число (если имеется) представляет собой неопрен. толщина в руках. Более толстый неопрен (первый номер) используется для вашего туловища, чтобы поддерживать тепло вашего тела. Ваше внутреннее тепло жизненно важно для предотвращения переохлаждения. Более тонкий неопрен (второй/третий номер) используется для конечностей. Чем толще неопрен, тем больше тепла, но меньше гибкости.
Гидрокостюм должен сидеть как вторая кожа, без провисания спины или чрезмерных складок на руках или ногах. Он должен плотно прилегать, чтобы между вашим телом и костюмом оставалась лишь тонкая прослойка воды. Если ваш костюм свободен, через него будет стекать большое количество воды, что сделает костюм менее эффективным. Гидрокостюм также должен плотно облегать шею (многие люди носят рашгард под гидрокостюмом, чтобы предотвратить сыпь на шее). Большинство женщин носят купальник под ним для дополнительной защиты и поддержки.
Подгонка по размеру — важный аспект, на который следует обращать внимание при покупке гидрокостюма. Если ваш гидрокостюм не подходит должным образом, он не сможет согреть вас или обеспечить подвижность, необходимую для занятий спортом. Просмотр таблиц размеров гидрокостюмов для конкретных брендов — лучший способ начать поиск подходящего гидрокостюма.
Контрольный список подгонки гидрокостюма:
После того, как вы наденете гидрокостюм, в туловище, промежности, плечах или коленях не должно быть лишнего места. Правильно подобранный гидрокостюм будет сложно надеть, когда он высохнет. (Лайфхак: не снимая носков, ваши ноги будут скользить намного легче!)
После этого поднимите руки над головой и расправьте плечи. Этот шаг должен быть лишь слегка ограничивающим. Если вы чувствуете сильное давление во время этого движения, костюм слишком мал. Вы должны быть в состоянии присесть на корточки и легко двигать руками (гидрокостюмы выше 5/4 мм по своей природе ограничены).
Уплотнители швовГидрокостюм Flatlock Швы:
- Рекомендуется для использования в воде с температурой выше 62°.
- Прилегает к телу, не вызывая дискомфорта.
- Может впустить немного воды.
Герметичные швы гидрокостюма (проклеенные и потайные):
- Рекомендуется для использования в воде с температурой 55° и выше.
- Эти стежковые панели склеиваются, а затем прошиваются потайным швом. Потайной шов не проходит через весь неопрен. Вместо этого стежок выходит с той же стороны, что и вошел, что делает его водонепроницаемым.
- Этот вид шва пропускает очень мало воды.
Герметичные и проклеенные швы гидрокостюма (проклеенные, потайные и 100% проклеенные):
- Рекомендуется для использования в воде при температуре 55° и ниже.
- Этот стежок склеен, а затем прошит потайным швом, но он также содержит окантовку внутренних швов. Внутренняя лента добавит прочности, укрепит шов и предотвратит просачивание воды.
Задняя молния Гидрокостюмы: Это классическое решение с застежкой-молнией по всей длине позвоночника с прикрепленным длинным шнуром, так что вы можете застегивать и расстегивать молнию. Преимущество задней молнии заключается в том, что в нее обычно легче всего входить и выходить. Это очень важно, когда пытаешься попасть во что-то, что плотно облегает кожу. Недостатком является то, что вода может проникнуть через швы на задней молнии, что станет серьезным сдерживающим фактором (вспомните кубики льда на спине). Многие компании разработали свои собственные технологии защиты от смыва, чтобы уменьшить это. Также, когда вы наклоняетесь вперед, костюм будет натягиваться сзади, а застежка-молния не расстегивается, что может ограничивать движения.
Гидрокостюмы с молнией на груди: Гидрокостюмы с молнией на груди вставляются через вырез на молнии вокруг шеи, и вы опускаетесь в костюм через вырез, прежде чем натянуть вырез на шее через голову и застегнуть молнию на груди. Застежки-молнии на груди сложнее всего входить и выходить. Молния на груди превосходно защищает костюм от проникновения воды через швы и вырез. Застежка-молния на груди также может быть более удобной при надевании с узкой шеей, которая с меньшей вероятностью вызовет сыпь, а спина без молнии обеспечивает больший уровень гибкости.
Гидрокостюмы с молнией на груди: Можно найти на более легких гидрокостюмах (например, 3/2 и тоньше) и неопреновых топах. Они отдают предпочтение мобильности, а не теплу, устраняя отсутствие гибкости, характерное для областей на молнии и швов. Это может быть хорошим решением, если у вас есть проблемы с мобильностью во время гребли или серфинга. Точка входа для гидрокостюмов без молнии находится в области груди или шеи и обычно закрывается небольшой молнией, резинкой или липучкой.
ДлиныПолные гидрокостюмы: покрывает все ваше тело, включая руки и ноги до запястий и лодыжек. Его можно найти во многих различных толщинах, сделанных для разных температур воды.
Shorty гидрокостюмы / Springsuits / Short Johns: все из более тонкого материала и короткие ноги и руки. Они в основном используются при более теплых температурах воды.
Длинные гидрокостюмы John/Jane: похожи на полный гидрокостюм, но сделаны из более тонкого неопрена (обычно 1,5–2 мм) и не имеют материала на рукавах для более теплых вод.
Верх гидрокостюма: изготовлен из неопрена толщиной 0,5–2 мм и сочетается с шортами или плавками от бикини. В основном используется для более теплых водных видов спорта. Тем не менее, жилеты гидрокостюмов также можно надеть под полный костюм для дополнительного тепла в холодной воде.
Верх гидрокостюма: Неопреновые штаны, леггинсы или шорты, которые в основном используются в более теплой воде.
Рашгарды: Легкая рубашка из лайкры или других материалов, устойчивых к ультрафиолетовому излучению. Используется для защиты от солнца и песка, иногда надевается под гидрокостюм, чтобы предотвратить раздражение.
Инфракрасная технология FAR В некоторых гидрокостюмах для сохранения тепла используется инфракрасная технология FAR. Костюмы с обогащенными минералами волокнами, которые улавливают тепло вашего тела и преобразуют его в инфракрасные лучи FAR, являются наиболее распространенными. Инфракрасный луч FAR представляет собой спектр солнечного света с длиной волны от 4 до 1000 микрон. НАСА обнаружило, что дальний инфракрасный луч в диапазоне 6-14 микрон может проникать в тело человека, повышая температуру тела, улучшая кровообращение и стимулируя рост клеток.
Преимущества:
- Тепло проникает глубоко в ваше сердце.
- Обеспечивает тепло.
- Снимает боль и скованность в суставах.
- Ускоряет обмен веществ.
- Улучшает кровообращение.
- Стимулирует рост клеток.
Эта технология позволяет носить более тонкий гидрокостюм в более холодной воде, повышая вашу гибкость. Холод истощает вашу энергию и сокращает время, проведенное в воде. Стандартные гидрокостюмы могут только изолировать и уменьшать потери тепла, но эти гидрокостюмы могут выделять тепло. Это генерируемое тепло будет поддерживать температуру вашего тела, позволяя сердцу продолжать перекачивать кровь к внешним конечностям.
Аксессуары для гидрокостюмов В воде с температурой ниже 60° аксессуары для гидрокостюмов, такие как перчатки, ботинки и капюшоны, помогут вам не замерзнуть.
Перчатки: Неопреновые перчатки или рукавицы для занятий в холодной воде. Перчатки с пятью пальцами обеспечивают наибольшую ловкость, а варежки лучше всего подходят для ледяной воды. Также существуют гибридные модели с тремя пальцами (например, руки-лобстеры).
Сапоги: Неопреновые и резиновые сапоги для занятий в холодной воде. Они могут иметь круглый или раздвоенный носок. Внешние модели с разделенным носком имеют отдельный большой палец для лучшей маневренности, а внутренние модели с разделенным носком сочетают в себе ловкость с разделенным носком и теплоту дизайна с круглым носком.
Капюшоны: можно добавить к гидрокостюмам без капюшона для дополнительного тепла в холодных водах. Некоторые гидрокостюмы имеют встроенные капюшоны.
Нажмите здесь , чтобы прочитать оригинальную статью.Юниорские гидрокостюмы
Мужчины
Женщины
Рашгарды
Перчатки
Не забудьте подписаться на наши каналы в социальных сетях!
Как выбрать гидрокостюм, таблица температуры и толщины
Гидрокостюмы — это удивительный инструмент, который позволяет серферам, пловцам и любителям воды оставаться в воде круглый год. Выбор правильной толщины гидрокостюма для области и деятельности, которой вы будете заниматься, — это первый шаг к тому, чтобы оставаться в тепле и быть счастливыми, готовыми сосредоточиться на развлечениях. Толщина — это только часть уравнения, однако при выборе гидрокостюма оставайтесь с нами, и мы разберем весь процесс, чтобы вы могли быть уверены, что получаете самый лучший гидрокостюм для себя.
- Руководство по температуре гидрокостюма
- Как работают гидрокостюмы
- Толщина гидрокостюма
- Как должен сидеть ваш гидрокостюм?
- Wetsuit Seam Seals
- Wetsuit Zippers
- Types of Wetsuits
- Far Infared Technology
- Wetsuit Accessories
Wetsuit Thickness & Temperature Guide
| Water Temp Range (°F) | Water Temp Range (°C) | Толщина гидрокостюма | Recommended Wetsuit Type | Seal Type | ||
|---|---|---|---|---|---|---|
| >72° | >22° | N/A | Rashguard | N/A | ||
| 65°- 75° | 18° — 24° | 0,5 мм — 2/1 мм | Верх / Короткий | Н/Д | ||
| 62°- 68° | 16° — 20° 3 0/9 мм 2 0/9 мм | 2 901 | Весенний костюм / полный костюм | Flatlock | ||
| 58 ° — 63 ° | 14 ° — 17 ° | 3/2 мм — 4/3 мм | Полный кост. | 4/3 мм — 5/4/3 мм | Полный костюм + ботинки + перчатки + капюшон | Герметичный и с лентой |
| 43°- 52° | 6° — 11° | 1 — 5/5/ 5/4/3 ммПолный костюм + ботинки + перчатки + капюшон | Герметичный и проклеенный | |||
| 42° и ниже | 6° и ниже | 6/5 мм + | Полный костюм + ботинки + перчатки + капюшон | Запечатанный и записанный на пленку |
В дополнение к температуре воды. Следующий:
- ТЕМПЛАТА воздуха
- . Чувствительность к простуде
- Уровень активности / строгость
Обратите внимание: При низких температурах воздуха, большем ветре, деятельности с меньшим движением или если вы легко простужаетесь, рассмотрите более толстый гидрокостюм. Это общие рекомендации по температуре. Многие бренды предоставляют свои собственные рекомендации по температуре, которые могут немного отличаться от перечисленных выше.
Смотреть все
Как работают гидрокостюмы?
Гидрокостюм — это неопреновый утепляющий костюм, предназначенный для сохранения тепла и защиты при занятиях водными видами спорта. Гидрокостюмы удерживают тонкий слой воды между вашим телом и гидрокостюмом. Этот слой воды нагревается вашим телом, что предотвращает потерю слишком большого количества тепла в воде.
Молекулы воды проводят энергию (тепло) в 25-40 раз быстрее, чем молекулы воздуха. Например, в 60-градусный день вы, вероятно, чувствуете себя комфортно на улице в джинсах и рубашке, тогда как вы, вероятно, начнете дрожать через несколько минут, плавая в воде той же температуры.
Гидрокостюмы не предназначены для того, чтобы вы оставались сухими. Неопрен состоит из небольших закрытых ячеек, заполненных воздухом, которые обеспечивают изоляцию от холодной воды за счет улавливания тепла. Чем толще неопрен костюма, тем теплее будет костюм, поскольку он имеет большую теплоизоляцию. Важно исследовать температуру воды (с учетом разных сезонов и волн) в том регионе, где вы в основном будете использовать гидрокостюм. Если температура настолько низкая, что у вас немеют конечности, подумайте также об использовании сапог, перчаток и капюшонов.
Толщина гидрокостюма
Одним из наиболее важных аспектов при рассмотрении вопроса сохранения тепла гидрокостюма является толщина неопрена. Толщина гидрокостюма измеряется в миллиметрах и представлена двумя или тремя числами, разделенными косой чертой. Первое число представляет собой толщину неопрена в области туловища, второе число представляет собой толщину неопрена в конечностях (или только ноги, если есть третье число), а третье число (если имеется) представляет собой неопрен. толщина в руках. Более толстый неопрен (первый номер) используется для вашего туловища, чтобы поддерживать тепло вашего тела. Ваше внутреннее тепло чрезвычайно важно поддерживать, чтобы предотвратить переохлаждение. Более тонкий неопрен (второй/третий номер) используется для конечностей. Чем толще неопрен, тем больше тепла, но меньше гибкости; таким образом, более толстый неопрен размещается там, где вам нужна меньшая гибкость (ваше тело), а более тонкий неопрен используется там, где ваше тело постоянно находится в движении (руки и ноги).
Выбрать гидрокостюм по толщине
- 0,5–1 мм
- 2 мм
- 3 мм
- 4 мм
- 5 мм
- 6+ мм
- 4 Подходит ли гидрокостюм
- 6
Гидрокостюм должен сидеть как вторая кожа, без провисания спины или чрезмерного стягивания рук и ног. Он должен плотно прилегать, чтобы между вашим телом и костюмом оставалась лишь тонкая прослойка воды. Если ваш костюм свободен, через него будет стекать большое количество воды, что сделает костюм менее эффективным согревающим средством. Гидрокостюм также должен плотно облегать шею (многие люди носят рашгард под гидрокостюмом, чтобы предотвратить сыпь на шее). Большинство женщин носят купальник под ним для дополнительной защиты и поддержки.
Посадка — очень важный аспект, который следует учитывать при покупке гидрокостюма.
Если ваш гидрокостюм не подходит должным образом, он не сможет согреть вас или обеспечить подвижность, необходимую для занятий спортом. Просмотр таблиц размеров гидрокостюмов для конкретных брендов — лучший способ начать поиск подходящего гидрокостюма.Контрольный список подгонки гидрокостюма
- После того, как вы наденете гидрокостюм, в туловище, промежности, плечах или коленях не должно быть лишнего места. Правильно подобранный гидрокостюм будет сложно надеть, когда он высохнет. (Совет профессионала: не снимая носки, ваши ноги будут скользить намного легче!)
- После этого поднимите руки над головой и расправьте плечи. Этот шаг должен быть лишь слегка ограничивающим. Если вы чувствуете сильное давление во время этого движения, значит костюм слишком мал.
- Вы должны быть в состоянии присесть на корточки и легко двигать руками (гидрокостюмы выше 5/4 мм по своей природе ограничены).
*Каждая марка имеет немного различную посадку; убедитесь, что магазин для вашего типа телосложения.
Ознакомьтесь с нашим руководством о том, как надеть гидрокостюм. Типы швов гидрокостюма
Плоский шов гидрокостюма
- Рекомендуется для использования в воде с температурой выше 62°.
- Прилегает к телу, не вызывая дискомфорта.
- Может впустить немного воды.
Герметичные швы гидрокостюма
(проклеенные и потайные швы)- Рекомендуется для использования в воде с температурой 55° и выше.
- Эти стежковые панели склеиваются, а затем прошиваются потайным швом. Потайной шов не проходит через весь неопрен. Вместо этого стежок выходит с той же стороны, что и вошел, что делает его водонепроницаемым.
- Этот вид шва пропускает очень мало воды.
Герметичные и проклеенные швы гидрокостюма
(проклеенные, потайные швы и 100% проклеенные)- Рекомендуется для использования в воде при температуре 55° и ниже.
- Этот стежок проклеен, а затем прошит потайным швом, но он также содержит окантовку внутренних швов. Внутренняя лента добавит прочности, укрепит шов и предотвратит просачивание воды.
Молнии гидрокостюма — передняя/грудная молния и задняя молния
Чтобы надеть костюм, нужно больше, чем вы думаете. Существует три типа конструкции входа в гидрокостюм: молния на спине, молния на груди и молния без молнии.
Гидрокостюмы с застежкой на спине
Это классическое решение с застежкой-молнией, спускающейся по всей длине позвоночника, с прикрепленным длинным шнуром, чтобы вы могли застегивать и расстегивать молнию. Преимущество задней молнии заключается в том, что по сравнению с другими стилями в нее обычно легче всего входить и выходить. Это очень важно, когда вы пытаетесь влезть во что-то обтягивающее. Недостатком является то, что вода может попасть через швы на задней молнии, что в холодной воде может стать основным сдерживающим фактором (вспомните кубики льда на спине). Многие компании разработали свои собственные технологии защиты от смыва, чтобы предотвратить это (например, Quiksilver Hydroshield).
Кроме того, когда вы наклоняетесь вперед, костюм будет натягиваться сзади, а молния не расстегивается, что может ограничивать движения.Гидрокостюмы с молнией на груди
Гидрокостюмы с молнией на груди вставляются через вырез на молнии вокруг шеи, и вы опускаетесь в костюм через вырез, прежде чем натянуть вырез на шее через голову и застегнуть молнию на груди. Застежки-молнии на груди являются более сложными из двух типов как для входа, так и для выхода. Молния на груди превосходно защищает костюм от проникновения воды через швы и вырез. Застежка-молния на груди также может быть более удобной при надевании с плотной шеей, которая с меньшей вероятностью вызовет сыпь, а спина без молнии обеспечивает больший уровень гибкости.
Гидрокостюмы без молнии
Используемые на более легких (например, 3/2 и тоньше) гидрокостюмах и неопреновых верхах, эти костюмы отдают предпочтение мобильности, а не теплу, устраняя отсутствие гибкости, характерное для областей с молниями и швов.
Это может быть хорошим решением, если у вас есть проблемы с мобильностью во время гребли или серфинга. Точка входа для гидрокостюмов без молнии находится в области груди или шеи и обычно закрывается небольшой молнией, резинкой или липучкой.Типы и длины гидрокостюмов
Существует несколько различных типов гидрокостюмов, которые лучше всего подходят для различных условий. Под типом мы подразумеваем покрой и фасон рукава. Эти различные виды гидрокостюмов варьируются от топов и низов до костюмов с полным капюшоном.
- Полные гидрокостюмы
- Шортики и весенние костюмы
- Длинный костюм John/Jane
- Верх гидрокостюма
- Низ гидрокостюма
- Рашгарды
Смотреть все
Короткие гидрокостюмы / Спрингсьюты / Короткие кальсоны
Шортики, комбинезоны, короткие кальсоны и шорты для гидрокостюмов — все они имеют более тонкий материал, короткие ноги и руки и в основном используются при более теплых температурах воды.
Посмотреть все
Длинные гидрокостюмы John/Jane
Точно такие же, как полный гидрокостюм, но сделаны из более тонкого неопрена (обычно 1,5–2 мм) и не имеют материала на рукавах для более теплых вод.
Смотреть все
Верх гидрокостюма
Топы или жилеты из неопрена толщиной 0,5–2 мм, которые можно носить с шортами или плавками от бикини, в основном используемые для более теплых водных видов спорта. Жилеты гидрокостюма также можно надеть под полный костюм для дополнительного тепла в холодной воде.
См. все
Низ гидрокостюма
Неопреновые штаны, леггинсы или шорты, которые в основном используются в более теплой воде.
Смотреть все
Рашгарды
Легкая рубашка из лайкры или других материалов, устойчивых к ультрафиолетовому излучению. Используется для защиты от солнца и песка, иногда надевается под гидрокостюм, чтобы предотвратить раздражение.
См. все
Инфракрасная технология FAR
В некоторых гидрокостюмах используется инфракрасная технология FAR для сохранения тепла. Костюмы с обогащенными минералами волокнами, которые улавливают тепло вашего тела и преобразуют его в инфракрасные лучи FAR, чтобы согреть вас, являются наиболее распространенными. Инфракрасный луч FAR представляет собой спектр солнечного света с длиной волны от 4 до 1000 микрон. НАСА обнаружило, что дальний инфракрасный луч в диапазоне 6-14 микрон способен проникать в тело человека, повышая его температуру, улучшая кровообращение и стимулируя рост клеток.
Фарма -инфракрасная технология приносит пользу человеческому организму следующими способами:
- Тепло проникает глубоко в ваше ядро
- обеспечивает тепло
- Снимает боль в суставах и жесткость
- Уклеирование METABOLISM
- 29393939393939393939393939393939393939393939393939393929392929392929292930293 гг.
Использование этой технологии позволяет носить более тонкий гидрокостюм в более холодной воде, повышая вашу гибкость. Холод истощает вашу энергию и сокращает время, проведенное в воде. Обычные гидрокостюмы способны только изолировать и уменьшать потери тепла, но эти гидрокостюмы могут выделять тепло. Это генерируемое тепло будет поддерживать температуру вашего тела на высоком уровне, позволяя сердцу продолжать перекачивать кровь к внешним конечностям.
Аксессуары для гидрокостюмов
В воде с температурой ниже 60° аксессуары для гидрокостюмов, такие как перчатки, ботинки и капюшоны, помогут вам не замерзнуть.
Перчатки для гидрокостюма
Неопреновые перчатки или варежки для занятий в холодной воде. Перчатки с пятью пальцами обеспечивают наибольшую ловкость, а варежки лучше всего подходят для очень холодной воды. Также существуют гибридные модели с тремя пальцами (например, руки лобстера).Смотреть все
Ботинки для гидрокостюма
Неопреновые и резиновые сапоги для занятий в холодной воде. Ботинки гидрокостюма могут иметь круглый носок или раздвоенный носок. Внешние дизайны с разделенным носком имеют отдельный большой палец для лучшей подвижности, а внутренние модели с разделенным носком сочетают в себе ловкость с разделенным носком и теплоту дизайна с круглым носком.Смотреть все
Капюшоны для гидрокостюмов
Капюшоны могут быть добавлены к гидрокостюмам без капюшона для дополнительного тепла в холодных водах. Некоторые гидрокостюмы имеют встроенные капюшоны.
Просмотреть все
Узнайте больше с нашими другими руководствами по гидрокостюмам
- Как надевать гидрокостюм
- Руководство по ремонту и уходу за гидрокостюмом
Это evo. Мы интернет-магазин лыж, сноубордов, вейкбордов, скейтов, велосипедов, серфинга, кемпинга и одежды с физическими магазинами в Сиэтле, Портленде, Денвере, Солт-Лейк-Сити, Уистлере, Сноквалми-Пасс и Худ-Ривер.
Наша цель — предоставить вам полезную информацию, чтобы упростить покупку и обслуживание.evo также любит путешествовать по отдаленным местам по всему миру в поисках первоклассных снежных поворотов, эпических волн или легендарных мест для катания на горных велосипедах с помощью evoTrip Adventure Travel Trips. Или, если вы предпочитаете путешествовать самостоятельно, ознакомьтесь с нашими путеводителями по лыжным и сноубордическим курортам и путеводителями по маршрутам для горных велосипедов.
Остались вопросы? Пожалуйста, позвоните в нашу службу поддержки клиентов по телефону 866-386-1590, Часы работы службы поддержки. Они могут помочь вам найти правильную настройку, соответствующую вашим потребностям.
Советы и как правильно использовать инкапсулятор ржавчины для улавливания, локализации и устранения ржавчины в автомобильных приложениях.
21 июня 2015 г.
ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ О RUST ENCAPSULATOR
Можно ли окрашивать Rust Encapsulator? – Да, этот продукт можно загрунтовать и покрасить поверх этого продукта практически любым верхним слоем или грунтовкой
Должен ли я использовать инкапсулятор ржавчины в качестве герметика после обработки ржавых участков растворителем ржавчины? Могу ли я, или я должен просто использовать грунтовку? — Если вы полностью удалите ржавчину до чистого металла с помощью Растворителя ржавчины, нанесение эпоксидного грунта на участки будет хорошим способом герметизации металла.
Инкапсулятор ржавчины также можно использовать в этом случае, но его следует использовать в любой ситуации, когда вся ржавчина не была полностью удалена.Подходит ли инкапсулятор ржавчины для предотвращения образования ржавчины внутри лонжеронов рамы? – Наше внутреннее покрытие рамы со шлангом для нанесения было бы лучшим выбором для слепых применений. Хотя инкапсулятор ржавчины не требует большой подготовки, перед нанесением рекомендуется очистить поверхность от ржавчины проволочной щеткой.
Можно ли распылять эпоксидную грунтовку поверх инкапсулятора ржавчины, нанесенного на голый металл, без проблем с адгезией? – Эпоксидный грунт можно наносить поверх полностью отвержденного инкапсулятора ржавчины. Рекомендуется слегка отшлифовать инкапсулятор ржавчины, по крайней мере, красной губкой Scotch-Brite перед нанесением.
Можно ли наносить инкапсулятор ржавчины на полностью высохший, недавно нанесенный герметик для швов? – Да, если герметик для швов поддается покраске, поверх него можно нанести Инкапсулятор ржавчины.
Можно ли использовать инкапсулятор ржавчины под герметиком для швов? – Да, инкапсулятор ржавчины также можно использовать под герметиком для швов. Иствуд даже предлагает комплект инкапсулятора ржавчины/герметика для швов.
Существует ли минимальная температура окружающей среды для нанесения инкапсулятора ржавчины? – 60 градусов будет минимальной температурой применения. Более низкая температура приведет к увеличению времени вспышки.
Какой разбавитель использовать и сколько распылять через краскопульт? – Инкапсулятор ржавчины можно разбавлять до 20% разбавителем лака для распыления.
Как работает инкапсулятор ржавчины на голом металле? Хорошо ли он прилипает, высыхает и полностью затвердевает за то же время, что и при нанесении на ржавчину? — Инкапсулятор ржавчины можно наносить на голый металл, окрашенные поверхности и ржавый металл. Время высыхания будет таким же
Можете ли вы инкапсулировать ржавчину из стекловолокна? — Да, шпаклевки и стекловолокно можно наносить поверх Rust Encapsulator.
Следует ли наносить наполнитель кузова до или после нанесения инкапсулятора ржавчины ? — Наполнитель для кузова можно наносить поверх или под Rust Encapsulator. Если ржавчина все еще есть, я бы сначала применил инкапсулятор ржавчины.
Можно ли использовать инкапсулятор ржавчины на внутренней стороне ржавых оцинкованных водосточных желобов? Нужен ли будет топ? — Да, вы можете использовать инкапсулятор ржавчины на любой металлической поверхности со слабой ржавчиной. Он не требует верхнего слоя, но если вы хотите, он без проблем примет практически любой материал.
Доступен ли цветной инкапсулятор ржавчины в квартах? — В настоящее время доступны только черный инкапсулятор ржавчины и черный прорезиненный инкапсулятор объемом в кварту.
Какое послевкусие оставляет? Он матовый или глянцевый? – Инкапсулятор ржавчины обеспечивает матовое покрытие. Инкапсулятор ржавчины совместим практически со всеми верхними покрытиями, поэтому при желании вы можете нанести на него глянцевое покрытие.
Могу ли я использовать инкапсулятор ржавчины для герметизации новой выхлопной системы из мягкой стали, чтобы предотвратить ее ржавчину? — Этот продукт хорош только до 400F, чего может быть недостаточно. Наша краска для выхлопных газов выдерживает температуру до 600F, и мы рекомендуем ее для коллекторов и выпускных коллекторов.
Должен ли этот продукт быть покрыт сверху? – Все продукты Rust Encapsulator устойчивы к ультрафиолетовому излучению и не нуждаются в дополнительном покрытии.
Если использовать аэрозольные баллончики под автомобилем, будут ли они распыляться, если баллончик плоский или даже немного приподнят? — у меня никогда не было проблем с распылением в горизонтальном положении, но он не будет работать в перевернутом положении.
Можно ли наносить прорезиненный инкапсулятор ржавчины на металл, уже обработанный преобразователем ржавчины? — Да. Просто убедитесь, что он применяется достаточно сильно. Это создает текстурированную поверхность, и вам нужно убедиться, что впадины в текстуре не слишком тонкие.
Должен ли я использовать обычный инкапсулятор ржавчины или прорезиненный на днище ржавого грузовика? Оба предмета имеют одинаковые требования к подготовке? — Оба имеют одинаковую подготовку, что означает удаление чешуйчатой/рыхлой ржавчины проволочной щеткой, очистку с помощью подготовки к окраске PRE и затем нанесение. Что касается того, какой из них, это личное предпочтение; Если это грузовик рабочего типа или он чаще сталкивается с погодными условиями (снег, лед, рассол), тогда выбирайте прорезиненный для лучшей защиты.
После высыхания можно ли красить прорезиненный инкапсулятор ржавчины и чем? – Этот продукт остается гибким, поэтому его не рекомендуется закрашивать. Если вы решите попробовать, дайте ему полностью высохнуть и протестируйте на незаметном участке. Если вам нужны свойства инкапсуляции ржавчины, я бы рекомендовал использовать стандартный инкапсулятор ржавчины, а затем покрыть его сверху. Это займет большинство верхних слоев. Стандартное прорезиненное грунтовочное покрытие Eastwood также может быть окрашено большинством верхних покрытий.