Виды наждачной бумаги для авто – «Какой наждачной бумагой зачищать авто перед покраской?» – Яндекс.Знатоки
Наждачная бумага: типы, виды, особенность применения
Наждачная бумага широко применяется для черновой и чистовой обработки деревянных, металлических и других поверхностей. Прежде чем приобрести шлифовальную бумагу, необходимо разобраться в ее технических характеристиках, основными среди которых являются материал основы, зернистость, тип абразива.
Наждачная бумага, или так называемая шлифовальная шкурка, представляет собой своеобразный инструмент, выполненный в виде бумажного либо тканевого полотна, на которое при помощи специальной клейкой смеси наносится абразивный состав. Наждачная бумага, по принципу действия напоминающая режущий прибор, предназначена для того, чтобы производить чистовую и черновую обработку деталей и заточку инструмента. На поверхности бумаги находится множество острых граней, хорошо воздействующих на древесину, металлы и сплавы, камень, пластик.
Среди основных технических характеристик шлифшкурки выделяют такие, как материал основания, тип зерна и показатель зернистости. Стоит заметить, что основа наждачной бумаги может быть не только бумажной или тканевой. В качестве материала для основы также используется фибра и полиэстер.
Наждачная бумага может иметь как открытую, так и закрытую структуру. Для обработки таких волокнистых материалов, как дерево или пластик, обычно берется бумага с открытой структурой, где абразивные зерна покрывают около 60% площади. Шлифшкурка с закрытой структурой, где 100% площади покрыто зернами, используется для качественной и точной шлифовки металлических поверхностей.
Эластичная и прочная наждачная бумага с тканевой основой подходит для сухой шлифовки, очистки от краски и ржавчины. Шлифовальная шкурка, основа которой выполнена из водостойкой бумаги, может применяться в тех случаях, когда используются смазывающе-охлаждающие жидкости.
Зернистость наждачной бумаги
Основным параметром наждачной бумаги считается зернистость, под которой подразумевается количество абразивных частиц, размещенных на квадратном сантиметре шлифшкурки. Грубая наждачная бумага имеет невысокую зернистость. Чем больше зерен размещено на единице площади, тем более гладкой считается наждачная бумага.
Шлифшкурка, зернистость которой находится в пределах от Р12 до Р60, подходит для черновой обработки и первичного обдирания поверхности.
Бумага с зернистостью Р80-Р120 может использоваться для средней шлифовки, когда необходимо сгладить поверхность, убрав заметные недостатки.
Наждачная бумага, зернистость которой попадает в границы от Р150 до Р180, является достаточно тонкой. Подходит для окончательной шлифовки на завершающих этапах обработки древесины.
Шлифшкурка, зернистость которой составляет Р220-Р240, отличается большой тонкостью, используется для шлифовки изделий, прежде чем они будут покрываться грунтовкой и краской.
Очень тонкая шлифовальная бумага с зернистостью Р280-Р320 обычно применяется для удаления мелких пылевых частиц и отметин.
Самой тонкой на сегодняшний день считается бумага с зернистостью Р360-Р600. Такая шлифшкурка используется для того, чтобы убрать глянец, пятна и мелкие царапины на готовой поверхности.
Типы абразивов на наждачной бумаге
Существует четыре основных типа абразивов:
- Окись алюминия отличается хрупкостью. Бумага с подобным типом абразива чаще используется для обработки дерева. Под воздействием тепла и давления абразив начинает разламываться, благодаря чему появляются новые острые грани, поэтому такая наждачная бумага может прослужить дольше.
- Гранат — естественный абразив, подходящий для шлифовки дерева. Наждачная бумага с гранатом отличается относительной мягкостью, поэтому применяется для заключительной шлифовки и полировки дерева, запечатывая его структуру. Таким образом пигментные краски равномерно проникают в древесину.
- Карбид кремния выделяется своей прочностью. Бумага с таким типом абразива применяется для шлифовки металлов, краски, стекловолокна, пластмассы.
- Керамический абразив, чаще представленный в виде шлифовальных лент, считается самым твердым, поэтому доступен обычно в грубых сортах наждачной бумаги, предназначенной для формирования и выравнивания древесины.
Некоторые особенности применения наждачной бумаги
Во время обработки поверхности при помощи наждачной бумаги необходимо придерживаться одного важного правила: работа начинается с использования самой грубой шлифшкурки с постепенным переходом на бумагу с большей зернистостью. Грубое зерно берется для чернового шлифования древесины, удаления ржавчины и устаревшей краски с металлических поверхностей. Тонкое зерно используется на стадиях чистового шлифования, полировки окрашенных поверхностей, шлифовки металлов. Для пластика лучше подойдет бумага, где в качестве абразива нанесен карбид кремния.
При влажной шлифовке поверхность получается более гладкой, удается избежать появления пыли. Для этого существует специальная водостойкая бумага.
Абразив применяемый в авторемонте — Рефиниш-Авто
Виды шлифования
В авторемонте применяются два вида шлифования: по-мокрому и по-сухому.
Шлифование по-мокрому производится с применением воды, которая очищает абразив от продуктов шлифования и абразив гораздо дольше остается в рабочем состоянии. Шлифование по-сухому проводится без воды, но позволяет применять пылесос для удаления продуктов шлифования, применять электроинструмент для работы и не разводить грязь на рабочем месте.
Некоторые материалы в авторемонте противопоказано шлифовать с водой, например шпаклевка является гигроскопичным материалом и шлифовка с водой шпаклевки недопустима.
Сухое шлифование, при помощи эксцентриковой шлифмашинки:
Размерность зерна абразива и его применяемость
- Для удаления лакокрасочного покрытия с поверхности детали, шлифования металла применяется абразив с градацией P40-P180. Более мелкий абразив становится неэффективным. Причем оптимальный размер абразива для удаления краски P80-P120.
- Оптимальная риска на металле под шпаклевку наносится абразивом P80. Края зоны шлифования обрабатываются абразивом P180.
- Перед нанесением грунта поверх зашпаклеванной зоны ремонта, необходимо понизить риску от шлифования при помощи абразива P240-P320. Более грубая риска может проявится после покраски в виде контуров и рисок, что не допустимо. Риска от более мелкого абразива может привести к отслоению грунта .
- Перед покраской грунт должен быть перешлифован абразивом P400-P500. Риска от такого абразива непросматривается под слоем краски и не наносит ущерба внешнему виду окрашенной детали.
- Абразив мельче P600 применяется для полировки финишного покрытия после окраски или удаления дефектов на поверхности ЛКП.
Форм-фактор абразивных кругов
В авторемонте применяются шлифмашинки с диаметром подошвы 150мм. Ну и размер кругов применяемых для шлифования тоже 150мм. Существуют так же круги диаметром 125 мм, но они не получили широкого распространения для проведения ремонтных работ по кузову. Диски обычно имеют перфорацию для отвода продуктов шлифования при помощи пылесоса, подключенного к шлифмашике. Крепятся круги к подошве шлифмашинки при помощи обыкновенной липучки, что позволяет быстро менять абразив не тратя драгоценного времени.
Шлифование по-мокрому и абразивы, применяемые для этого рассмотрим в следующей статье…
виды, какую выбрать для работы
В профессиональных и бытовых целях зачастую необходима шлифовальная машинка, чтобы отшлифовать какое-то покрытие или снять старый слой. Чаще всего в подобной обработке нуждается древесина. В продаже редко встречаются пиломатериалы идеального качества, не нуждающиеся в предварительной подготовке, а стоят они намного дороже. Потому шлифовальная машинка по дереву должна быть под рукой у каждого мастера.
Виды шлифовальных машин
Как же выбрать из всего многообразия шлифовальных машинок, ведь у всех инструментов используется один абразивный материал — наждачная бумага, но результаты получаются разные. Происходит это из-за того, что у разных моделей есть свои сильные и слабые стороны.
Одни шлифовальные машины нужны для грубой зачистки, другие лучше полируют поверхность. Те машины, которые не рассчитаны на работу с большими областями, хороши для точечных работ в труднодоступных местах.
Нужно понять, для каких видов работ инструмент будет служить, для общего выравнивания поверхности или для финишной шлифовки, ведь в обоих случаях потребуется разный инструмент.
Ленточная шлифовальная машина
Ленточная шлифовальная машина (сокращенно ЛШМ) получила свое название из-за своего принципа работы, при котором наждачная бума в виде кольца, непрерывно движется при помощи встроенных роликов вокруг подошвы.
ЛШМ для шлифовки дерева можно применять при грубой зачистке — при подготовке перед более тонкой обработкой. Данная шлифмашинка самая производительная по сравнению с другими моделями. Она способна справится с большим объемом грубой шлифовки, но финишную обработку ей выполнять не рекомендуется.
Ее используют при проведении столярных работ по дереву, не рассчитанных на дальнейшую покраску, чтобы последующая финишная шлифовка другим инструментом заняла меньше времени. При установки наждачной бумаги с мелким зерном, можно добиться среднего качества обработки материала.
Такую машинку хорошо использовать вплотную к стене, но только одной боковой гранью.
Недостатки ленточной машинки:
- При работе машинка оставляет много царапин, количество которых можно уменьшить, если выполнять шлифовку вдоль волокон древесины.
- При неаккуратном использовании может сделать яму на поверхность материала, которую будет сложно убрать.
- Из-за особенностей конструкции невозможно добраться до труднодоступных мест, таких как углы и пазы.
- Издает сильный шум во время эксплуатации, поэтому требует специальных наушников.
- Действие ролика подразумевает приподнятость ленты спереди и сзади, поэтому шлифовка происходит только по центру абразивной ленты.
- Сложно зачищать вертикальные поверхности.
Плоскошлифовальная машина
Плоскошлифовальныую машину также называют вибрационной, виброшлифовальной машиной. Ей можно выполнять финишные работы перед покраской, покрытием лаком. Она подходит для шлифовки больших поверхностей, но ее производительность ниже по сравнению с ленточной моделью, но шума она издает значительно меньше.
 Плоскошлифовальная машина metabo
Плоскошлифовальная машина metabo 
Платформа у данной модели имеет прямоугольную форму и оснащена пружинными зажимами для крепления наждачной бумаги. На нижней части может быть липучка для лучшего удержания шкурки, но она есть не на всех моделях. Для удаления пыли во время работы на платформе предусмотрены отверстия, соединенные с выводом для подключения пылесоса, либо контейнера для сбора пыли.
Работает она за счет небольших круговых вибро-движений, выполняемых с большой частотой ее нижней рабочей поверхностью — шлифовальной платформой. Эксцентриситет (амплитуда колебаний, ход платформы) движений платформы в среднем составляет от 2 до 5 миллиметров. У маленьких, квадратных моделей он может составлять 1.5 мм. Частота колебаний платформы сильно различается в зависимости от модели, в среднем это 12000 кол/мин. Хорошо, если предусмотрена регулировка частоты.
 Ход платформы плоскошлифовальной машины
Ход платформы плоскошлифовальной машиныУ данной модели есть значительный недостаток — при шлифовке она может оставить круглые следы — «барашки», если во время шлифовки между наждачной бумагой и поверхностью попадает песчинка или другой мусор. Такой дефект возникает из-за недостаточного пылеудаления, а устраняется наждачной бумагой с более мелким зерном в несколько итераций. Поэтому предварительно поверхность тщательно очищают, используют строительный пылесос, чтобы сразу удалять все инородные элементы.
 Следы от мусора попавшего под подошву шлифовальной машинки
Следы от мусора попавшего под подошву шлифовальной машинкиОбласть шлифовки ограничена, моделями с ходом платформы более 2 мм сложно качественно произвести шлифовку близко к стенкам — во внутренних углах, на расстоянии примерно 4-8 мм до поверхности, перпендикулярной шлифуемой. Она просто будет биться подошвой об стенку и этим может испортить изделие.
Эксцентриковая шлифмашина
Эксцентриковую шлифмашинку также называют орбитальной. Она имеет круглую подошву к которой на липучке клеится наждачная бумага. На подошве орбитальной машинки находятся отверстия, в которые попадает пыль во время шлифовки. Пыль накапливается в специальном пылесборнике и его необходимо периодически очищать. Вместо пылесборника можно подключить строительный пылесос.
Данная шлифмашинка чуть менее производительна, чем плоскошлифовальная, но при работе по дереву с ней сложнее повредить материал, т.к. за счет свободного вращения подошвы следы от накатов мусора под наждачной бумагой не так заметны. Т.е. качество ее обработки будет выше, чем у предыдущей модели.
Общие положительные характеристики:
- Небольшой вес.
- Не издает сильный шум.
- Хорошая скорость.
- Машинку легко контролировать.
- Выполняют шлифовку разного уровня.
Но за счет своей формы аппарат не способен обрабатывать поверхность в углах, а также имеет слабую зону воздействия по краям.
Глядя на форму подошвы можно подумать, что шлифовка производится за счет ее вращения, но это заблуждение. Данная шлифовальная машинка, работает по тому же принципу, что и плоскошлифовальная — за счет вибрации. Но её подошва закреплена не жестко и может свободно вращаться вокруг своей оси.
Дельташлифовальная машина
Дельташлифовальная машинка (сокращенно ДШМ) относится к вибрационным шлифовальным машинам, поскольку функционирует по тому же принципу — платформа совершает колебательные движения с большой частотой.
Отличия от плоскошлифовальной машины, заключаются в дельтавидной форме платформы, напоминающей утюжок (отсюда и название), небольшом размере и пониженной амплитуде колебаний платформы.
Благодаря форме и меньшему ходу платформы ДШМ используют для грубой и финишной шлифовки небольших труднодоступных мест, как например, выемки, выступы и углы.
Данная модель не рекомендуется для больших объемов работы по дереву, для этого больше подойдут ленточная и плоскошлифовальая машинки.
Щеточная шлифмашина
Щеточную шлифмашину также называют брашировальной машиной т.к. этот инструмент предназначен не для шлифовки, а для браширования. Но есть и валики для шлифовки, на поверхность которых крепится наждачная бумага.
Браширование — это процесс удаления с поверхности древесины мягких волокон, после которого остается четко выраженная структура из оставшихся твердых волокон (годичных колец и сучков). Также этот процесс называют искусственным состариванием древесины.
 Браширование деревянной доски
Браширование деревянной доски  Браширование деревянной доски
Браширование деревянной доски  Паркет обработанный щеткой
Паркет обработанный щеткойЕсть несколько конструкций щеточных машин. Первую считают подвидом ленточной шлифмашины, разница лишь в том, что на роликах передвигается щетка, которая и выполняет обработку поверхности.
 Щеточная машина porter cable restorer
Щеточная машина porter cable restorer  Щеточная машина porter cable restorer в работе
Щеточная машина porter cable restorer в работе  Щеточная шлифмашина makita
Щеточная шлифмашина makitaВо втором случае, конструктивно машинка, схожая с блогаркой у которой есть кожух со щеткой и рукоятка. Также щетка может быть и отдельной насадкой на болгарку.
 Щеточная шлифовальная машина metabo
Щеточная шлифовальная машина metabo  Щеточная шлифмашина far tools
Щеточная шлифмашина far toolsДанный инструмент подойдет, если необходимо:
- снять слои ржавчины, накипи и другого налета;
- снять старый слой краски;
- зачистить поверхность дерева;
- браширование древесины.
Неоспоримый бонус модели — ее способность обрабатывать большую площадь за короткое время. Но эта модель имеет узкую направленность и ей сложно будет выполнить тонкую шлифовку.
Реноватор
Реноватор отличается от предыдущих моделей. Он не создан непосредственно для шлифовки, это одна из его функций. Поэтому данный инструмент называют мультиинструментом и многофункциональным инструментом (сокращенно — МФИ).
Принцип его работы заключается в преобразовании вращательных движений двигателя в осцилляционные движения насадки. Насадка не вращается вокруг своей оси, а совершает колебательные движения с последовательным отклонением по и против часовой стрелки на 1.4 — 1.6 градуса от среднего положения. Колебания происходят с большой частотой, за счет чего происходит шлифовка.
 Принцип работы реноватора
Принцип работы реноватораЭффективность шлифовки снижается от краев к центру насадки, поэтому инструмент нужно постоянно, равномерно перемещать по поверхности, чтобы зачистка происходила равномерно.
Разные насадки позволяют распиливать, обрезать металл, дерево, плитку, камень, зачищать, шлифовать поверхности. К достоинствам реноватора можно отнести:
- Действует с большой точностью и достает до труднодоступных мест, что обусловлено формами насадок.
- Обладает небольшим весом.
- Возможность подключения к пылесосу.
Обычно им выполняют реставрационные и отделочные работы, за счет небольшой амплитуды колебаний.
Но есть и свои минусы:
- сильный шум во время работы;
- не высокая производительность;
- некоторые модели требуют частых перерывов.
Приспособления и насадки
Цена ручной шлифовальной машинки заставляет задуматься о необходимости ее приобретения и многие стараются сделать аналог из болгарки, дрели или самодельное приспособление.
Как для УШМ, так и для дрели существуют специальные насадки, позволяющие производить шлифовку древесины.
Диск с липучкой на болгарку
Для шлифовки дерева болгаркой используют специальные круги с липучкой для наждачной бумаги.
При шлифовке болгаркой водят в разные стороны аккуратными движениями. От столкновения с шляпкой гвоздя или резких движений шлифовальный круг рвется. Используя бумагу разной зернистости можно проводить грубую и среднюю шлифовку деревянной поверхности. При этом, скорость работы будет быстрее, чем с другими шлифовальными машинами.
Будет сложно выполнить финишные работы, т.к. работать ей нужно очень аккуратно, чтобы не повредить изделие. Инструмент будет постоянно уводить в сторону, вырывать из рук.
У насадки отсутствует пылеудаление, из-за чего мусор постоянно будет скапливаться под наждачной бумагой и мешать работе, оставлять царапины, снижается скорость. Диск чистят, шлифуя металл на протяжении нескольких секунд. За это время все налипшие частицы пыли сгорают.
Насадка на дрель
Чтобы приспособить дрель для шлифовальнх работ, понадобится специальная насадка, схожая по конструкции с насадкой для болгарки — шлифовальная тарелка. Часто насадка идет в комплекте с переходником, чтобы устанавливать ее как в патрон дрели или шуруповерта, так и на болгарку.
Работать дрелью с такой насадкой очень сложно, сложнее чем с болгаркой. Ее постоянно ведет, дрель вырывает из рук так, что можно получить травму или растяжение. Так же актуальны и те недостатки, которые были перечислены выше, в главе про насадку для УШМ.
Но, если другого выбора нет, то лучше найти тарелку для шлифования, у которой между подошвой и креплением будет мягкая резина, которая будет легко гнуться, если держать дрель не ровно.
 Шлифовальная насадка на дрель flexo fix
Шлифовальная насадка на дрель flexo fixТакой плавающий эффект насадки несколько упростит процесс шлифовки, но не избавит от всех остальных недостатков данного способа.
Самодельные шлифмашинки
При желании можно самостоятельно сделать шлифовальную машину ленточного типа — гриндер. Но это процесс трудоемкий и травмоопасный, требующий навыков работы с деревом, металлом, электрикой, пригодятся навыки сварных работ.
Этапы создания самодельной шлифмашины:
- Находят необходимые материалы: металлические обрезки, пружины, ролики, подшипники, электродвигатель и провода.
- Делают прочную основу для крепления аппарата.
- Устанавливают столешницу, подходящую по размерам.
- Устанавливают параллельные стойки с электродвигателем и барабаном с натяжителем шлифовальной ленты.
- Собирают и крепят барабаны и электромотор.
- Устанавливают шлифовальную ленту.
Как выбрать инструмент
Во первых, нужно определиться, для какого вида и объема работ понадобится инструмент, будут ли это разовые работы или шлифмашинка нужна для постоянного использования в мастерской или на производстве.
Если это одноразовая работа, после которой шлифовальная машина больше не понадобится, а под рукой есть дрель, шуруповерт или болгарка, то стоит обратить внимание на шлифовальные насадки для этих инструментов. Если они подойдут для выполнения работы, то так вы сэкономите свое время и деньги.
Когда работы носят периодический характер, а их объем не велик, то стоит обратить внимание на реноватор. Этот инструмент не только сможет выполнить шлифовку, но и пригодится в дальнейшем, т.к. он незаменим при редких, небольших работах по дереву, металлу, даже плитке в труднодоступных местах. В домашнем хозяйстве он может заменить кучу других инструментов.
 Реноватор с насадками
Реноватор с насадкамиЕсли инструмент необходим в мастерской для постоянных работ, где требуется как грубая зачистка, так и финишная шлифовка, в т.ч. в трудно доступных местах, то понадобятся сразу два или три инструмента:
- Комбинация из ленточной, эксцентриковой и дельташлифовальной машины будет серьезным ударом по бюджету, но может покрыть все потребности сразу. В итоге получаем быструю зачистку и быструю финишную шлифовку, а так же обработку, недоступных для предыдущих моделей, углов.
- Комбинация из плоскошлифовальной и дельташлифовальной машины будет не так эффективна на больших объемах подготовительных работ по грубой зачистке древесины, на это потребуется больше времени.
- Комбинация из эксцентриковой и дельташлифовальной машины будет еще медленнее, но результат шлифовки будет лучше.
Для выполнения редких столярных работ дома или в сарае, мастерской подойдут более дешевые модели шлифовальных машин. Бытовые машинки могут быть рассчитаны на ограниченное по времени использование с перерывами.
О сборке самодельного приспособления стоит задуматься, только если есть собственная мастерская или сарай, где есть все необходимые материалы, а так же место для установки инструмента. Так же понадобится много времени, терпения и понимания, для чего он понадобится.
Важные характеристики
Характеристики, на которые нужно обратить внимание при выборе:
- Потребление мощности, так как от нее зависит производительность. При этом мощности сравнивают между моделями, а не между типом машинок.
- Есть ли у аппарата встроенная система пылеотведения на подошве, вывод для подсоединения пылесоса. Без нее частицы пыли будут мешать: портить поверхность изделия, забиваться в абразив, уменьшая эффективность работы. Чем больше дырочек на подошве — тем лучше, они должны быть равномерно разнесены по всей ее площади.
- Чем длиннее шнур питания — тем лучше. Удлиннитель компенсирует этот недостаток, но таскать за собой на шнуре коробку с розеткой не очень удобно.
- Рукоятки должны удобно лежать в руке, для этого на них делают резиновые накладки.
- Все кнопки должны переключаться во все положения без усилий и лежать на рукоятке так, чтобы не нужно было перехватываться для их нажатия.
- Обратите внимание на вес. С легким инструментом удобно работать на вертикали. Тяжелыми моделями проще управлять.
- Наличие функции «плавный старт» — когда обороты набираются постепенно. От нее зависит ресурс инструмента, также приятнее, когда инструмент начинает работать плавно, а не рывком.
- Должна быть возможность регулировать количество оборотов. Для шлифовки, используют большое количество оборотов, но есть места, где нужно аккуратно обработать поверхность изделия на небольших оборотах.
- Функция защиты от перегрева продлевает жизнь агрегату.
- У моделей с зажимами для наждачной бумаги нужно проверить, удобно ли они расположены, легко ли защелкиваются. Замена абразивного полотна не должна становиться проблемой.
Выбор шлифовальной бумаги
На разных этапах шлифовки, а так же для разных сортов древесины требуется использовать абразивное полотно с разным уровнем зернистости.
 Органайзер для наждачной бумаги
Органайзер для наждачной бумагиЗернистостью наждачной бумаги, грубо говоря, можно считать плотность зерен -количество частиц абразивного материала, затраченное на заполнение одного квадратного дюйма поверхности.
Зернистость можно определить по маркировке, нанесенной на обратной стороне абразивного полотна — это число, указанное после буквы «Р». Чем больше цифра — тем мельче абразивный материал и наоборот, чем меньше цифра — тем крупнее зерно.
Зависимость вида работ от уровня зернистости:
- 22 — 36 — грубая первичная работа;
- 40 — 60 — грубая шлифовка;
- 80 — 120 — первичная шлифовка;
- 150 — 180 — финишная шлифовка;
- 240 — 280 — шлифовка твердых пород;
- 400 — 600 — полировка;
- 1200 — 1500 — финишная полировка.
При работе с деревом не получится обойтись наждачкой с одним уровнем зернистости. Если шлифуется доска сразу после распиловки, то требуется пройтись сначала полотнами Р40, Р80 для грубой шлифовки. Если доска достаточно гладкая, то можно сразу приступать к тонкой обработке полотнами Р120, Р240.
 Наждачка с разной зернистостью
Наждачка с разной зернистостьюВ основном, этого бывает достаточно для подготовки поверхности древесины к покраске или покрытию лаком. Но, если изначально на поверхности есть сильные загрязнения, старый прелый слой древесины, то лучше начать с бумаги Р24.
Если кажется, что результат после наждачки Р240 не удовлетворителен, хочется более гладкой поверхности, то можно пройти полотном Р400. Но не больше, т.к. дальше уже начнется полировка поверхности, которая может отрицательно сказаться на дальнейшем процессе грунтовки и покраски. Из-за того, что поверхность будет идеально гладкой пострадает адгезия, а краска потом может просто отслоиться.
Соблюдаем правила безопасности
Работа с шлифовальной машиной требует аккуратности и внимательности. Если не соблюдать меры предосторожности, возможны случаи травм, поэтому необходимо придерживаться правил:
- Некоторые модели шлифмашин при эксплуатации издают сильный шум. Поэтому для защиты барабанных перепонок нужно надевать специальные наушники.
- Даже наличие строительного пылесоса не гарантирует полное отсутствие пыли. Чтобы защитить легочные пути от пыли одевают респиратор, либо используют увлажненную плотную марлевую повязку.
- Для защиты глаз от пыли и стружки нужны строительные очки.
- Чтобы избежать травм понадобится плотная одежда и обувь, закрывающую все части тела, использовать рукавицы.
- Прежде чем очистить пылесборник, шлифмашину отсоединяют от электричества.
- Инструменте отключают с помощью кнопки, прежде чем выдернуть вилку из розетки.
Заключение
Для обработки поверхности лучше иметь под рукой два вида шлифовальных машинок по дереву — для грубой и финишной шлифовкой. В этом плане хорошим сочетанием будет ленточная шлифмашинка и эксцентриковая. Если есть труднодоступные места, то лучше рассмотреть комбинацию плоскошлифовальной и дельташлифовальнной машины.
Если выбирать по классу инструмента, то профессиональный будет стоить дороже, но компенсируется это большим ресурсом и производительностью. Если средства этого не позволяют, то отдают предпочтение инструменту среднего класса, понимая при этом, что во время эксплуатации необходимо делать регулярные перерывы.
Для тех, чьи средства ограничены, можно использовать болгарку или дрель со специальной насадкой для шлифовки.
Шлифование в кузовном ремонте

Приветствую Вас на блоге kuzov.info!
Сегодня рассмотрим тему шлифования в кузовном ремонте.
Шлифование является одним из самых трудоёмких и монотонных процессов в кузовном ремонте. На хорошо отрихтованной поверхности должен остаться только тонкий слой шпаклёвки, а для выравнивания может потребоваться наносить её несколько раз. Таким образом, 90 процентов шпаклёвки, которую Вы нанесёте на кузов, будет удалена обработкой абразивными материалами. Кроме выравнивания шпаклёвки, шлифование требуется для обработки грунта и лакокрасочного покрытия при подготовки к покраске, а также после покраски, перед полировкой.
Вы, возможно, никогда не полюбите процесс шлифования, но вполне реально к нему относиться терпимо и ответственно. Без правильной шлифовки, выполненная работа не сможет быть качественной.
Используйте защитные средства, такие как респиратор и перчатки, а также вовремя пылесосьте остатки от шпаклёвки в мастерской и проветривайте помещение. Мелкие частицы пыли от шлифования могут накапливаться в лёгких и вызывают заболевание. Даже если, кажется, что пыль до Вас не долетает, когда работаете с небольшой областью, это не правда. Выключите свет в мастерской в тёмное время, после шлифования и посветите фонариком. В лучах света будут отчётливо видно множество частиц пыли, которые не заметны при освещении всего помещения. Поэтому не стоит пренебрегать защитой органов дыхания.
Содержание статьи:
Шлифовальные абразивные материалы
Нанесённая на кузов и затвердевшая шпаклёвка, грунт или лакокрасочное покрытие шлифуются при помощи различных абразивных материалов. Они могут иметь разный размер абразивных частиц и быть предназначены для машинной обработки или для шлифования вручную, для использования с водой, либо на сухую.
В основном, в кузовном ремонте, в качестве абразива, применяется карбид кремния и оксид алюминия.
Шлифовальные материалы могут иметь разную концентрацию абразивных частиц, что может влиять на скорость шлифования и на равномерность царапин, оставляемых после обработки. Твёрдые частицы приклеены к бумаге или материи при помощи специального клея или полимера. Производители шлифовальных кругов включают в состав кругов с мелким абразивом, специальные ингредиенты, которые служат для смазки поверхности, поэтому они хорошо действуют без воды.
Цифра на шлифовальной бумаге относится к размеру абразива. Чем меньше значение, тем крупнее абразив, а чем больше значение, тем мельче абразив.
Стандарт, определяющий размер абразива
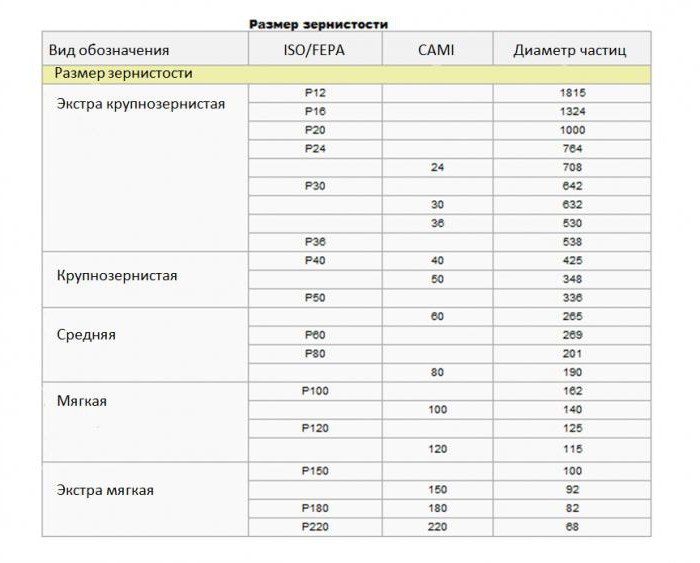
Существуют разные стандарты, которые определяют градацию абразива шлифовальных материалов. Наиболее популярный стандарт, который используется в России – это FEPA (Federation of European Producers of Abrasives), ISO 6344. Если на шлифовальной бумаге перед цифрами стоит буква “P”, то это именно этот стандарт. У американского стандарта ANSI/CAMI (Coated Abrasive Manufacturers Institute) похожие номера абразивов, но нет буквы “P” перед ними.
Размер абразивных частиц шлифовальной бумаги этих двух стандартов похож до градации 220, но, чем выше значение, тем разница в размерах абразива под одинаковыми номерами более заметна. Так, значение 600 стандарта CAMI равняется значению P1200 стандарта FEPA. Это можно считать значимым отличием. Если использовать бумагу стандарта CAMI, то может возникнуть некоторая путаница, так как все привыкли использовать шлифовальную бумагу с градацией по стандарту FEPA. В России шлифовальная бумага с градацией абразива по стандарту CAMI не распространена, но тем не менее есть некоторые тонкости.
К примеру, у шлифовальной бумаги 3M Wetordry Imperial номера от 220 до 800 градируются по стандарту FEPA (с буквой “P”). Номера от 1000 до 2500 имеют градацию по стандарту ANSI/CAMI. Такая информация указана в описании к шлифовальной бумаге 3M. Точно не известно, по какой причине шлифовальная бумага компании 3M из одной линейки имеет градацию по разным стандартам. Из-за этого и может возникать путаница. Так, шлифовальная бумага с номером выше P800 (1000 и выше), нумеруется без префикса “P” и является более мелкой, чем абразив по стандарту FEPA. Шлифовальная бумага под номером 1000 (по стандарту CAMI) может ровняться примерно 1500 (по системе FEPA). Лично я замечал, что шлифовальная бумага 3M 2000 (без префикса “P”), шлифует поверхность после покраски, перед полировкой гораздо хуже, чем шлифовальная бумага других производителей, у которых префикс “P” присутствует. Создаётся впечатление, что абразивные частицы этой бумаги гораздо меньшего размера.
Опять же, некоторые производители шлифовальной бумаги, вся линейка которых соответствует европейскому стандарту FEPA, не указывают префикса “P” на шлифовальной бумаге всех градаций. Насколько мне известно, компании Mirka, Norton, Sia, производят шлифовальную бумагу только по стандарту FEPA, поэтому такой путаницы, как с 3M, не должно возникать.
Шлифовальные материалы на сетчатой основе
Кроме бумаги, компания Mirka предлагает также сетчатую структуру шлифовального материала. Это эластичная сетка, сделанная из прочного полиамидного или нейлонового материала. Этот материал сделан с использованием перекрёстных волокон. Абразивные частицы оксида алюминия прикреплены к сетке.

Из такого материала могут быть сделаны шлифовальные круги для машинки и полоски для шлифовального бруска. Они хорошо держатся на подошве и не слетают при любых скоростях даже при их использовании с водой.
Абразивных частиц на сетке меньше, но они используются более эффективно. Пыль не задерживается на поверхности сетки и может легко удаляться пылесосом. Это отражается на качестве работы. Шлифовальные круги более эффективны и дольше служат, когда они чистые.
В сравнении с сеткой, в шлифовальных кругах на бумажной основе остатки материала могут оставаться между поверхностью и кругом и скатываться в небольшие частицы, которые будут царапать шлифуемую поверхность.
Итак, шлифовальная сетка имеет следующие преимущества:
- Высокая производительность.
- Меньше пыли, удаление пыли через сетку на 20–40% эффективней, чем у абразивов на бумажной — основе с отверстиями или перфорацией.
- Меньше забивается шлифовальный круг, и шлифуемая поверхность остаётся более чистой.
- Более длительный срок службы абразива.
- Так как шлифуемая поверхность остаётся более чистая из-за меньшего количества пыли, улучшается визуальный контроль над этой поверхностью.
- В результате отсутствия пыли на обрабатываемой поверхности, получается покрытие с очень равномерными рисками.
Размер абразива
Вот некоторые базовые правила выбора размера абразива шлифовальной бумаги.
Как известно, по европейскому стандарту, который распространён в России, чем больше номер шлифовальной бумаги, тем меньше размер её абразива и меньше царапины и, наоборот, чем меньше номер, тем более грубый абразив используется.
Градация указана по европейскому стандарту FEPA (числа с буквой “P”).
- P36-P60 – очень грубый абразив, используется для быстрого снятия старого покрытия и других материалов при помощи шлифовальных кругов, подготовки голого металла к проведению ремонта и нанесению шпаклёвки, а также, для грубого выравнивания шпаклёвки шлифовальной машинкой или ручным бруском. Такой абразив можно применять для выравнивания шпаклёвки со стекловолокном, так как она сложнее шлифуется. Может применяться для удаления ржавчины и зачистки сварочных швов. Грубые абразивы быстро удаляют металл, поэтому нужно быть осторожным и не сделать его слишком тонким, а также учитывать нагрев и коробление металла. Такая градация абразива практически не забивается остатками материала и долго служит.
- P80-P100 – абразив среднего размера, используется для сглаживания грубых царапин от предыдущего абразива и завершения выравнивания формы. Также может применяться для удаления краски и подготовки поверхности под нанесение шпаклёвки. Можно первоначальное выравнивание шпаклёвки начинать с абразива P80. Он не настолько экстремально грубый, как P36-P60, но хорошо выравнивает поверхность, и бумага служит достаточно долго. Опираясь на практику использования, можно сказать, что шлифовальные материалы P80 можно рассматривать как начальный грубый абразив для подготовки поверхности и шлифования шпаклёвки.
- P100-P120 предназначены для продолжения шлифования после более грубого абразива и удаления грубых царапин.
- P120 – P180 – для сглаживания рисок от предыдущего абразива, завершающего выравнивания и подготовки к нанесению наполняющего грунта.
- P180 –Такой размер абразива применяется для финального шлифования. Финишная шпаклёвка шлифуется абразивом P180-P220.
- P220 — P320 используется как вручную, так и на шлифмашинке для подготовки поверхности к грунтованию. На данном этапе, задача – убрать царапины от P180 и не создать неровностей на уже ровной поверхности.
- P400 – P800 для завершающего шлифования перед покраской. P400 – для грубого шлифования грунта или для шлифования однокомпонентной шпаклёвки. P600-P800 – финальное шлифование грунта и подготовка для нанесения краски. В большинстве случаев абразива 500–800 перед покраской будет достаточно, но на чёрном цвете риски могут быть видны, поэтому нужно использовать более мелкий абразив.
- P1000 – шлифование на мокрую ЛКП перед перекрашиванием.
- P1200 — P1500 — для шлифования ЛКП после покраски для удаления дефектов перед полировкой. Оставляет достаточно крупные риски и требуется их удаление более мелким абразивом.
- P2000 – для шлифования лакокрасочного покрытия после P1500 или сразу после покраски, для удаления мусора и неровностей перед полировкой.
Особенности шпаклевания
Так как подготовка к нанесению шпаклёвки осуществляется шлифованием, а также правильное её нанесение влияет на дальнейшую обработку абразивами, рассмотрим некоторые важные моменты подготовки и нанесения шпаклёвки.

- Для подготовки к шпаклеванию, нужно удалить ЛКП до чистого металла абразивом P80-P120, немного дальше повреждения. На краях должна получиться плавная ступенька от старого покрытия к «голому» металлу размером 2–3 см. При работе эксцентриковой машинкой, шлифуйте плоскостью подошвы, под минимальным углом. Шлифовальный круг может не достать мелкие углубления ремонтной области. Для этого используйте специальную проволочную насадку. Далее нужно обработать края шлифмашинкой с абразивом P180-P220 ещё немного дальше, примерно на 5 см. Царапины от такого абразива хорошо перекроются грунтом. После сглаживания краёв ремонтной области будут видны все слои красок, грунта и материалов, которые когда-либо наносились на панель. Сглаживание краёв предотвратит образование границы между ремонтной областью и всей остальной частью панели.
- Шпаклёвка должна наноситься дальше повреждённой области. Первый слой шпаклёвки наносится с надавливанием на поверхность. Так адгезия будет лучше и выдавится воздух, если он есть в шпаклёвке. Перед повторным шпаклеванием, ремонтную область лучше продуть сжатым воздухом, а потом обезжирить. Продувание очистит поры и царапины, и следующий слой шпаклёвки будет хорошо держаться. Следующий слой должен наноситься после затвердевания и шлифования. Всегда лучше заполнять углубление несколькими тонкими слоями шпаклёвки, чем одним толстым. В толстом слое могут образовываться незаметные трещины во время процесса отверждения, которые станут заметными после покраски.

- Для разглаживания и удаления излишней шпаклёвки после нанесения можно использовать широкий шпатель или стальную линейку (она более эластичная). Её нужно протянуть по шпаклёвке, опираясь на плоскость панели с обеих сторон ремонтной зоны. Часть шпаклёвки удалится линейкой, а на поверхности останется необходимое количество. Такой приём значительно снижает необходимость грубого шлифования для придания первоначальной формы. Это хорошо работает на небольших ремонтных областях, около 20 см. На более обширных площадях линейка будет сгибаться, и проходить выше уровня поверхности.
- Если шпаклёвка не отшлифована до уровня общей поверхности, а в некоторых местах оголился металл, то это, скорее всего, небольшие возвышенности, которые небыли выровнены перед шпаклеванием. Их нужно аккуратно простучать острой частью бойка молотка, удерживая поддержку с обратной стороны.
- Не нужно забывать, что вода под слой шпаклёвки может поступать с обратной стороны панели, если под шпаклёвкой остались трещины или отверстия. Так, некоторые мастера, шпаклюют ремонтную область шпаклёвкой со стекловолокном, думая, что она всё равно закроет какие-либо бреши и не треснет. Поэтому важно, перед шпаклеванием, проверить на герметичность панель. Это можно сделать, просветив её с обратной стороны каким-нибудь источником света. Так будет видно мельчайшее отверстие. Любую негерметичность нужно заварить или залудить, а обратную сторону обработать от ржавчины.
- Шпаклёвки разной твёрдости по-разному шлифуются. Одна будет срезаться быстрее, а другая медленнее. Тоже самое относится к краске и грунту. Учитывая это, нужно делать грубое выравнивание ремонтной области так, чтобы не оставалось видимых ям, а потом нанести тонкий слой на всю отшлифованную поверхность, с которой потом работать также целиком. Так, Вы будете обрабатывать материал, одинаково шлифуемый по всей площади.
Ручное шлифование
- Шлифовать можно вручную или при помощи шлифовальной машинки. Ручное шлифование бруском даёт больший контроль над процессом. Машинка может использоваться на первоначальной стадии, а окончательное выравнивание нужно делать бруском с шлифовальной бумагой. Труднодоступные места также шлифуются вручную.
- Длинный шлифовальный брусок позволяет выравнивать неровности на шпаклёвке, которые невозможно почувствовать рукой. На глянцевой поверхности такие неровности могут выглядеть как небольшие «волны». Для равномерного действия нужно надавливать на брусок с одинаковой силой по всей его длине.
- При использовании бруска, важно соблюдать технику шлифования. Нужно делать проходы крест-накрест, вверх-вниз, вперёд-назад попеременно, делая предыдущий проход в противоположном направлении, 5 раз в одну сторону, 5 в другую. Никогда не шлифуйте только одно место, так как это вызовет углубление. При работе с большой поверхностью, нужно использовать максимально большой шлифовальный брусок. Таким образом, при шлифовке будут срезаться возвышенности, но будут не задеты углубления.

- Шлифовальная бумага должна быть не изношенной и чистой. Её можно использовать до тех пор, пока Вы чувствуете, что она срезает материал. Когда бумага начинает просто легко скользить по поверхности, то её нужно почистить или заменить.

- Меняйте градацию абразива последовательно. Не меняйте крупный сразу на мелкий. Используйте сначала абразив среднего размера. Начните с P60 или P80 и продолжите P100-P120, P180-P220. Пропуская размер абразива на несколько ступеней, Вы усложняете себе работу. Можно удалить царапины, оставленные от абразива P80, абразивом P180, но это будет сделать сложнее, чем абразивом P120, а потом P180. Израсходуется больше шлифовальной бумаги и уйдёт больше времени.
- Если шлифуете рядом с краем панели, то наклейте на край соседней панели малярную ленту, чтобы защитить её, на случай, если случайно заденете при шлифовании.
- На ремонтной области с большой площадью можно начинать шлифовать шпаклёвку до момента полного затвердевания. Нужно подождать до 5–10 минут, когда шпаклёвка затвердеет, но всё ещё будет немного липкой и мягкой. Это облегчит процесс её обработки. Можно проверить, поцарапав ногтём, который должен оставить след. Шпаклёвку в таком состоянии можно обрабатывать специальным напильником, либо шлифовальной бумагой с крупным абразивом P60-P80. При таком способе, не нужно надавливать слишком сильно, иначе не получится убрать глубокие царапины при последующем шлифовании. Такой метод сокращает время обработки и уменьшает количество пыли. Нужно срезать неровности шпаклёвки, но остановиться, когда она всё ещё выше уровня поверхности, чтобы остаток шлифовать, когда он затвердеет, более мелким абразивом. Далее используете шлифовальную бумагу P100-P120, которой завершаете придание основной формы шпаклёвке и убираете грубые царапины. Добавляете, при необходимости шпаклёвку. Следующим этапом меняете шлифовальную бумагу на P120-P150, а потом P180-P220, которые уже служат для удаления крупных царапин и подготовке поверхности к грунтованию.
- При шлифовании абразивами средней градации, нужно, чтобы шпаклёвка полностью затвердела, чтобы шлифовальная бумага не забивалась. На этом этапе,ваша задача – добиться идеально ровной поверхности, с лёгким нажимом шлифуя поверхность, а не надавливать сильно.
- Очень тонкий металл современных машин может создавать дополнительные проблемы при ремонте. Когда шлифуете ремонтную область, некоторые места могут прогибаться, и шпаклёвка там будет стачиваться по-другому. Это нужно учитывать и контролировать степень нажима при шлифовании.
- Для выравнивания закруглённых поверхностей можно использовать специальные эластичные бруски.
Шлифование эксцентриковой шлифовальной машинкой
- Эксцентриковую шлифовальную машинку можно применять, на начальных этапах, когда предстоит большой объём работы и используется твёрдая, трудношлифуемая шпаклёвка. Завершать выравнивание нужно ручным шлифованием при помощи бруска. На заключительной стадии, когда поверхность выровнена, также может использоваться шлифмашинка с абразивом P220-P320, для удаления царапин, оставленных более крупным абразивом.
- При работе шлифмашинкой, шлифуйте на медленных или средних оборотах. Медленно вращающийся шлифовальный круг способен лучше и быстрее срезать материал и процесс легче контролировать, чем при быстром вращении, когда абразив не успевает шлифовать и скользит по поверхности.
- К тому же, при высоких оборотах происходит нагрев, и шлифовальные круги быстрее забиваются.
- Не должно быть сильного нажима. Эксцентриковые шлифмашинки теряют свою эффективность, если на них сильно надавливать. Подошва, в этом случае, перестаёт вращаться.

- Мягкая подложка для подошвы шлифовальной машинки позволяет уменьшить давление на поверхность и не врезаться абразиву глубоко. Обработка производится на малых или на средних оборотах. Такое шлифование не изменяет форму поверхности, а убирает следы от предыдущего абразива и помогает делать риски более равномерными. Мягкая подложка для шлифовальной машинки должна использоваться, когда шлифуются выпуклые части панели и при финальной шлифовкой. Она помогает смягчить действие шлифовального круга, чтобы он облегал форму панели и убирал только царапины, а не изменял форму, даже когда подошва машинки находится под углом.
- Существует отличие оставляемых рисок при ручном шлифовании и обработкой шлифмашинкой. При ручной обработке риски остаются крупнее. Так, к примеру, при шлифовании в ручную абразивом P400, риски останутся примерно такие же, как при обработке шлифмашинкой с абразивом P320. Шлифование машинкой абразивом P180 будет примерно равняться шлифованием вручную абразивом P220.
- При работе эксцентриковой машинкой, её нужно постоянно двигать, иначе она срежет много материала с одного места и создаст углубление. Двигать нужно медленно, равномерно, с одинаковой скоростью, без сильного нажима. Следующий проход должен перекрывать предыдущий на половину.
- При зачистке поверхности шлифмашинкой с крупным абразивом, не используйте для этого края, шлифуйте всей поверхностью подошвы. При подготовке повреждённой зоны под ремонт и шпаклевание, шлифуйте под минимальным углом.
Шлифование перед покраской автомобиля
- Грунт лучше шлифовать на сухую, так как он пористый и впитывает воду, которая может остаться под краской и вызвать ржавчину. В труднодоступных местах и краску можно шлифовать с водой, но потом нужно хорошо просушить поверхность (лучше инфракрасной сушкой). В любом случае, если всё же шлифуете с водой грунт, то просушка обязательна.
- При шлифовании ЛКП для перекраски с машинкой, нужно использовать средние обороты. Лучше использовать мягкую подложку (для более равномерного шлифования) и делать несильный нажим. Мягкая подложка помогает шлифовальному кругу повторять контуры панелей и уменьшает риск протереть поверхность, но снижается режущая способность.
- Абразивный волокнистый материал скотч-брайт нужно использовать в труднодоступных местах и на краях панелей. Его можно применять с матирующей пастой. Он лишь делает поверхность матовой, не убирая дефекты.
- Поверхность перед шлифованием должна быть полностью чистой. Панель нужно обрабатывать, разделив её на сегменты 50 см на 50 см. Так, Вы сможете достать до всех мест сегмента, над которым работаете в данный момент и сможете обеспечить равномерное давление на шлифовальный блок, так как рука будет нормально дотягиваться до нужного места. К тому же, будет понятно, какая область обработана, а какую ещё предстоит шлифовать. Специалисты американской компании Meguiar’s учат шлифовать прямыми движениями, а не круговыми. Если поверхность шлифовать круговыми движениями, то царапины будут более заметными. Ещё лучше, на завершающем этапе использовать Abralon (см. статью о подготовке к покраске).

- При шлифовании грунта или лакокрасочного покрытия перед покраской, также нужно использовать шлифовальный блок. Это может быть резиновый брусок или ракель из вспененного материала. Если шлифовать бумагой, удерживаемой в руке, то следы от шлифования будут неравномерными. Пальцы будут создавать более сильное давление.
- Не используйте мыльную воду для смягчения действия абразива при работе с грунтом (как это можно делать при шлифовании после покраски, перед полировкой). Её компоненты могут впитываться в грунт, и их сложно будет убрать. Они, в дальнейшем, могут влиять на слой краски.
Шлифование после покраски, перед полировкой авто
- Шлифование ЛКП после покраски позволяет убрать дефекты, такие как подтёки, пыль, шагрень. Используется жёсткий или полужёсткий брусок из резины или из полиуретана, которым оборачивается шлифовальная бумага. Брусок распределяет давление по всей поверхности шлифовальной бумаги.
- Шлифовка производится прямыми движениями в одном направлении. Далее, после смены абразива на более мелкий или при втором проходе тем же абразивом, направление шлифования меняется на 90 градусов. Так царапины будут более равномерными и одинаковыми по глубине. К тому же, Вы сможете визуально контролировать, когда удаляться царапины от более крупного абразива. Если же шлифовать несколько проходов только в одном направлении, то некоторые царапины станут глубже, а какие-то будут менее глубокими (см. иллюстрации ниже).

- Шагрень достаточно сложно убрать при помощи абразива P2000. Нужно выровнять поверхность с шагренью абразивом P1200-P1500, а потом убрать царапины абразивом P2000. Такой порядок справедлив, при условии, что нанесёно достаточно слоёв лака, так как при удалении шагрени, снимается тонкий слой и должен оставаться запас для шлифования бумагой P2000. Шлифовальную бумагу лучше предварительно замачивать в воде от 15 минут до 24 часов для смягчения действия абразива. Для шлифования ЛКП, лучше использовать воду с небольшим количеством жидкости для мытья посуды (несколько капель). Мыльный состав снижает поверхностное натяжение воды и помогает лучше смачивать шлифовальную бумагу и поверхность, уменьшая царапины.
- Можно работать шлифмашинкой. Для работы шлифмашинкой, лак должен быть хорошо просохшим и шлифовальные круги должны быть качественными, чтобы остатки не забивали абразив и не царапали поверхность. Шлифовка машинкой с мягкой подложкой создаёт более плавные, незаметные царапины, чем при шлифовании вручную, и их легче убрать полировкой. Таким образом, абразив P1200-P1500 на шлифмашинке будет примерно равняться обработке вручную абразивом P2000.
Как шлифовать, с водой или на сухую?
- Шпаклёвку лучше не шлифовать с водой, она может впитывать влагу (но не слишком много, как многие думают). Если использовалась вода при шлифовании шпаклёвки или грунта, то лучше высушить поверхность инфракрасной лампой. Шлифовать шпаклёвку с водой не имеет большого смысла. Теряется контроль над состоянием поверхности, нельзя использовать проявочное покрытие.
- Когда используете шлифовальную бумагу мельче, чем P400 вручную (обычно при подготовке к покраске или перед полировкой), то бумага будет быстро забиваться остатками материала. Эти остатки могут скатываться и действовать как абразив. В этом случае, как раз, и применяют воду, которая помогает держать поверхность и бумагу чистой. Шлифование с водой всегда помогает шлифовальной бумаге служить дольше от 3 до 5 раз. Кроме того, вода при шлифовании предотвращает появление пыли.
- Когда шлифуете с водой, то шлифовальная бумага должна быть с более мелким абразивом, чем при шлифовании на сухую. Шлифование с водой является более «агрессивным».
- При шлифовании мелким абразивом с водой, используется метод перекрёстного шлифования. Последующий проход делается на 90 градусов от предыдущего. Сначала шлифуете всю область только в одном направлении, потом всю область в другом, перпендикулярном направлении (см. иллюстрации выше).
Шлифование круговыми движениями
- Как было написано выше, выравнивать зашпаклёванную поверхность лучше прямыми движениями в разных направлениях по всей площади, поэтому круговые движения при шлифовании вручную не уместны.
- При шлифовании лакокрасочного покрытия один из аргументов против шлифования круговыми движениями состоит в том, что идея шлифования ЛКП заключается в удалении каких-либо дефектов, таких как шагрень или небольшие царапины. Для этого нужно снять небольшое количество краски или лака. Таким образом, если Вы шлифуете повторяющимися движениями прямыми линиями, то имеете определённый контроль следов от шлифования, количество проходов и количества удалённого лакокрасочного покрытия. Если же Вы шлифуете случайными, перекрывающими друг друга кругами, то никакого контроля следов от шлифования не получится и будет непонятно, сколько удалено материала. А контроль нужен, чтобы не протереть лак или краску до базы или грунта. К тому же, при шлифовании круговыми движениями, остаются круговые, беспорядочные царапины, которые сложнее убрать. Делая круговые движения, мелкоабразивная бумага будет морщиться, вызывая более глубокие царапины.
- Шлифовальная машинка делает круговые движения, но следы получаются менее заметными и равномерными. Шлифование же круговыми движениями вручную даёт неравномерные, хаотичные царапины, которые могут быть видны под краской или лаком, если таким методом шлифовать до покраски. Причина, по которой круговые царапины более заметны заключается в том, что такие царапины видны под любым углом зрения, в то время как продольные мелкие царапины могут быть либо вообще не заметны, либо видны только под определённым углом.
Контроль качества выравнивания при шлифовании
Для контроля качества выравнивания применяется проявочное покрытие.
В качестве проявочного покрытия можно распылить тонкий слой грунта контрастного цвета. Для таких целей грунт лучше развести с большим количеством разбавителя и сделать лёгкое напыление, которое не будет влиять на толщину ремонтного слоя. Далее грунт должен высохнуть.
Чаще используют специальный проявочный порошок или аэрозоль, который распыляет матовый быстросохнущий слой.

Проявочное покрытие можно использовать как для выявления ямок, так и для контроля за удалением царапин от более крупного абразива, после смены шлифовальной бумаги на мелкозернистую. После шлифования, проявочное покрытие остаётся в углублениях и царапинах. Так Вы можете увидеть, что какое-то место требует добавления шпаклёвки или дополнительного шлифования. Следует ещё раз заметить, что на завершающих этапах выравнивания шлифовальной бумагой P180-P220, давление на шлифовальный брусок должно быть минимальным.
Проверка поверхности увлажнением
Хорошим способом проверки поверхности на завершающих этапах шлифования, является проверка увлажнением. Просто распылите тонкий слой обезжиривающей жидкости на выравниваемую поверхность. До того как жидкость испариться, можно внимательно посмотреть под острым углом на то, как поверхность отражает. Будут видны даже незначительные волны и ямки, расположение которых можно запомнить или пометить и сразу сделать повторное выравнивание, либо добавить шпаклёвки или грунта, а потом уже их отшлифовать. Так можно контролировать процесс выравнивания до малейшей неровности.
Ошибки новичков
- Новички не рассматривают вмятину в её полном размере. Имеется в виду, всю площадь повреждения. Повреждение может не ограничиваться только видимой частью. Поэтому нужно покрывать шпаклёвкой область с запасом. И шлифовать всю поверхность одновременно.
- Шпаклёвка должна наноситься на поверхность, подготовленную крупным абразивом P80-P100, а края вмятины должны быть зачищены с запасом абразивом P120-P180. Таким образом, вокруг шпаклёванной области не должно оставаться крупных рисок. Ваша задача – выровнять шпаклёвку, а не убирать после этого крупные риски вокруг неё, что может наделать дополнительных неровностей.
- Использование шлифовальной бумаги со слишком мелким абразивом для выравнивания шпаклёвки. Мелкий абразив больше «гладит» шпаклёвку, чем выравнивает её. Для придания формы шпаклёвке, её нужно шлифовать крупным абразивом P80-P100, а потом уже использовать шлифовальную бумагу с более мелким зерном для удаления крупных рисок.
- Прошлифовка шпаклёвки до металла. Если после шлифования ремонтной области, в нескольких местах просвечивает металл, то, скорее всего, поверхность не будет выглядеть ровной после грунтования и покраски, даже если на ощупь поверхность ровная. Нужно добиться того, чтобы края шпаклёвки выглядели буквально прозрачными, а ремонтная область однородная. Для этого, как было написано выше, нужно затягивать тонким слоем шпаклёвки всю зону ремонта и шлифовать её также по всей площади.
- Грунтование глубоких царапин толстым слоем, с целью их заполнения. Это приводит к дальнейшей усадке грунта и видимости рисок после покраски. Перед грунтованием должны оставаться царапины от абразива P180-P220. Это исключит последующую усадку верхних слоёв.
[adsp-pro‑4]
Печатать статью
Ещё интересные статьи:
маркировка, виды, градация :: SYL.ru
Потребность в средстве, которое могло бы отшелушивать, снимать верхний слой, зашкуривать и шлифовать появилась очень давно. Изобретена была наждачная бумага. Произошло это событие более семи веков назад в Китае, как и следовало ожидать. Именно оттуда приходят к нам подобные изобретения в большинстве случаев. В дальнейшем наждачная бумага, маркировка ее претерпели множество изменений. И тот продукт, который мы видим на современных прилавках, значительно отличается от первоначального. Наждачная бумага (маркировка, типы) настолько разнообразна на сегодняшний день, что бывает достаточно сложно разобраться, что именно вам необходимо.
Что такое градация
Типы наждачной бумаги различают по пяти характеристикам, присущим каждому из них. Среди них назначение, тип абразивной поверхности, способ ее нанесения на основу, зернистость, место производства. Изначально в качестве абразива использовалась металлическая стружка, затем стали применять кремний, различные твердые минералы (например, гранат). Сейчас используют еще и алмазное напыление.
Способов нанесения тоже существует несколько: электрический, клеевой, с использованием различных синтетических и натуральных смол. Различается и местность, где производится наждачная бумага. Маркировка и степень зернистости сильно различается у продукции разных производителей этого материала.
Виды наждачной бумаги в зависимости от состава
Выделяют следующие виды наждачной бумаги, исходя из состава абразивного напыления: электрокорундовые, карбид кремния, гранатовые и алмазные.
Первый вид считается наиболее жестким. Он содержит кристаллы особой твердости, которые практически не ломаются и не крошатся, обладает уникальной режущей способностью. Второй вид обладает кристаллами острыми и достаточно твердыми, однако они крошатся до более мелкого размера. Такая бумага подходит для обработки стекла, пластика и металла. Гранатовые используются для деревянных поверхностей. Достаточно хрупкие кристаллы не осилят металл или пластик, но дерево из-под них выйдет с идеально гладкой поверхностью. Алмазные, как и следовало ожидать от названия, самые устойчивые к истиранию и наиболее твердые. Но используются достаточно редко, обусловлено это дороговизной сырья. Даже искусственно выращенные алмазы, используемые при производстве этого типа, — материал далеко недешевый.

Тип нанесения состава
Следующая классификация относится к типу нанесения абразивного состава на основу. Первый из них механический. Частицы наносятся на полотно с помощью силы притяжения. Это обеспечивает не настолько сильную сопротивляемость к фактору трения. Абразив отлетает достаточно быстро и без особых усилий. Второй способ нанесения — электростатика. Частицы абразива достаточно глубоко впечатываются в клеевую основу, обеспечивая острый и устойчивый слой. Третий способ — использование смол с различными примесями. Результат получается водостойкий, эластичный, устойчивый к воздействию температур.
Маркировка зернистости наждачной бумаги
Следующий вариант классификации подразумевает, насколько плотным покрытием обладает наждачная бумага. Маркировка зернистости при этом имеется в виду. Зернистость от сорока до шестидесяти применяется для работ с грубой поверхностью, первыми штрихами изделия. От 80 до 120 — для удаления погрешностей, оставленных предыдущим способом полировки и шлифовки. 150-180 — почти конечная обработка изделия. 220-240 применяется перед покраской, чтобы создать шероховатый слой для лучшего сцепления покрытий. 280-320 — средство для удаления пыли и загрязнений различного рода. 360-600 — самый последний, конечный этап обработки. С помощью нее можно снять недочеты лакового покрытия без ущерба внешнему виду изделия.

Маркировка разных типов наждачной бумаги
Международная стандартизация и система классификаций подразумевает следующую маркировку типов и градацию наждачной бумаги:
- Р22/24/36, 80-/63-/50-Н для первоначальной обработки изделия.
- Р40/46/60, 40-/32-/25-Н — менее жесткая обработка и шлифовка.
- Р80/90/100/120, 20-/16-/12-/10-Н для шлифовки изделий или детали на первичном этапе.
- Р150/180 и 8-/6-Н для завершения этапа шлифовки.
- Р240/280 и 5-Н, М63 применяют для работ по дереву.
- 400/600, М28/40 и 2/3-Н — полировка и удаление пыли перед окрашивающим слоем.
- Р1000, М20 и 1-Н обрабатывают металл, пластиковые предметы и керамику.
- Полировка без особых требований материала – Р1200/1500, М14/10/7/5.
- Щадящая полировка или завершающий этап работ — Р2000/2500, Н-0/00/01.
Маркировка наждачной бумаги для авто
Подбор правильной маркировки бумаги для авто очень важен. Если вы не хотите получить вмятину в кузове, слишком шероховатую поверхность или краску, которая ляжет «пузырями», следует подойти внимательно к вопросу, какая нужна маркировка наждачной бумаги. Таблица зачастую подсказывает только поверхностное решение. А вот профессиональные маляры плохого не посоветуют. Матирование панелей осуществляется с помощью наждачной бумаги P800, для начального этапа шлифования понадобится наждачка Р60, следующий этап уже более чистовой — градация Р120. Грунтовка потребует наждачной бумаги с маркировкой Р800.