Маркировка поликарбоната: Как не ошибиться при выборе сотового поликарбоната?
Холдинг | Характеристики и преимущества гранулированного поликарбоната
Характеристики и преимущества гранулированного поликарбоната
Немного истории
Поликарбонат – это сложный полиэфир из группы термопластов. Впервые упоминание о поликарбонате появилось еще в конце XIX века, а самый первый сотовый лист из поликарбоната появился в Израиле в конце XX в. Это стало поистине революционным событием в области промышленного производства. Ученые создали такой универсальный материал, который заменил стекло и полимеры на акриловой основе.
Что такое гранулированный поликарбонат?
Производство гранулированного поликарбоната – это сложный восокотехнологический процесс, который можно разделить на несколько этапов.
Первый этап – это изготовление гранул.
На специализированном заводе синтезируют угольную кислоту и фенол, с добавлением других ингредиентов. Получается вязкий раствор, в который затем добавляют осадитель.
На следующем этапе его при необходимости окрашивают, осушают и изготавливают гранулы. Поэтому он и называется гранулированный поликарбонат.
Гранулированный поликарбонат удобен в хранении и транспортировке. Гранулы – это сырье, но прежде, чем его использовать, с помощью центрифуги удаляются все токсичные вещества.
Следующий этап –изготовление продукции из гранул. Гранулы плавят и добавляют другие компоненты для улучшения структуры, после чего с помощью экструдера выдавливается необходимый рельеф. Это может быть монолитная или сотовая структура. Листам придается определенная толщина, после чего они остывают и их разрезают на нужные размеры.
Обычное обозначение поликарбоната на российском рынке – ПК или PC. Высокотермостойкий поликарбонат иногда обозначается как PC-HT.
Условное обозначение российского поликарбоната состоит из обозначения химической природы материала: ПК – поликарбонат; букв Л или Э, указывающих рекомендуемый метод переработки: Л – переработка литьем под давлением, Э – переработка экструзией; обозначения добавок в составе марки: Т – термостабилизатор, С – светостабилизатор, О – краситель; числа, соответствующего максимальному показателю текучести расплава: 7,0 или 12 или 18 или 22; цвета и обозначения нормативного документа, в соответствии с которым произведен поликарбонат.
Например, ПК-ЛТО-12, черный, ТУ 2226-002-54887985-2002 или ПК-ЛТСО-12, черный, ТУ2226-002-54887985-2002 .
Приобрести гранулированный поликарбонат Вы можете на собственном складе компании «М-Холдинг». Рассчитать заказ и уточнить сроки поставки продукции Вы можете у менеджеров компании по телефону: (8313)23-17-64, (8313)25-02-86.
Här hittar du bäst nätcasinon för svenska spelare med extra bra bonusar, erbjudanden om gratis freespins och mycket mer. Vi har recenserat alla casinon detaljerat så att du som är ute efter något speciellt skall kunna hitta det. Alla bästa casino på nätet som vi har med i listan är bland de bästa i Sverige,Часто задаваемые вопросы к «Urozhai.by
Гидропоника — это способ выращивания растений без почвы, при котором растение получает из раствора все необходимые питательные вещества в нужных количествах и точных пропорциях (что почти невозможно осуществить при почвенном выращивании). Слово гидропоника произошло от греч. υδρα — вода и πόνος — работа, в итоге получаем «рабочий раствор».
Слово гидропоника произошло от греч. υδρα — вода и πόνος — работа, в итоге получаем «рабочий раствор».
Гидропоника не нова. История ее начинается с глубокой древности. Например Висячие сады, о чем рассказывают нам археологические раскопки древнего Вавилона, являющимися одним из Семи чудес света были вероятно одной из первых удачных попыток выращивания растений на искусственных почвах.
Плавающие сады Ацтеков в Центральной Америке — еще один удачный пример применения технологии гидропоники. На берегах Озера Теночитлан (Мексика) кочевые племена индейцев были вытеснены со своих плодородных земель воинственными соседями. И тогда ацтеки изобрели из длинных стеблей тростника плоты, на которые уложили ил со дна озера. Эти плоты они назвали «Чампас». Так и выращивался обильный урожай овощей и фруктов, ведь даже деревья прекрасно росли и плодоносили. Корни пробиваясь к воде доставляли растению влагу.
Метод гидропоники
Метод гидропоники основан на изучении корневой системы растения, а конкретно как происходит питание растения. Ученые работали десятки лет, чтобы понять, что же корень извлекает из почвы. Выяснить это удалось благодаря опытам выращивания растений в воде. В дистиллированной воде растворяли определенные питательные элементы (минеральные соли).
Ученые работали десятки лет, чтобы понять, что же корень извлекает из почвы. Выяснить это удалось благодаря опытам выращивания растений в воде. В дистиллированной воде растворяли определенные питательные элементы (минеральные соли).
Растение выращивали на этом растворе в обыкновенной стеклянной банке. И эксперименты показали, что растение хорошо развивается, если в растворе есть калий, сера, железо, магний, кальций, азот и фосфор. Ученые выяснили что если из раствора с питательными веществами исключить такие элементы как калий, рост растения останавливается. Оказывается без кальция не может развиваться корневая система. Элементы железо и магний, необходимы растению для образования хлорофилла. Белки, необходимые для образования протоплазмы и ядра, не могут образоваться без серы и фосфора.
Преимущества гидропонного метода выращивания растений:
При применении настоящего способа существенно поднимается урожайность плодовых растений. Интенсивное цветение декоративных растений также доказывает положительное влияние гидропоники на их рост. Этот метод помогает снабдить растение всеми необходимыми ему полезными веществами. Оно растет крепким и здоровым, причем гораздо быстрее, чем в почве.
Этот метод помогает снабдить растение всеми необходимыми ему полезными веществами. Оно растет крепким и здоровым, причем гораздо быстрее, чем в почве.
Растения не нуждаются в ежедневном поливе. И расход воды при гидропонике гораздо проще контролировать. Каждое растение требует исключительно индивидуального подхода. В зависимости от системы выращивания и объема емкости необходимо систематически доливать воду – одному растению раз в три дня, другому раз в месяц.
При почвенном выращивании растения нередко страдают от пересыхания и недостатка кислорода, в случае переувлажнения. С применением способа гидропоники это совершенно исключено.

Процедура пересаживания многолетних растений при использовании технологии гидропоники существенно облегчается. Ведь при пересадке их в почву корни в любом случае травмируются, в той или иной степени.
Благодаря гидропонике можно избежать таких проблем, как вредители и всевозможные разновидности грибков и болезней, которые встречаются у растений, растущих в почве. Вопрос о применении ядохимикатов сам собой отпадает.
Отпадает необходимость применения новой почвы, что значительно уменьшает затраты на процесс выращивания комнатных растений.
С практический точки зрения за такими растениями легче ухаживать, нет грязи от земли, нет посторонних запахов, нет вредителей, которые могут завестись в почве, а потом распространиться и на помещение.
Минусы применения технологии гидропоники:
Изначально стоимость такого решения будет существенно выше, чем приобретения обычного грунта.
 А ежели приобрести уже готовую систему, то вам придется выложить определенную сумму. Плюс в том, что изначальные затраты и времени и денег окупятся с лихвой, поскольку растение начнет расти в несколько раз быстрее и ухаживать за ним будет намного легче.
А ежели приобрести уже готовую систему, то вам придется выложить определенную сумму. Плюс в том, что изначальные затраты и времени и денег окупятся с лихвой, поскольку растение начнет расти в несколько раз быстрее и ухаживать за ним будет намного легче.Стереотипы и общественное мнение дают свое. Многие такой способ выращивания растений ассоциируют с искусственным методом с применением химических удобрений – то есть ядохимикатами, которые пагубно влияют на здоровье. Однако такого рода суждения возникают исключительно от незнания того, что такое гидропоника.
Плоттерная резка поликарбоната ✂️ в Москве и СПБ
Плоттерная резка — это обширный комплекс технологических решений для изготовления продукции. При помощи режущего плоттера вырезают изделие по контуру и выполняют биговку, перфорацию, гравировку, маркировку, надсечку верхнего слоя материала. Это быстро, а изделия при этом получаются высококачественными при выполнении даже самого необычного дизайна.
Вырезают детали по контуру. Поэтому сначала подготавливается компьютерная модель (чертеж), по которой будут вырезать изделие.
Поэтому сначала подготавливается компьютерная модель (чертеж), по которой будут вырезать изделие.
Поликарбонат — это твердый прозрачный или полупрозрачный пластик, который обладает большой прочностью и, по сравнению со стеклом, меньшей массой. Поликарбонат изначально использовали исключительно в строительстве. Он обладает светопроницаемостью, механической прочностью и устойчивостью к изменениям погоды. Это делает изделия из поликарбоната пригодными для производства ограждений, перегородок, защитных навесов, остановочных павильонов, беседок, теплиц и рекламных вывесок.
Материал широко используется в:
- строительстве;
- изготовлении теплиц;
- рекламе;
- производстве сувениров;
- медицинской области;
- приборостроении.
С недавнего времени с развитием технологий обработки материала поликарбонат стали применять для нестандартных дизайнерских решений в рекламе или интерьере, вырезая детали из него на режущем плоттере.
Разберемся в особенностях процесса.
Для чего нужна плоттерная резка поликарбоната
Процедура выполняется на планшетном плоттере. Специальное программное обеспечение, предназначенное для управления плоттером, упрощает все аспекты производственного процесса – от импорта файлов и планирования производства до оптимизации процесса резки и удаленного мониторинга. После подготовки чертежа (файла для резки), информация отправляется на плоттер, который вырезает деталь по заданным контурам.
Широкая рабочая поверхность наших плоттеров позволяет легко обрабатывать листовые и рулонные материалы шириной до 2 000 мм. Скорость резки – 1 000 мм в сек. Плоттер выполняет работу, которую невозможно качественно выполнить вручную. Поэтому плоттерная резка помогает получать изделия, адаптированные под проекты наружной рекламы или индивидуального дизайна интерьеров.
Преимущества плоттерной резки поликарбоната в сравнении с другими методами обработки
Оперативность
Отличительная особенность плоттера Zünd – встроенная система инициализации инструментов, которая автоматизирует процесс калибровки.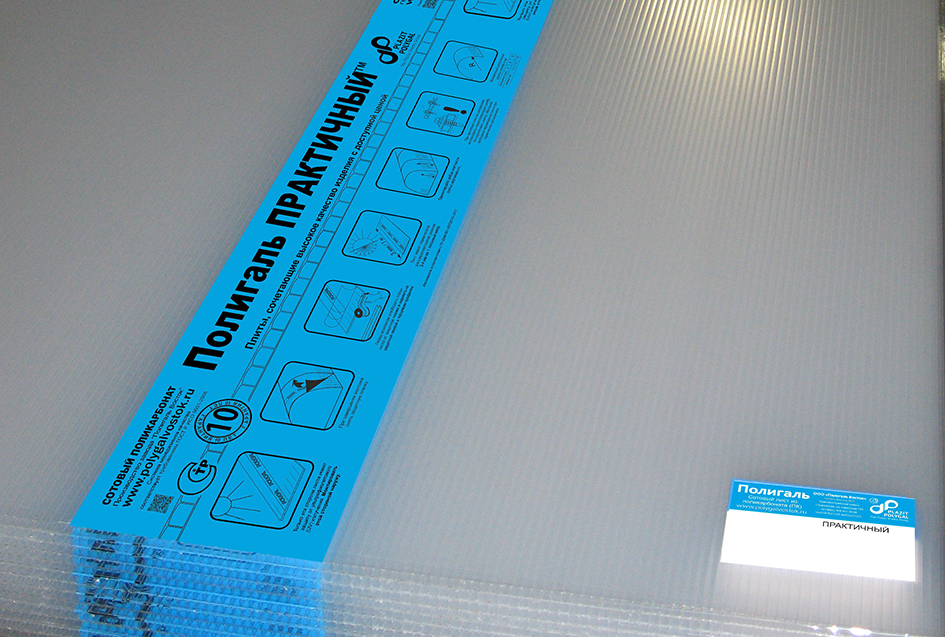 В результате чего повышается точность и скорость определения правильной глубины резки поликарбоната. Это экономит время выполнения заказа, так как исключается работа оператора по определению глубины резки вручную.
В результате чего повышается точность и скорость определения правильной глубины резки поликарбоната. Это экономит время выполнения заказа, так как исключается работа оператора по определению глубины резки вручную.
Процесс занимает несколько минут, учитывая особенности дизайна и заданного контура. Для планшетного плоттера характерен большой размер рабочей поверхности, поэтому мы принимаем заказы на изготовление как крупногабаритных деталей, так и мелких элементов и поштучно и партиями по желанию клиента.
Минимальный риск ошибки
Трудно вырезать в вручную ровные детали по чертежам высокой степени сложности и с большим количеством мелких элементов. Плоттер же сделает это безошибочно.
Универсальность
Промышленные плоттеры Zünd разработаны с использованием инновационных технологий, которые превосходно адаптируют оборудование для нужного производственного процесса. Режущая система гибкая и обладает большим набором инструментов для резки и фрезерования изделий из различных материалов простых и сложных форм.
Широкое применение
Наши раскроенные комплексы включают систему автоматической раскладки, оптимизацию реза, позволяют устанавливать сразу несколько инструментов под обработку деталей: для резки, биговки, фрезерования или нанесения разметки. Поэтому процесс раскроя проходит быстро и экономично.
Нюансы процедуры резки поликарбоната на плоттере
Плоттерная резка монолитного поликарбоната
Для нашего оборудования не важна толщина материала, обработка возможна до 50 мм.
Плоттерная резка поликарбоната оставит ровную линию без зазубрин, заусенцев и шероховатостей, как это бывает при ручной обработке. И без оплавленных краев и испарений, как в случае с лазером или нагретой проволокой.
Плоттерная резка сотового поликарбоната
Данный вид материала имеет пористую структуру, в результате чего процесс работы может быть весьма специфическим. Обработка может производится как вдоль ребер жесткости, так и попрёк. Лист материала кладется на станок и раскраивается согласно чертежу заказчика, который может содержать и криволинейные детали, и сложные контуры.
За счет биговки вдоль и поперек соты, формируется качественный сгиб и появляется возможность изготовить изделия с конструкционной прочностью. Получается ровный рез и ровное сложение материала.
Плоттерная резка не требует дополнительной обработки кромки среза (удаление заусенец, нагара, полировка) – что значительно ускоряет процесс получения готового изделия!
Инструкция по монтажу сотового поликарбоната | Рус-Теплица
Содержание:
I. Подготовка панелей к установке
II. Установка панелей.
III. Радиус арочных конструкций.
IV. Различные методы установки.
V. Виды профилей и способы соединения и крепления панелей.
ИНСТРУКЦИЯ ПО МОНТАЖУ СОТОВОГО ПОЛИКАРБОНАТА
I Подготовка панелей к установке:
Данная инструкция предоставляет общую информацию по установке и работе с сотовым
поликарбонатом. Из-за некоторых особенностей пустотных поликарбонатных строительных панелей необходимо тщательно подготовиться к их монтажу. Пожалуйста, внимательно прочитайте инструкцию перед началом работы и строго следуйте приведенным ниже рекомендациям, либо обратитесь в специализированное подразделение продавца (изготовителя) за квалифицированной поддержкой по установке и монтажу листов из поликарбоната.
Пожалуйста, внимательно прочитайте инструкцию перед началом работы и строго следуйте приведенным ниже рекомендациям, либо обратитесь в специализированное подразделение продавца (изготовителя) за квалифицированной поддержкой по установке и монтажу листов из поликарбоната.
А. Панели сотового поликарбоната имеют пленку с двух сторон. Под пленкой с надписями логотипом находится лицевая, имеющая защитный слой, предохраняющий поликарбонат от воздействия ультрафиолетовых лучей. Обратная сторона имеет прозрачную
пленку. Важно! При монтаже надо строго следить, чтобы лицевая сторона была всегда обращена к солнцу. В противном случае срок службы панели может значительно сократиться.
Б. Для герметизации каналов снимите защитную пленку с обоих открытых сторон листов (по ширине листа) на 80>100мм от краев панели, чтобы можно было приклеить алюминиевую, перфорированную или герметизирующую ленту (Рис. 1а). Временную проклейку (скотч) на
открытых концах следует удалить перед установкой ленты. Герметизирующая лента клеится по верхнему краю листа, а перфорированная по нижнему. Приклейте ленту вдоль всего открытого края, так чтобы обе стороны панели были проклеены. Убедитесь, что все открытые
Герметизирующая лента клеится по верхнему краю листа, а перфорированная по нижнему. Приклейте ленту вдоль всего открытого края, так чтобы обе стороны панели были проклеены. Убедитесь, что все открытые
концы каналов хорошо проклеены (Рис. 1б). Возможен вариант герметизации с помощью одних торцевых профилей.
В. ЗАПОМНИТЕ: при арочной установке, когда оба открытых конца расположены внизу, приклейте перфорированную ленту на оба конца .
Г. Снимите защиту с краев по длине листа, с обеих сторон панели на 80>100мм, подготовив таким образом, панель к вставке в соединительные профили или раму.
Д. Для установки снимите только нижнюю прозрачную защитную пленку. Преждевременное снятие защитной пленки может привести к повреждению панели.
Е. Только когда установка полностью закончена, можно снять верхнюю лицевую защитную пленку. Если этого не сделать, в дальнейшем защитную пленку будет сложнее удалить, т. к. она подвержена коррозии под воздействием тепла и света.
к. она подвержена коррозии под воздействием тепла и света.
Рисунок 1 а. Частичное или полное удаление защитного покрытия до и после установки | Рисунок 1 б. Наклейка герметизирующей ленты (вверху) и перфорированной ленты (внизу). |
Лента для полной герметизации.
Применяется для запечатывания верхней, приподнятой стороны ската поликарбонатной кровли, для защиты от осадков. Назначение ленты — исключить попадание внутрь сот прямой атмосферной влаги (дождя, снега, льда) Перфорированная лента с микрофильтром для защиты от загрязнений. Применяется для защиты нижней грани листа поликарбонатной кровли. Воздушный фильтр перфорированных лент, с размером пор 40 микрон, препятствует проникновению пыли и грязи в соты поликарбоната. Назначение ленты — выполняет дренажные функции, пропуская влагу, скопившуюся в продольных каналах сотового поликарбоната.
Назначение ленты — выполняет дренажные функции, пропуская влагу, скопившуюся в продольных каналах сотового поликарбоната.
| Рисунок 1В Установка U — образных торцевых профилей. |
Ж. Для лучшей герметизации панелей рекомендуем совместно с лентами использовать U-образный или F-образный поликарбонатный профиль (Рис. 1 в). Для лучшего отвода воды с нижнего края панели необходимо в нижнем профиле просверлить дренажные отверстия диаметром 2-3 мм с шагом 300 мм.
II. Установка панелей.А. Панели устанавливаются сотовыми каналами: 1). В направлении арочной поверхности. РиС. 2а, — покрытие сводов, куполов. Рисунок 2а. Арочное покрытие. 2). Вертикально (окна, стены), см. рис. 2б. Но в сухих помещениях возможно и горизонтальное расположение каналов.
| Рисунок 2б. Вертикальное покрытие. |

Б. Смежные концы панелей должны крепиться к несущей конструкции в соответствии с системой покрытия при помощи профилей различных типов (рис. 2в)
В. При установке панелей в горизонтальное положение, угол наклона должен быть не менее 5° (9 см на 1 метр длины листа). Чем круче наклон, тем лучше сток дождевой воды и самоочистка, кроме того, это снижает риск просачивания воды и грязи в соединения и под крепежные болты, а также снижает визуальный эффект прогиба нижнего края панели (рис. 2в).
Рисунок 2в. Плоское скатное покрытие. III. Радиус арочных конструкций.Панели сотовго поликарбоната можно согнуть как слегка, так и скрутить до минимально допустимого радиуса, при этом отпадает надобность термической обработке листов, и используются только присущие поликарбонатам свойства. Сжатие и скручивание панели, превышающее минимально допустимый радиус приводит к повышенному давлению и деформации поверхности. IV Различные методы установки: Уровень допустимого прогиба панелей поликарбоната варьируется между 1/20 — 1/25 (против 1/100 — 1/200 для стали и стекла.) Даже при большем прогибе не существует реальной опасности обрушения, но выбранная толщина листа должна минимизировать риск выхода края панели из опоры из-за излишнего прогиба. |
Табл. 1 Допустимый радиус скручивания для арочного покрытия. |
 Как следствие, лопание или заламывание листа, которое не обслуживается по гарантии. Данные приведены в табл. 1.
Как следствие, лопание или заламывание листа, которое не обслуживается по гарантии. Данные приведены в табл. 1.1. Плоская кровля.
Данная система крепежа более проста, т.к. не требует промежуточного крепления, здесь используются длинные панели, которые крепятся в нужном месте двумя профилями по обоим про-дольным краям панели. Данная система крепежа менее прочная и допустимая ширина между про-летами ограничена (панель более уязвима перед нагрузками, края легче могут выйти из опоры, особенно это касается более тонких панелей) Если ширина панели не кратна ширине целого листа, то возможно появление отходов, что ведет к удорожанию строительства. Рисунок З.
Рисунок З.
Рисунок 3. Двухсторонее креплениею
Двустороннее арочное крепление:
1). Панели поликарбоната можно согнуть в арку до минимально допустимого радиуса (см. параграф IV) без механических повреждений поверхности. Более того, внутреннее давление, которое возникает при сжатии, придает конструкции дополнительную прочность и жесткость (рисунок 4). 2). Чем меньше радиус сжатия (вплоть до минимально допустимого), тем выше жесткость конструкции.
Рисунок 4. Арочное крепление
Б. «Обшивка кровли» способ установки:
1. Плоская кровля Это более простой и практичный способ установки, схожий с тем, что используется для обычных листов гофрированного металла (рисунок 5). Здесь возможно применение более длинных и широких панелей поликарбоната. Длина может быть настолько большой, насколько это возможно без излишней деформации перепада температур. Панели поликарбоната укладываются на обрешетку сотами по направлению склона, перпендикулярно обрешетинам. Расстояние между обрешетинами определяется характеристиками грузоподъемности и прогиба для данного вида панели. Панели присоединяются друг к другу с помощью длинных
Панели поликарбоната укладываются на обрешетку сотами по направлению склона, перпендикулярно обрешетинам. Расстояние между обрешетинами определяется характеристиками грузоподъемности и прогиба для данного вида панели. Панели присоединяются друг к другу с помощью длинных
соединительных элементов.
Рисунок 5.
2. Способ «обшивка кровли» в арочной конструкции. (Рис. 6)
Рис. 6 Схематическое изображение типичного способа «обшивки кровли» в арочной конструкции.
Г. Продольно-поперечный способ
В настоящее время широкое распространение получил способ крепления попикарбоната, когда несущие конструкции (стропила и прогоны) лежат в одной плоскости (рис. 7). Расстояния между стропилами (величина В) принимаются кратными стандартной ширине листа (А), т.е. 2100; 1050 или 700 мм. А расстояния между прогонами (величина С) в зависимости от типа листа и расчетной нагрузки. Крепление панелей производится с помощью соединительных профилей различных типов и термошайб. Справедливо это и для арочных конструкций.
Справедливо это и для арочных конструкций.
Схема покрытия сотовым поликарбонатом (Рис. 7)
V Виды профилей и способы соединения и крепления панелей (маркировка «НР»)
А. Типичный поликарбонатный соединительный профиль повернутая «Н»:
Края панели с обеих сторон вставляются в профиль, а панели с обеих сторон крепятся к конструкции вдоль обрешетин с помощью болтов примерно 50-бОмм в длину. Для лучшей герметизации возможно применение силиконовых герметиков но это чревато сильными загрязнениями. (Рис. 8) Примечание: сам соединительный профиль к обрешетке не крепится.
Рисунок 8. Типичный (неразъемный) поликарбонатный соединительный профиль (повернутая “Н”)
Б. Торцевой поликарбонатный U-образный профиль (маркировка «ИР»).
Предназначен для защиты и закрытия торцов панелей сотового поликарбоната как при вертикальном, так и при арочном покрытии. (Рис. 9)
(Рис. 9)
Рисунок 9.
VI Соединительный — разъемный профиль (маркировка «НСР»)
А. Двухсоставной (разъемный) поликарбонатный соединительный профиль включает в себя:
1) более ровную нижнюю часть (базу), обычно более жесткую, чем верхняя часть (крышка), на которой помещаются концы соединяемых поверхностей. Обычно база крепится к обрешетки нам через центр с помощью шурупов, при этом оба конца панели свободны, что позволяет ей беспрепятственно скользить в процессе теплового расширения или сжатия. 2) верхняя часть (крышка), обычно, более подвижная, чем база, крепится к нижней части нажатием руки или механическим давлением. Такой способ просто и надежно, особенно в арочных конструкциях скрепляет панели.
Рисунок 10. Двухсоставной поликарбонатный соединительный профиль ( разъемный )
Б. Угловой поликарбонатный профиль.
Предназначен для соединения панелей под прямым углом. (Рис. 11).
В. Коньковый поликарбонатный профиль. (Рис. 12.)
Предназначен для соединения панелей в коньковых конструкциях.
Г. Пристенный поликарбонатный F-образный профиль.
Предназначен как для закрытия торцов панелей, так и для крепления краев панелей к основанию. (Рис. 13).
Примечание: профиля также имеют защитный слой от УФ излучения. Он нанесен на лицевую сторону (короткая полка).
Д. Металлические соединительные профили. Металлические соединительные профили образуют наибольшую группу соединительных профилей. (Рис. 14а) Они различны по дизайну и изготовлены из алюминия/стали, используются в любом виде работ. Некоторые из них снабжены встроенными водоотводами, неопреновыми каучуковыми уплотнителями, внутренними скрепляющими болтами и красивой отделкой для изысканных конструкций. При ширине несущих профилей не менее 60 мм возможно использование вместо базы специальной резиновой или неопреновой ленты, что ведет к снижению стоимости строительства (Рис. 14б).
При ширине несущих профилей не менее 60 мм возможно использование вместо базы специальной резиновой или неопреновой ленты, что ведет к снижению стоимости строительства (Рис. 14б).
Рисунок 14а.
Схема крепления СПК с помощью алюминиевой прижимной планки и резиновой ленты.
Е. Межпанельное соединение.
1) при ширине панели более одного метра она должна быть прикреплена к несущей конструкции с помощью дополнительного крепления вдоль своей ширины (рис.15), т.к. соединителей на обоих концах продольных сторон недостаточно, чтобы удержать панель от распрямления и смещения под давлением. 2) Крепеж осуществляется при помощи болтов (саморезов) размер которых зависит от толщины поликарбоната, вкручиваемых в поддерживающую опору, через 500-600мм, но не далее 200мм от стыковочного элемента. 3) Крепежные болты должны быть вкручены на расстояние не менее 30мм от края листа на протяжении всего края обрешетки. 4) Для каждого болта необходимо заранее просверлить отверстие. Диаметр отверстия должен быть на 3-4мм больше диаметра болта, чтобы не возникало деформации при термическом расширении. 5) При закреплении болтов избегайте чрезмерного закручивания, которое может привести к нежелательной деформации поверхности и даже повредить лист. Важно закручивать болты перпендикулярно поверхности, чтобы избежать повреждений.
Диаметр отверстия должен быть на 3-4мм больше диаметра болта, чтобы не возникало деформации при термическом расширении. 5) При закреплении болтов избегайте чрезмерного закручивания, которое может привести к нежелательной деформации поверхности и даже повредить лист. Важно закручивать болты перпендикулярно поверхности, чтобы избежать повреждений.
6) Рекомендуется использовать кровельные саморезы. Если используются деревянные конструкции, используйте шурупы для дерева. Все болты должны быть устойчивы к коррозии, с оцинкованными наконечниками или из нержавеющей стали (в случае использования с оборудованием, особо подверженным коррозии). Болты должны быть 4мм в диаметре, с длиной, соответствующей толщине панели, типу прокладки и несущей конструкции. 7) Каждый болт должен использоваться с конусообразной стальной прокладкой, которая может противостоять коррозии и обладает теми же характеристиками, что и болты, или сделана из алюминия толщиной по крайней мере 1 мм, диаметром 25мм, с 2мм-ой каучуковой прокладкой (EPDM или неопрен). Болт должен быть аккуратно завинчен, чтобы не повредить прокладку Рис.16.
Болт должен быть аккуратно завинчен, чтобы не повредить прокладку Рис.16.
8) Чтобы улучшить внешний вид, можно заменить обычные прокладки на специальные поликарбонатные термошайбы (Рис. 17). Они поставляются со cпециальными уплотнительными кольцами и подойдут для панели любой толщины (4,6,8,10,16 или 25мм). Различаются по длине ножки и цвету. Преимущества: термошайба предотвращает излишнюю сжатость и локальные повреждения поверхности вокруг болта а также обеспечивает герметичность соединения. Термошайбы используются с теми же болтами (3,5мм), может быть, немного длиннее, из-за б о л ь ш е й т о л щ и н ы . 9) При креплении сотового поликарбоната непосредственно к металлическим несущим конструкциям возможно вспучивание панелей из за большего нагрева в местах контакта с металлом. Чтобы избежать этого эффекта рекомендуется между панелями и металлом в месте их крепления прокладывать термоизолирующую ленту (EPDM или неопрен).
Сотовый поликарбонат – ТПК Нано-СК
Современный мир изобилует огромным ассортиментом товаров и услуг. Поэтому многие компании производители, для привлечения новых клиентов и удержания старых клиентов, выхода на массового потребителя, прибегают к разработке и внедрению всё более упрощённых, но в то же время более технологичных и практичных материалов. Одним из таких инновационных материалов является сотовый поликарбонат.
Поэтому многие компании производители, для привлечения новых клиентов и удержания старых клиентов, выхода на массового потребителя, прибегают к разработке и внедрению всё более упрощённых, но в то же время более технологичных и практичных материалов. Одним из таких инновационных материалов является сотовый поликарбонат.
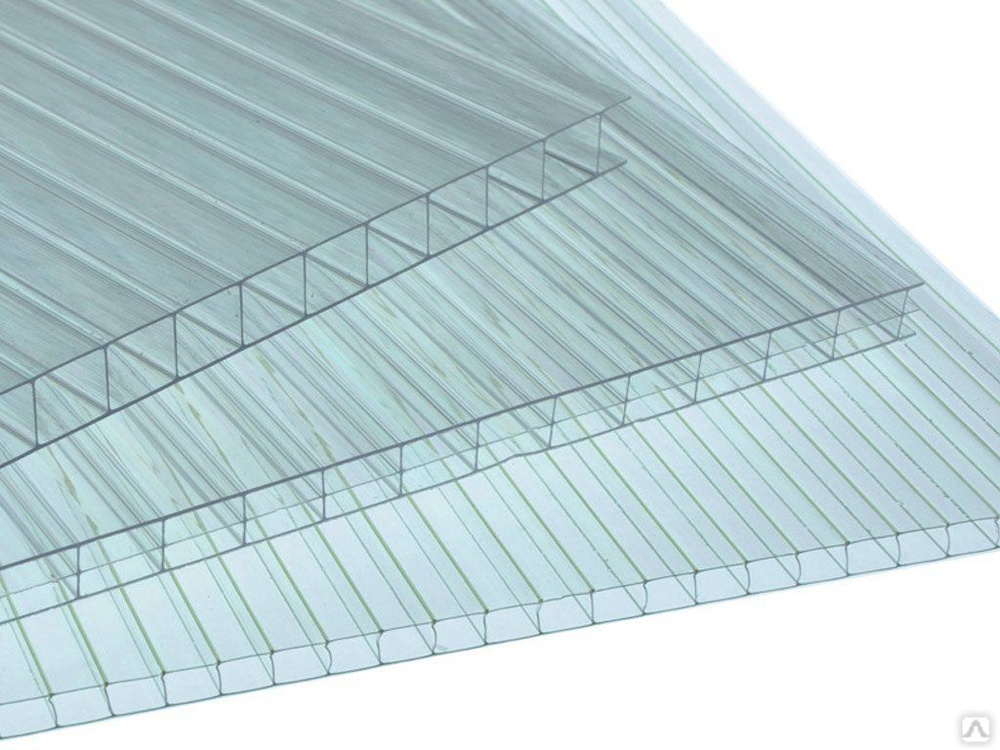
Сотовый поликарбонат – это полимерный продукт, получивший своё название из-за своего внутреннего строения. Как можно догадаться, изнутри он похож на соты или ячейки, от чего и происходит название.
Это довольно универсальный материал, выпускается он в виде листа. Лист этот может быть абсолютно разной длины, толщины.
Существует несколько модификаций сотового поликарбоната. В зависимости от того, существует специальное буквенное обозначение:
- R – за этой буквой обязательно должна быть указана цифра, которая будет говорить о количестве горизонтальных рёбер в листе.
- X – буква свидетельствует о присутствии в поликарбонате диагональных ребер.

- Буква S свидетельствует об усилении структуры поликарбоната, при помощи такой структуры как синусоид.

Как становится понятно, существует большое количество модификаций поликарбоната, но все они широко распространены. Такой
популярности поликарбонат добился благодаря свои свойствам:
- Высочайшая противоударная стойкость
- Термоустойчивость
- Маленький вес
- Пластичность материала позволяет создавать обилие форм
- Хороший диапазон шумоизоляции
- Высокая степень защиты от УФ
- Низкая теплопроводность помогает удерживать тепло внутри помещения
- Материал долговечен и абсолютно безопасен для здоровья
Также сотовый поликарбонат классифицируется по такому принципу, как камерность:
- Однокамерный
- Многокамерный
- Усиленный многокамерный
Физические свойства материалов возрастают от первого к последнему. То есть, усиленный многокамерный поликарбонат способен выдержать
огромные нагрузки, максимально сохраняет тепло и максимально пластичен. Этот карбонат, также, как и просто многокамерный, широко используют в строительстве и отделочный работах. Первый материал широко используется дачниками для облагораживания теплиц и участков.
Этот карбонат, также, как и просто многокамерный, широко используют в строительстве и отделочный работах. Первый материал широко используется дачниками для облагораживания теплиц и участков.
Еще один принцип классификации – это цвет. Здесь всё довольно просто. Карбонат может быть универсальным прозрачным, белым, а может
быть цветным.
Используется сотовый поликарбонат в строительстве, рекламе, для создания перегородок в офисах и других архитектурных решений.
Поликарбонат для накрытия теплицы
Поликарбонат сегодня используют для козырьков от солнца, накрытий для бассейна и пр. Однако самая широкая сфера применения сотового или монолитного поликарбоната – это тепличный бизнес. На нашем сайте вы можете купить монолитный поликарбонат и сотовый для различного использования, переходите по ссылке
Теплица из поликарбоната сегодня очень популярна среди дачников, так как она очень эстетично вписывается на любом участке, теплицу из поликарбоната, а так же цену на неё можно посмотреть далее
Постепенно уходят в прошлое пленочные и стеклянные теплицы, огородники все чаще отдают предпочтение поликарбонату. И неудивительно, ведь этот материал имеет множество достоинств. Он легкий, удобен в монтаже, хорошо пропускает солнечный свет и удерживает тепло. За поликарбонатом просто ухаживать, его срок службы достаточно велик. Но нередко можно видеть, что сотовый поликарбонат начинает желтеть спустя короткое время после установки. Опытные дачники знают, что разные сорта этого покрытия даже влияют на урожай. Разобраться, какой поликарбонат предпочесть, совсем несложно.
И неудивительно, ведь этот материал имеет множество достоинств. Он легкий, удобен в монтаже, хорошо пропускает солнечный свет и удерживает тепло. За поликарбонатом просто ухаживать, его срок службы достаточно велик. Но нередко можно видеть, что сотовый поликарбонат начинает желтеть спустя короткое время после установки. Опытные дачники знают, что разные сорта этого покрытия даже влияют на урожай. Разобраться, какой поликарбонат предпочесть, совсем несложно.
В первую очередь стоит обратить внимание на толщину материала, обычно это 4 мм. Но это не главный критерий. Чтобы не пришлось перекрывать теплицу каждый год, надо подойди к выбору ответственно.
Посмотреть самые популярные теплицы вы можете на нашем сайте, здесь же вы можете купить поликарбонатную теплицу или парник под пленку https://teplitsamarket.com.ua/teplici/
Защита от солнца
Солнечные лучи имеют разрушительное действие. Чтобы покрытие не желтело и не покрывалось трещинами, необходимо убедиться, что на него нанесен защитный УФ-слой. Его не видно, но информация об этом пристутствует на упаковке и подтверждается специальным документом.
Его не видно, но информация об этом пристутствует на упаковке и подтверждается специальным документом.
Повышение урожайности
Изначально поликарбонат применялся в строительстве, но производители разработали специальный материал для теплиц. Его отличает нанесение био-слоя. Это покрытие изменяет длину световой волны, смягчая жесткое УФ-излучение и усиливая действие красного спектра, который положительно влияет на фотосинтез растений. Испытания показали, что поликарбонат с таким покрытием дает возможность увеличить урожай в 2,5 раза.
Маркировка
Выбирая поликарбонат для теплицы, необходимо присмотреться к кромке листа. Туда обычно наносят несмываемую маркировку, используя лазер. Буквенный и цифровой коды несут информацию о номере партии, марке поликарбоната. Если качество покрытия оставляет желать лучшего, маркировка даст возможность правильно составить претензию производителю. Если же ее нет, лучше не рисковать, покупая такой поликарбонат.
Выбор покрытия для теплицы — ответственное дело, на котором лучше не экономить. Покупая некачественный, но дешевый поликарбонат, надо понимать, что через год-два придется перекрывать теплицу, так как этот материал быстро придет в негодность.
Покупая некачественный, но дешевый поликарбонат, надо понимать, что через год-два придется перекрывать теплицу, так как этот материал быстро придет в негодность.
как правильно сортировать мусор / Новости города / Сайт Москвы
С 1 января столица перешла на раздельный сбор отходов. Многие москвичи поддерживают эту идею и готовы не просто разделять мусор на вторсырье и смешанные отходы, но и производить более точную сортировку. Мосприрода поддерживает желание жителей города: проводит акции по раздельному сбору отходов, тематические занятия, устанавливает специальные контейнеры.
Грамотный сбор и переработка вторсырья способствуют решению проблемы мусорных свалок и полигонов. Сегодня некоторые фирмы уже используют переработанные отходы в изготовлении своей продукции. Например, пластиковые изделия сначала превращают в гранулы, из которых делают ПЭТ-упаковку, полиэфирное волокно, упаковочную ленту, геотекстиль. Из полиэтилена или смеси полиэтилена и полипропилена производят стройматериалы.
Например, пластиковые изделия сначала превращают в гранулы, из которых делают ПЭТ-упаковку, полиэфирное волокно, упаковочную ленту, геотекстиль. Из полиэтилена или смеси полиэтилена и полипропилена производят стройматериалы.
Акции по раздельному сбору отходов проводятся в экоцентрах «Воробьевы горы» и «Битцеский лес», экошколе «Кусково», экоклассе на Родионовской улице, дом 2, парках «Кузьминки-Люблино», «Москворецкий» и «Царицыно». В каждом эколого-просветительском центре существуют свои правила: перечень принимаемых отходов следует уточнять в конкретной точке.
Специалисты Мосприроды подготовили памятку-пояснение о том, какие существуют виды пластика и что из них можно сдавать на переработку.
Маркировка пластика
1 PETE/РЕТ/ПЭТФ/ПЭТ (полиэтилентерфталат) — это прозрачные бутылки из-под воды, молока, йогуртов и других напитков, флаконы для косметики и шампуней.
2 HDPE/ПВД/РЕ (полиэтилен высокой плотности) — это флаконы, канистры, крышки для бутылок, бутылки из-под моющих, чистящих, косметических средств, косметики.
3 PVC ПВХ (поливинилхлорид) — это прозрачная упаковка пищевых продуктов, упаковки из-под лекарств, оконные рамы, игрушки.
4 LDPE/PE-LD/ПНД (полиэтилен низкой плотности) — это контейнеры для еды, упаковочная пленка, упаковки косметических средств, стирального порошка, пластиковые пакеты, разделочные доски, крышки от 19-литровых бутылок.
5 PP/ПП (полипропилен) — это крышки для бутылок, одноразовая посуда, упаковки пищевых продуктов, стаканы для йогуртов, цветочные кашпо, баночки из-под косметики, упаковки для линз, капсулы от шоколадных яиц.
6 PS/ПС (полистирол) — это одноразовая посуда, стаканы для йогуртов, лотки для бумаг, овощей, фруктов, коробки для компакт-дисков и яиц, пищевые контейнеры.
Упаковки с маркировкой 7 — другие виды пластика и смешанный пластик. Это тюбики для зубной пасты, бутылки для кулера, упаковки замороженных продуктов и сыра, кофе, корма для животных, детские бутылочки из поликарбоната.
Пока пластик без маркировки и пластик с маркировкой 3 PVC ПВХ и 7 не принимаются на переработку. Но технологии совершенствуются с каждым днем, и, возможно, скоро можно будет сдавать на переработку все виды пластика. Например, совсем недавно на переработку стали принимать чистые бутылки из-под растительного масла и блистеры из-под таблеток.
Волоконный лазер для маркировки и резки CO2 —
Очень немногие материалы демонстрируют невероятное преимущество CNCROi.com, заключающееся в наличии лазера с ЧПУ с двойным источником, такого как поликарбонат, также известный как Lexan или Makrolon. Почему? Что ж, CO2-лазер просто сжигает этот материал к чертям, а теперь посмотрите, на что способен наш эксклюзивный канадский австрийский Trotec 400 flexx!
То, что вы видите на изображении выше, — это наша волоконная лазерная маркировка поликарбоната с ЧПУ с использованием нашей линзы flexx. Наша линза flexx отлично работает как с нашими источниками CO2, так и с волоконными лазерами (оба находятся в нашей машине), поскольку мы хотели разрезать поликарбонат с помощью нашего австрийского промышленного лазера с использованием нашего источника лазера CO2 после того, как волокно сделало свою работу.
Вы можете видеть, что маркировка волокна получилась фантастической, но резка поликарбоната выглядит очень грубо, поэтому поликарбонат является жестким материалом для резки или гравировки с помощью лазера с ЧПУ. К счастью, это очищает очень хорошо, но у вас все еще есть легкий желтый оттенок по внешним краям. Это потребовало небольшой полировки с помощью метилгидрата, но это никогда не избавит от пожелтения… кстати, использование ленточной пилы — отличный способ удалить это, но у нас есть более точное решение.
Передняя часть имеет такую же консистенцию текстуры, как и лента для захвата скейтборда, она шероховатая, но, как вы можете видеть, черная как смоль.Что действительно здорово в нашем лазере с ЧПУ, так это то, что мы можем контролировать выходную мощность, а это означает, что мы можем сделать «темноту» либо очень светлой и прозрачной, либо очень темной, как вы видите на этих изображениях. Конечно, мы можем бесконечно играть с настройками, поэтому сделайте изображение с использованием оттенков серого для более темных контуров и более светлых «внутренностей».
Переворачивая лазерную маркировку волокна с ЧПУ и лазерную резку поликарбоната CO2, вы также получаете стабильный и черный результат! Почему это так здорово? Ну, мы можем довольно легко реверсивно выгравировать поликарбонат (на самом деле любой материал), а это означает, что если вам нужно часто чистить его, но НИКОГДА не отрывается и не тускнеет с течением времени, это фантастическая альтернатива винилу или трафаретной печати.
Посмотрите видео о том, как на этом поликарбонате маркируют волокно на станке с ЧПУ и вырезают лазером CO2!
Мне не нравится этот желтый край!
Если вы похожи на меня, то пожелтевшая и сваренная кромка — не самая привлекательная отделка для большинства применений. Маркировка волокна на поликарбонате с ЧПУ — это невероятный процесс, который удивительно наблюдать лично, это довольно волшебно, но результаты резки с помощью нашего источника CO2-лазера оставляют желать лучшего. Решение?
Маркировка волокна на поликарбонате с ЧПУ — это невероятный процесс, который удивительно наблюдать лично, это довольно волшебно, но результаты резки с помощью нашего источника CO2-лазера оставляют желать лучшего. Решение?
Да, именно поэтому у нас есть промышленный фрезерный станок с ЧПУ! Мы не являемся специализированным магазином с ЧПУ с одним станком, и этот материал демонстрирует мощную синергию, которая возможна при наличии более одного станка с ЧПУ в CNCROi.ком!
Мы можем точно резать, так же точно, как и наш австрийский лазер с ЧПУ, практически любой материал по размеру, изготавливая заготовки, которые затем помещаем в наш лазер с ЧПУ с помощью специального приспособления для резки (да, мы делаем их и сами) , создавая идеальную отделку этого поликарбоната!
Я надеюсь, что это дает лишь представление о том, на что способна CNCROi.com, синергия между нашими инструментами, опытом и оборудованием промышленного класса — это то, от чего выиграли многие из наших клиентов, и мы с нетерпением ждем вас, если вы не еще не наш клиент, чтобы получить невероятное преимущество, которое мы представляем вашему бизнесу. Имейте в виду, что мы берем только лучших клиентов!
Имейте в виду, что мы берем только лучших клиентов!
Свяжитесь с нами, и мы приступим к делу!
Лазерная маркировочная машинадля поликарбоната
Как и другие виды лазерной обработки, такие как лазерная сварка, лазерная термообработка, лазерная резка, лазерное сверление и т. д., лазерная маркировка также является популярной технологией обработки, которая заменяет традиционную технологию маркировки во многих отраслях, особенно при нанесении маркировки на пластик. .На рынке обычно используются пластиковые материалы, такие как: АБС-пластик (акрилонитрил-бутадиен-стирол), ПК (поликарбонат), ПП-пластик (полипропилен), ПС-пластик (полистирол), ППС-пластик (полистирол), сульфид, ПП-полипропилен, ПВХ. (поливинилхлорид), PE (полиэтилен), акрил (полиметилметакрилат) и т. д. Какой тип лазерной маркировочной машины может маркировать эти пластмассовые материалы?
Факторы, влияющие на качество лазерной маркировки пластмасс
На качество лазерной маркировки влияет множество факторов. При выборе машины для лазерной маркировки следует учитывать скорость поглощения материала, плотность мощности и время воздействия лазера на материал. Тогда чем хороша лазерная маркировка поликарбоната (ПК)?
При выборе машины для лазерной маркировки следует учитывать скорость поглощения материала, плотность мощности и время воздействия лазера на материал. Тогда чем хороша лазерная маркировка поликарбоната (ПК)?
На рынке представлены распространенные типы лазеров для маркировки поликарбоната (ПК), такие как волоконный лазер, CO2-лазер, УФ-лазер и т. д.
Волоконные и CO2-лазеры используют высокоэнергетические импульсные лазерные лучи для воздействия на поверхность поликарбонатных материалов.С помощью вспомогательных добавок световая энергия преобразуется в тепловую, что приводит к плавлению, пенообразованию, обесцвечиванию или карбонизации поверхности поликарбонатных материалов с получением стойких графических меток.
Однако для прозрачного или белого поликарбоната сложно использовать указанную выше лазерную маркировку без добавок, поскольку он практически не поглощает лазер. Для цветного поликарбоната легко вызвать деградацию, трещины, полости на поверхности материала ПК без добавок, что также снизит качество маркировки.
Лазерная маркировочная машина для поликарбоната
Волоконные и CO2-лазеры производят инфракрасный диапазон длин волн, что приводит к тепловому теплу. Однако ультрафиолетовый лазер с длиной волны 355 нм имеет преимущества небольшого пятна фокусировки и небольшой тепловой площади, что не повреждает маркирующий объект. Таким образом, это называется «холодной маркировкой». обработка. УФ-лазеры лучше использовать для пластиковых или поликарбонатных материалов. При специальном применении маркировки лазерной гравировки короткая длина волны напрямую вызывает фотохимическую реакцию с поликарбонатом без нагревания.Материал ПК не повреждается. Таким образом, УФ-лазерная маркировочная машина для поликарбоната сыграла незаменимую роль в этих приложениях.
Этот лазерный маркировочный УФ-маркер мощностью 3 Вт поставляется с лазерным источником с длиной волны 355 нм, в котором используется метод удвоения внутрирезонаторной частоты, что значительно повышает стабильность лазера. Благодаря высокому качеству луча и небольшому диаметру фокуса, что очень подходит для точной маркировки.
Благодаря высокому качеству луча и небольшому диаметру фокуса, что очень подходит для точной маркировки.
Особенности:
- Более узкая ширина импульса и меньшее тепловое воздействие способствуют генерированию пиковой мощности.
- Более высокая частота повторения импульсов отвечает требованиям быстрой маркировки и высокой эффективности производства.
- Высокая эффективность фотоэлектрического преобразования и долгий срок службы.
- Более высокая стабильность импульса, а именно лучшая согласованность импульсов лазера, дает тот же эффект резьбы, что очень подходит для точной маркировки.
- Поддержка многих форматов Auto-CAD, PLT, BMF, AI, JPG и т. д.
- Превосходная производительность, хорошая стабильность, высокая скорость преобразования и низкое энергопотребление.
- Автомат в поворотном столе (дополнительный элемент), удобная маркировка, высокая скорость, высокая эффективность.
- Он может маркировать дату, текст, число, код и двумерный код и т. д.

Спецификация:
Тип | УФ-лазер |
Длина волны лазера | 355 нм |
Выходная мощность | 3 Вт/5 Вт/10 Вт |
Плюс частота | 10-100КЗ |
Зона маркировки | 100*100мм/150мм*150мм 300 мм * 300 мм (опционально) |
Глубина маркировки | ≤0.5мм |
Минимальная ширина линии | 0,01 мм |
Минимальная высота символа | 0,2 мм |
Скорость маркировки | 7000~1000мм/с |
Точность повторения | ±0. |
Блок питания | 110 В ~ 240 В переменного тока/50 Гц или 60 Гц |
Обозначение заявки | Логотип, номер, дата, код и т. д. |
 001мм
001ммРезюме
Лазерная маркировочная машина широко используется для маркировки материала.УФ-лазер — это другая технология лазерной маркировки для маркировки поликарбонатного материала, которая может печатать текст, товарный знак или матричные коды данных и т. Д. На поверхности поликарбонатного (ПК) материала.
При применении маркировки поликарбоната для многих поликарбонатных предприятий становится все больше и больше выбора. В OTLASER мы много лет работаем в отрасли машин для лазерной маркировки, что открывает новые области для применения лазера в поликарбонатной промышленности. .Не стесняйтесь обращаться к нам, если вам нужны эти решения для маркировки.
Лазерная маркировка и гравировка для АБС-пластика и поликарбоната (ПК)
Лазерная маркировочная машина широко используется для маркировки поликарбоната и АБС-материала, которую можно использовать для маркировки и гравировки номера, товарного знака или кода и т. д., текста и рисунка на поликарбонате или АБС-материале.
Что такое поликарбонат и АБС-пластик
Что такое АБС-пластик
Акрилонитрил-бутадиен-стирол (АБС) представляет собой непрозрачный термопластический и аморфный полимер, который широко используется в пластмассовой промышленности. Термопласт состоит из трех мономерных звеньев:
.Акрилонитрил: синтетический мономер, полученный из аммиака и пропилена.
Бутадиен: мономер, образующийся в качестве побочного продукта вместе с этиленом при производстве в установках парового крекинга.
Стирол: мономер, полученный дегидрированием этилбензола.
Что такое поликарбонат
Поликарбонат (ПК) представляет собой естественно прозрачный аморфный термопласт. Хотя они доступны в продаже в различных цветах (возможно, полупрозрачные, а возможно, и нет), исходный материал обеспечивает внутреннюю передачу света почти с той же способностью, что и стекло.
Поликарбонатные пластики являются конструкционными пластиками в том смысле, что они обычно используются для изготовления более прочных материалов, таких как ударопрочные «стеклоподобные» поверхности [ 1 ].
Лазерная маркировка ПК и АБС-пластика
Как и другие металлические или пластиковые материалы, ПК и АБС-пластики широко используются во многих областях.Лазерная маркировка ПК и АБС-пластика может повысить эффективность и возможности производства. Вот некоторые распространенные области применения лазерной гравировки или маркировки ПК и АБС-пластика:
- Электронные компоненты
- Печатные платы (PCB)
- Инструменты и ручки инструментов
- Идентификационные бирки для животных
- Упаковка
- Корпуса из пластика
- Электрические вилки
- Автозапчасти
- Клавиатуры
- Кнопки и переключатели с дизайном «день-ночь»
По сравнению с другими маркировочными материалами метод нанесения четкой и заметной маркировки на поликарбонате или АБС-материалах отличается. В некоторых лазерах лазерные лучи не могут быть немедленно поглощены поликарбонатом или материалами ABS с прозрачными или светлыми поверхностями, но они будут поглощаться верхней частью материала, что приводит к вздутию пены до 0,2-0,3 мм.
В некоторых лазерах лазерные лучи не могут быть немедленно поглощены поликарбонатом или материалами ABS с прозрачными или светлыми поверхностями, но они будут поглощаться верхней частью материала, что приводит к вздутию пены до 0,2-0,3 мм.
Предполагая, что заготовка непрерывно поглощает тепло, в то время как тепло будет контролироваться средней выходной мощностью лазера, скоростью или длительностью импульса. Увеличение мощности и снижение скорости маркировки приведет к увеличению нагрева.Таким образом, это приведет к дальнейшему расширению пены и образованию комков для растрескивания. Как правильно выбрать лазерную систему?
Хотя для маркировки материалов ПК и АБС используются три основных типа лазера, каждый из них имеет свои преимущества и недостатки:
Волоконный лазер
Для маркировки обычных полимеров и АБС-пластика вам может подойти обычный волоконный лазер мощностью 20 Вт.Тем не менее, вы можете получить только грубые результаты маркировки, которые не подходят для точной маркировки. Лазер MOPA лучше, чем обычный волоконный лазер, поскольку его длительность импульса регулируется и высокая гибкость. Но это также не лучшее решение для тонкой маркировки на полимерах и АБС. материал.
Лазер MOPA лучше, чем обычный волоконный лазер, поскольку его длительность импульса регулируется и высокая гибкость. Но это также не лучшее решение для тонкой маркировки на полимерах и АБС. материал.
УФ-лазер
С точки зрения качества маркировки УФ-лазерный маркер является идеальным выбором для маркировки полимеров и АБС-материалов.
Ультрафиолетовая лазерная маркировка относится к «холодной маркировке», поверхность материала не прогорает.УФ-лазерный маркер обладает высоким качеством луча и небольшим пятном фокусировки. Короткая длина волны 355 нм напрямую вызывает фотохимическую реакцию с поликарбонатом и АБС без нагрева, поэтому материал не повреждается.
Он очень подходит для точной маркировки. В этом методе можно выполнить точную маркировку шириной дорожки размером до нанометра на небольшом компоненте.
В настоящее время УФ-лазерная маркировочная машина для тонкой маркировки поликарбоната и АБС-материала играет незаменимую роль.
Различия между лазерной маркировкой и гравировкой ПК и АБС-пластика
Хотя иногда лазерную маркировку также называют лазерной гравировкой, но между нами есть различия. У них свои разные приложения:
Лазерная маркировка ПК и АБС-пластика
Лазерная маркировка пластика — это своего рода бесконтактный метод обработки, в котором используется лазерный луч высокой энергии, который встречается с поверхностью пластика ПК и АБС, чтобы оставить неизгладимую метку.
Существуют распространенные типы бесконтактной лазерной маркировки, в том числе: вспенивание, карбонизация и изменение цвета. Лазерная маркировка является хорошим способом маркировки штрих-кодов, кодов, логотипов и другой информации на поверхности ПК и АБС-пластика.
Цвет лазерной маркировки на поликарбонате (ПК) и АБС-пластике
Как правило, маркировка белого цвета на черном материале, серо-черного на пластике других цветов.
ПК и АБС-пластик Лазерная гравировка
Лазерная гравировка ПК и АБС-пластика использует лазерный луч для удаления поверхности материала, обнажая заметную полость.
Если вам нужны более глубокие отметки, вы можете повторить это несколько раз.
Доступны три общих типа метода гравировки ПК и АБС-пластика: травление, глубокая лазерная гравировка и лазерная абляция.
РезюмеВ целом, лазерную резку поликарбоната лучше всего выполнять с помощью CO2-лазера с длиной волны 10,6 мкм, поскольку он имеет хорошую цену и широкое применение. Лазерную маркировку поликарбоната лучше всего делать с помощью УФ-лазера с длиной волны 355 нм. УФ-лазер может создавать заметные черные метки с мелкими деталями.
Набор квадратных поликарбонатных левых и правых маркеров
Набор квадратных поликарбонатных левых и правых маркеров — дополнительные инициалы Магазин не будет работать корректно в случае, если куки отключены.
Похоже, в вашем браузере отключен JavaScript. Для наилучшего взаимодействия с нашим сайтом обязательно включите Javascript в своем браузере.
$18.00
5 рабочих дней
АртикулАСП001/АСП002/АСП003
- Используйте эти маркеры для удобного обозначения левого и правого видов.
- Заказывайте смешанные наборы (один круглый/один квадратный), чтобы быстро определить правильный маркер на ощупь.
- Идентифицируйте технологов, отделы и т. д. с помощью специальных выгравированных букв или цифр. Маркеры
- также доступны с буквами «D» и «G» для обозначения «справа» и «слева» на французском языке.
- Изготовлен из поликарбонатного пластика, который практически не ломается и устойчив к спирту, который можно использовать для стерилизации маркера.

- Используйте эти маркеры для удобного обозначения левого и правого видов.
- Заказывайте смешанные наборы (один круглый/один квадратный), чтобы быстро определить правильный маркер на ощупь.
- Идентифицируйте технологов, отделы и т. д. с помощью специальных выгравированных букв или цифр. Маркеры
- также доступны с буквами «D» и «G» для обозначения «справа» и «слева» на французском языке.
- Изготовлен из поликарбонатного пластика, который практически не ломается и устойчив к спирту, который можно использовать для стерилизации маркера.
| Артикул | АСП001/АСП002/АСП003 |
|---|---|
| Состояние | Новый |
| Специальная цена | 18 долларов. 00 00 |
| Международные перевозки | № |
Китай Производитель портативной лазерной маркировочной машины, Лазерная маркировочная машина, Лазерный гравировальный станок поставщик
Команда CDI — это профессиональная и творческая команда, мы стремимся разрабатывать и производить портативные машины для лазерной маркировки.Обладая более чем 22-летним опытом лазерной маркировки, мы создали обширную базу знаний и портфолио клиентов, что дало нам возможность работать со многими различными продуктами, материалами, ожиданиями клиентов и временными шкалами, что дает нам опыт и уверенность …
Команда CDI — это профессиональная и творческая команда, мы стремимся разрабатывать и производить портативные машины для лазерной маркировки. Обладая более чем 22-летним опытом лазерной маркировки, мы создали обширную базу знаний и портфолио клиентов, что дало нам возможность работать со многими различными продуктами, материалами, ожиданиями клиентов и временными шкалами, что дает нам опыт и уверенность, чтобы дать вам Портативные лазерные маркировочные машины высшего класса.E, как правило, может помечать необходимую информацию, включая логотипы, графику, серийные номера, машиночитаемые коды, текст и значки, тем самым оставляя профессиональный постоянный след.
Обладая более чем 22-летним опытом лазерной маркировки, мы создали обширную базу знаний и портфолио клиентов, что дало нам возможность работать со многими различными продуктами, материалами, ожиданиями клиентов и временными шкалами, что дает нам опыт и уверенность, чтобы дать вам Портативные лазерные маркировочные машины высшего класса.E, как правило, может помечать необходимую информацию, включая логотипы, графику, серийные номера, машиночитаемые коды, текст и значки, тем самым оставляя профессиональный постоянный след. Наша компания предлагает разнообразные продукты, способные удовлетворить самые разнообразные требования. Мы придерживаемся принципов управления «качество во-первых, клиент в первую очередь и на основе кредита» с момента создания компании и всегда делаем все возможное, чтобы удовлетворить потенциальные потребности наших клиентов. Наша компания искренне готова сотрудничать с предприятиями со всего мира, чтобы реализовать беспроигрышную ситуацию, поскольку тенденция экономической глобализации развивается с непреодолимой силой.
EM-Smart — самая маленькая в мире машина для маркировки волоконным лазером мощностью 20 Вт. Это портативная лазерная маркировочная машина для магазинов подарков, дизайнеров и мастеров, продавцов ETSY, предпринимателей Kickstarter, брендов и предприятий, творческих агентств. Вы можете создавать свои индивидуальные продукты и персонализированные подарки в любое время в любом месте.
Влияние композита углеродные нанотрубки/поликарбонат на улучшенные свойства локальной лазерной маркировки полипропилена
Ye R, Chyan Y, Zhang J, Li Y, Han X, Kittrell C, Tour JM (2017) Лазерное образование графена на дереве. Adv Mater 29(37):1702211
Артикул Google Scholar
Ye R, James DK, Tour JM (2019) Лазерный графен: от открытия к воплощению. Adv Mater 31(1):1803621
Статья Google Scholar
Zhang Z, Song M, Hao J, Wu K, Li C, Hu C (2018) Индуцированный лазером видимый свет графен из фенольной смолы: новый подход для прямого написания электрохимических устройств на основе графена на различных подложках . Углерод 127:287–296
Углерод 127:287–296
CAS Статья Google Scholar
Jia L, Zhang J, Su G, Zheng Z, Zhou T (2020) Локально контролируемое вспенивание поверхности полимеров, индуцированное графеном с помощью импульсного лазера ближнего инфракрасного диапазона. ACS Sustain Chem Eng 8(6):2498–2511
CAS Статья Google Scholar
Cheng J, Li H, Zhou J, Lin Z, Wu D, Liu C, Cao Z (2020) Лазерно-индуцированные пористые электропряденые волокна для улучшенной фильтрации газообразного ксилола.J Hazard Mater 399: 122976
Palneedi H, Park JH, Maurya D, Peddigari M, Hwang GT, Annapureddy V, Kim JW, Choi JJ, Hahn BD, Priya S, Lee KJ, Ryu J (2018) Лазерное облучение пленок оксидов металлов и наноструктур: применение и достижения. Adv Mater 30(14):1705148
Артикул Google Scholar
Cao Z, Chen Y, Zhang C, Cheng J, Wu D, Ma W, Liu C, Fu Z (2019) Приготовление гидрогелей, чувствительных к воздействию лазера в ближнем инфракрасном диапазоне, с улучшенными характеристиками лазерной маркировки. Мягкая материя 15(14):2950–2959
Мягкая материя 15(14):2950–2959
CAS Статья Google Scholar
Cao Z, Hu Y, Lu Y, Xiong Y, Zhou A, Zhang C, Wu D, Liu C (2017) Лазерное почернение поверхностей композитов термопластичный полиуретан/BiOC1. Polym Degrad Stab 141:33–40
CAS Статья Google Scholar
Кумар Р., Сингх Р.К., Сингх Д.П., Джоанни Э., Ядав Р.М., Мошкалев С.А. (2017) Лазерный синтез, восстановление и микроструктурирование графена: последние достижения и приложения.Coord Chem Rev 342:34–79
CAS Статья Google Scholar
Cheng J, You X, Li H, Zhou J, Lin Z, Wu D, Liu C, Cao Z, Pu H (2021) Метод лазерного облучения для получения мембраны из пористого волокна из полиэтилена со сверхвысокой способностью к фильтрации газа ксилола . J Hazard Mater 407:124395
Cheng J, Zhou J, Lin Z, Wu D, Liu C, Cao Z, Ni Q, Zhang N (2021) Локально управляемый лазерный перенос термопластичного полиуретана, индуцированный устойчивым висмутом триоксидный субстрат. Appl Surf Sci 550:149299
Appl Surf Sci 550:149299
Liu C, Lu Y, Xiong Y, Zhang Q, Shi A, Wu D, Liang H, Chen Y, Liu G, Cao Z (2018) Распознавание лазерной маркировки быстро коды ответов на полипропиленовых поверхностях. Polym Degrad Stab 147:115–122
CAS Статья Google Scholar
Чжан Дж., Чжоу Т., Вэнь Л., Чжао Дж., Чжан А. (2016) Простой способ создания четкого и локально контролируемого рисунка для полимеров на основе импульсного лазера ближнего инфракрасного диапазона.ACS Appl Mater Inter 8(3):1977–1983
CAS Статья Google Scholar
Cheng J, You X, Cao Z, Wu D, Liu C, Pu H (2019) Эффективный контроль лазерной карбонизации с использованием многослойной структуры из полиэтилена/полистирола низкой плотности посредством совместной экструзии нанослоев. Macrimol Mater Eng 304(5):1800726
Артикул Google Scholar

Cheng J, Zhou J, Zhang C, Cao Z, Wu D, Liu C, Zou H (2019) Улучшенная лазерная маркировка полипропилена, индуцированная чувствительным к лазеру композитом ATO@PI типа «ядро-оболочка».Polym Degrad Stab 167: 77–85
CAS Статья Google Scholar
Zhang J, Zhou T, Wen L (2017) Селективная металлизация, индуцированная лазерной активацией: изготовление металлизированных рисунков на полимере с помощью композита на основе оксида металла. Интерфейсы приложений ACS 9(10):8996–9005
CAS Статья Google Scholar
Cheng J, Li H, Zhou J, Cao Z, Wu D, Liu C (2018) Влияние триоксида сурьмы на свойства лазерной маркировки термопластичного полиуретана.Polym Degrad Stab 154: 149–156
CAS Статья Google Scholar
Zhong W, Cao Z, Qiu P, Wu D, Liu C, Li H, Zhu H (2015) Механизм лазерной маркировки композитов термопластичный полиуретан/Bi2O3. Интерфейсы приложений ACS 7(43):24142–24149
Интерфейсы приложений ACS 7(43):24142–24149
CAS Статья Google Scholar
Cao Z, Lu G, Gao H, Xue Z, Luo K, Wang K, Cheng J, Guan Q, Liu C, Luo M (2021) Подготовка и свойства лазерной маркировки поли(пропилена)/молибдена сульфидные композиционные материалы.СКД Омега 6(13):9129–9140
CAS Статья Google Scholar
Cheng J, Zhou J, Zhang C, Cao Z, Wu D, Liu C, Zou H (2019) Улучшенная лазерная маркировка полипропилена, индуцированная чувствительным к лазеру композитом ATO@PI типа «ядро-оболочка». Polym Degrad Stab 167: 77–85
CAS Статья Google Scholar
Вэнь Л., Чжоу Т., Чжан Дж., Чжан А. (2016) Локальное управляемое лазерное моделирование полимеров, индуцированное графеновым материалом.Интерфейсы приложений ACS 8(41):28077–28085
CAS Статья Google Scholar

Xie Y, Wen L, Zhang J, Zhou T (2018)Улучшенное локальное контролируемое лазерное моделирование полимеров, индуцированное композитами графен/полистирол. Mater Design 141:159–169
CAS Статья Google Scholar
Бобринецкий И.И., Емельянов А.В., Смагулова С.А., Комаров И.А., Отеро Н., Ромеро П.М. (2017) Лазерное прямое трехмерное моделирование и восстановление пленки оксида графена на полимерной подложке.Mater Lett 187:20–23
CAS Статья Google Scholar
В JB, Lee D, Fornasiero F, Noy A, Grigoropoulos CP (2012) Одновременный лазерный перенос и формирование рисунка вертикально ориентированных массивов углеродных нанотрубок на полимерных подложках для гибких устройств. ACS Nano 6(9):7858–7866
CAS Статья Google Scholar
Oh J-S, Kim S-H, Hwang T, Kwon HY, Lee TH, Bae AH, Choi HR, Nam JD (2013) Одновременное формирование рисунка и перенос графена с помощью лазера. J Phys Chem C 117(1):663–668
J Phys Chem C 117(1):663–668
CAS Статья Google Scholar
Zhou J, Cheng J, Zhang C, Wu D, Liu C, Cao Z (2020) Управляемое черное или белое лазерное формирование полипропилена, индуцированное углеродными нанотрубками. Mater Today Commun 24:100978
Liu C, Liang H, Wu D, Lu X, Wang Q (2018) прямое полупроводниковое лазерное написание сетей многослойных графеновых полиэдров для гибкого твердотельного суперконденсатора.Adv Electron Mater 4(7)
Резка поликарбоната – правильный путь
Резка кровельных листов из поликарбоната – очень простая задача по сравнению с резкой других материалов, таких как стекло и акрил, для которых требуется профессиональная помощь. Поликарбонат можно легко разрезать своими руками, если у вас есть необходимое оборудование, такое как ножницы с острыми зубьями/циркулярная пила/лобзик, клеевые зажимы, малярный скотч, измерительная лента и маркеры. Кроме того, хотя поликарбонаты считаются абсолютно безопасными, нетоксичными или безвредными, всегда рекомендуется обезопасить себя от возможных наихудших сценариев.Таким образом, вам также потребуются подходящие средства индивидуальной защиты, такие как защитные очки, маски и перчатки. Итак, подготовьте это простое оборудование и следуйте приведенным ниже рекомендациям, чтобы иметь возможность правильно резать поликарбонаты.
Кроме того, хотя поликарбонаты считаются абсолютно безопасными, нетоксичными или безвредными, всегда рекомендуется обезопасить себя от возможных наихудших сценариев.Таким образом, вам также потребуются подходящие средства индивидуальной защиты, такие как защитные очки, маски и перчатки. Итак, подготовьте это простое оборудование и следуйте приведенным ниже рекомендациям, чтобы иметь возможность правильно резать поликарбонаты.
Тщательно измерьте все размеры крыши, которую вы хотите построить – длину, ширину, высоту, уклон и все остальные параметры. Отметьте то же самое на листе поликарбоната. Каждый лист поликарбоната поставляется с защитной пленкой.Эту пленку нужно оставить, а на место, где должна быть линия пропила, наклеить малярный скотч, обозначив линию.
Резка циркулярной пилой Поликарбонатный лист можно резать с помощью ножниц и лобзика, но лучше всего использовать циркулярную пилу, особенно при резке поликарбонатов большой длины. Несмотря на то, что циркулярная пила при работе выделяет тепло, поликарбонат безопасен, поскольку нечувствителен к тепловыделению, независимо от скорости резки.Однако наиболее подходящей рекомендуемой циркулярной пилой является пила со стандартным размером пильного диска 250-300 миллиметров, работающая со скоростью 4000 оборотов в минуту. Такое сочетание позволит получить очень красивый ровный срез.
Несмотря на то, что циркулярная пила при работе выделяет тепло, поликарбонат безопасен, поскольку нечувствителен к тепловыделению, независимо от скорости резки.Однако наиболее подходящей рекомендуемой циркулярной пилой является пила со стандартным размером пильного диска 250-300 миллиметров, работающая со скоростью 4000 оборотов в минуту. Такое сочетание позволит получить очень красивый ровный срез.
Электролобзик — еще один хороший инструмент, который вы можете использовать. Но при использовании этого инструмента нужно следить за тем, чтобы во время резки лист был плотно прижат, чтобы он не двигался вверх-вниз вместе с полотном пилы.А для этого вы можете закрепить свой лист обрезком дерева и клеевыми струбцинами. Также не забудьте установить пилу на среднюю скорость и позволить ей медленно двигаться по листу, удерживая подошву электролобзика ровно на поликарбонатном листе.
Резка ножницами После того, как большие куски поликарбоната будут вырезаны с помощью циркулярной пилы или электролобзика, вы можете разрезать любое другое небольшое количество панелей ножницами или даже канцелярским ножом.